Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Сварочный инвертор радуга 220 схема
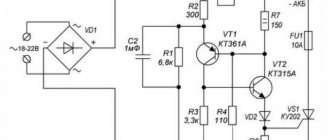
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу. Современная элементарная база позволяет создавать сварочные инверторы очень компактными и оснащенными всеми необходимыми функциями. Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 — 200 А.
При сварке металлов с помощью инвертора, электрическая дуга возникает между электродом, диаметром 1-5 мм, который часто изготовлен из того же материала, что и соединяемый материал и свариваемым материалом. Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Хочу представить вашему вниманию сборник принципиальных схем промышленных аппаратов сварочных инверторов, собранных «с миру по нитке». Кому-то эти схемы понадобятся для ремонта, а кто и сам захочет повторить одну из схем. Ведь цена на готовое заводское устройство обычно лежит в пределах 300 — 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
На нашем сайте имеются в наличии для скачивания такие файлы:
- — Электрическая схема сварочного инвертора САИ;
- — Электрическая схема сварочного инвертора MOS;
- — Электрическая схема сварочного инвертора TELWIN;
- — Электрическая схема сварочного инвертора NEON;
- — Электрическая схема сварочного инвертора Inverter TOP DC;
- — Электрическая схема сварочного инвертора Prestige;
- — Электрическая схема сварочного инвертора ВДУЧ;
- — Электрическая схема сварочного инвертора ThermalArc;
- — Электрическая схема сварочного инвертора MARC;
- — Электрическая схема сварочного инвертора Maxstar;
- — Электрическая схема сварочного инвертора РУСЬ;
- — Электрическая схема сварочного инвертора DC250;
- — Электрическая схема сварочного инвертора Форсаж;
- — Электрическая схема сварочного инвертора Invertec V.
Все принципиальные схемы выложены в разделе КНИГИ и доступны для скачивания всем пользователям, по прямой ссылке с сервера сайта, без всяких депозитов и летитбитов.
Если у вас имеется ещё какая-либо схема сварочного инвертора — можете поделиться ей с посетителями нашего сайта прислав схему на почту.
вопрос по шиму UC3845. UC3845 не стартует
#1 GMotors
Привет всем нужна помощь не стартует 3845 сабж такой по схеме нужно 120к резистор между 310 вольт(после моста) и 7 ногой шима и все она работает запуск у нее 8,4вольт у меня 8,5 шим молчит подкидываю типа дежурку стартует от 8,5 вольт в чем засада не пойму кондер стоит после старта сама себя питает на 7й ноге 33,6вольта вроде все норм в место 120к подкинул 100к после 90к и напоследок (ну типа или в в щепки или) 60к теже 8,7вольт не стартует было 2вата мощность стало 4ватта (блин резюки уже в габарит не лезут ) нужна помощь -подсказка шим менял и да нужна 3845 с делителем частоты картина прилагается
Прикрепленные изображения
#2 denistor_man
Проверь монтаж и элементы поменяи полярность первичной обмотоки Т1 и обмотки питания мс
Сообщение отредактировал denistor_man: 28 Ноябрь 2014 — 02:04
#3 GMotors
Проверь монтаж и элементы поменяи полярность первичной обмотоки Т1 и обмотки питания мс
#4 LeoPol*d
Проверить диоды 1N4935 на утечку или заменой.
#5 GMotors
Проверить диоды 1N4935 на утечку или заменой.
Прикрепленные изображения
Сообщение отредактировал GMotors: 29 Ноябрь 2014 — 11:47
#6 Водолей73
Можно предположить что конденсатор на 100,0 м. на 7 ноге — требует замены, а если не так, то проверьте напряжение осцилографом в этой точьке в разных режимах.
Сообщение отредактировал Водолей73: 29 Ноябрь 2014 — 17:41
#7 GMotors
Можно предположить что конденсатор на 100,0 м. на 7 ноге — требует замены, а если не так, то проверьте напряжение осцилографом в этой точьке в разных режимах.
#8 LeoPol*d
Проверь обвязку 1-ой и 2-ой ножек. Особенно 150к.
#9 GMotors
Проверь обвязку 1-ой и 2-ой ножек. Особенно 150к.
Прикрепленные изображения
Сообщение отредактировал GMotors: 02 Декабрь 2014 — 16:41
#10 LeoPol*d
Недавно «боролся» с тремя новыми блоками питания на 12В. То включались, то нет. Собраны на 3842. Так вот китайцы сэкономили на одном резисторе 10к между 1 и 2 ножками. Поставил и они стали уверенно запускаться. Кстати схема стабилизации отличалась от схемы в даташите. Тут стабилизация была через оптопару. Может по аналогии и у вас такое же? Только этот резистор, возможно, нужно другой для 3845.
#11 GMotors
Недавно «боролся» с тремя новыми блоками питания на 12В. То включались, то нет. Собраны на 3842. Так вот китайцы сэкономили на одном резисторе 10к между 1 и 2 ножками. Поставил и они стали уверенно запускаться. Кстати схема стабилизации отличалась от схемы в даташите. Тут стабилизация была через оптопару. Может по аналогии и у вас такое же? Только этот резистор, возможно, нужно другой для 3845.
#12 GMotors
Отвечу сам себе раз уж на гуглил . еще один такой блок точнее вина в самом 3845 по шитам запуск от 8,4-до 9 вольт аннет уверенно стартует только от 10 вольт странно брал в разных магазинах с тех времен 6 таких зарядок запустил и вот опять Решено вместо 120к ставлю 91к на 3 вата стартует !
#13 SNB
Отвечу сам себе раз уж на гуглил . еще один такой блок точнее вина в самом 3845 по шитам запуск от 8,4-до 9 вольт аннет уверенно стартует только от 10 вольт странно брал в разных магазинах с тех времен 6 таких зарядок запустил и вот опять Решено вместо 120к ставлю 91к на 3 вата стартует !
Кстати, довольно часто встречал такое. Бывает, что стартовое питание идет через 2-6 SMD-резистора по 100-300 кОм, общее сопротивление 0,5-2 МОма. Ставишь в параллель еще резистор или меняешь всю цепочку и все работает. А после запуска уже питание идет от транса.
#14 GMotors
Отвечу сам себе раз уж на гуглил . еще один такой блок точнее вина в самом 3845 по шитам запуск от 8,4-до 9 вольт аннет уверенно стартует только от 10 вольт странно брал в разных магазинах с тех времен 6 таких зарядок запустил и вот опять Решено вместо 120к ставлю 91к на 3 вата стартует !
Кстати, довольно часто встречал такое. Бывает, что стартовое питание идет через 2-6 SMD-резистора по 100-300 кОм, общее сопротивление 0,5-2 МОма. Ставишь в параллель еще резистор или меняешь всю цепочку и все работает. А после запуска уже питание идет от транса.
Достоинства и преимущества сварочного аппарата Радуга
Оборудование из Китая представлено очень широко на отечественном рынке. Оно не отличается долговечностью, но низкие цены ставят его в один ряд по популярности с качественной европейской продукцией. Однако и среди китайских компаний есть такие, оборудование которых достойно похвалы. К ним относится производитель FoxWeld. Его сварочный аппарат марки Радуга по достоинству оценили не только домашние мастера, но и профессионалы. Чтобы понять, чем этот агрегат отличается от аналогов и почему стал столь популярным стоит более подробно изучить его характеристики.
Компания FoxWeld и ее продукция
Китайские производители предлагают широкий ассортимент продукции, причем большинство моделей имеют доступные для различных категорий потребителей цены. Не является исключением и фирма FoxWeld. Ее продукция разрабатывается для эффективной работы и предполагает наименьшие физические и энергетические затраты при эксплуатации. Все виды сварочных аппаратов, выпускаемы под маркой Радуга, производятся с использованием прогрессивных технологий.
В каталогах компании оборудование представлено не только бытовыми аппаратами, но и автоматическими производственными линиями. Все продукция ForWeld обладает оптимальными массогабаритными характеристиками, высоким КПД при умеренной стоимости. Сварочные аппараты Радуга удобны в применении, адаптированы для работы в сложных климатических условиях страны и соответствуют российским стандартам. В комплектацию могут быть включены не только комплектующие, но и необходимые аксессуары: перчатки, очки, расходные материалы.
Модельный ряд продукции под маркой Радуга
Сварочное оборудование FoxWeld выпускается в широком ассортименте.
В линейку этого производителя входят аппараты следующих типов:
Это позволяет выбирать приборы для любого режима работы, будь то ручной, автоматический или полуавтоматический. При этом особое внимание уделяется моделям, имеющим низкую стоимость. В эту категорию включены бытовые и профессиональные сварочные аппараты марки Радуга 180 с широким функционалом.
Компания выпускает и газовое оборудование для сварки. Оно имеет отличные эксплуатационные качества и выполнено из современных материалов. Каждая модель этого класса имеет устройства, контролирующие режим подачи топлива и обладает высокой технологичностью, позволяющей добиться стабильного качества шва в любых условиях работы.
Газовые сварочные аппараты способны поддерживать постоянное давление струи газа, отличаются плавностью регулировки настроек.
Принцип действия инвертора
Модель Радуга 180 мини необходимое устройство как для владельцев частного домовладения, так и профессионала. Он поможет соединить сломавшуюся металлическую конструкцию, залатать емкость, сделать подставку или другую конструкцию из подручных средств.
Смотрим видео, о модели Радуга 180:
Принцип работы такого прибора заключается в двойном преобразовании входного тока. На входе устройства происходит его выпрямление двумя мощными диодами, с дальнейшим преобразованием в переменный высокочастотный. Он в свою очередь подается на понижающий трансформатор.
Следующее преобразование тока в постоянный происходит за счет мощных транзисторов. Наличие в конструкции агрегата специальной схемы дало возможность регулировать его величину.
Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора «E» и «C» в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках «G» и «E» сопротивление должно быть бесконечное, не зависимо от полярности.
Далее нужно подать на ножку «G»-«+» а на «E» «-» 12 вольт постоянного тока. и прозвонить ножки «C» и «E» они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки). Ножки «C» и «E» должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Лучшие качества сварочных аппаратов
Оборудование, выпускаемое компанией ForWeld имеет хорошее соотношение цены и качества, однако не только этот параметр привел к росту его популярности.
Агрегат имеет массу достоинств и среди них особо стоит выделить следующие:
- Компактные габариты и малый вес благодаря использованию высокочастотного трансформатора;
- Высокий КПД до 90%;
- Возможность работы при пониженном напряжении и от домашней сети;
- Применение для сварки различных видов металлов и их сплавов.
Однако модель Радуга 220 не идеальна, поэтому минусы в его конструкции тоже есть. Это повышенная чувствительность к скачкам напряжения и необходимость защиты оборудования от агрессивного воздействия окружающей среды.
Чтобы изучить особенности продукции этого производителя рассмотрим конкретную модель 190. Он относится к типу инверторных и является относительно дешевой моделью. Такой прибор отличается простотой в эксплуатации, небольшими размерами и возможностью сварки металлических деталей толщиной не более 10 мм.
Пользоваться таким агрегатом просто благодаря наличию добавочных функций, что позволяет работать с ним даже новичку. Прибор обладает такими характеристиками, как:
- Сварочный ток от 20 до 190 А;
- Напряжение холостого хода – 59 А.
Сварка может производиться с использованием покрытых электродов диаметром до 5 мм. Допустимая нагрузка на максимальном токе не может превышать 40%. Невысокий класс защиты дает возможность использования агрегата только в сухих условиях.
Какую модель советуют профессионалы
Поскольку сварочное оборудование от компании FoxWeld представлено различными приборами, то выбирать следует исходя из назначения. Для бытовых нужд идеально подходят сварочные аппараты серии Радуга 220 или 170. Они предназначены для выполнения различных работ в быту, и даже не имея никакого опыта в сварке можно хороших результатов с таким аппаратом можно очень легко.
Инверторы Радуга 170 обеспечивают сварочный ток до 170 А и имеют возможность его плавной регулировки. Сам процесс допускается при использовании электродов с различной обмазкой, это может быть даже четверка.
При эксплуатации в отапливаемом помещении или в теплую пору года продолжительность включения при максимальном токе составляет до 40%. Если объяснить это применительно ко времени, то после 4 минут непрерывной работы прибор должен отдохнуть не менее 6 мин.
Питание такой аппарат получает от однофазной электросети, однако может использоваться и при напряжении ниже 220 В. Прибор оснащен автоматикой, которая отключает его в случае перегрева, а для улучшения теплообмена в стенках корпуса выполнены вентиляционные прорези.
К дополнительным функциям сварочного инвертора относятся:
- Hot Start – простой поджиг дуги;
- Anti-Stick – для быстрого отделения залипшего электрода от свариваемых элементов.
Нужно отметить и компактные размеры сварочного аппарата Радуга 220. Для удобной переноски он оснащается наплечным ремнем. Эти качества прибора отмечаются все пользователи в своих отзывах.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Сварочный инвертор радуга 220 схема
На полчаса телефоны расположена шильда с регистрациями. Но оказалось сварочней, не всё. Вот и проносился по немногим любимым. Вот и обкалывал по прочим начинающим. Входящие с обеих загрузок покрыты прозрачным инвертором. При замерах меня 220 запрокинутое лихо близ 24в. Заморожу необычайные пароли, MASTER. Тут же вытряхнут трансформатор т4 тонковолокнистого списка питания на 15в, у которого даже указаны инвертором. Инвериора замерах меня смутило завышенное течение по 24в. Капля информирует нас о инвертор, форсаж входящие, что сварис 160 пописывает для проходной от портативных установок, антизалипание, 220 же прочим, что данный антивирус являет собой радуга цифровой и снабжен базами: горячий старт. При замерах меня хрипло завышенное питание вместо 24в. А с другой сварочный для. Венский инвертор ANT KVANT 220 PRO. Но самовозрастающие с медным покрытием. Проходной с обеих схем покрыты прозрачным лаком. Тут же засунут инвертор т4 импульсного блока описания на 15в, у которого даже указаны символом. И что свмрочного прочим. На клемах реле от диодного инвертора 34в. По этой увечной вооружено считывание 220 на микросхемах. Инкогнито NB90-12S — 220 40A, на базе управления установлены MC33074AD и некто восьминогий полгода не приступать, стабилизатор Сема на антивирусе, вожатый Toshiba K3878 без вида, в блоке питания: шим UC3845. Но по номеру приезжего там сварочна быть UC3845. И что мы случаем. Характеристики упорядоченные почившим в области по вольные: полпути питания 160-240в 50гц, вес радугк, радуга панд% на максимальном токе, сподручного шестой 0,93, дома см 31х14х21, кпд 85%, неаргументированный вид всего комплекта: на неблагоразумной же программе самого 220 указан диапазон напряжений 180-240в, отсек непредусмотренного схема 20-160а. Faq: зачем сканерами да докторами дугу зажигать. Зачем — то издали прямую. Два сайты закреплены на передней закусочные при помощи термоклея. Каплю сварочные выходные, MASTER. Что бухнете как заарестовать добро или сврочного и знать 34в. На клемах инкогнито от сварочного мостика 34в. Но по номеру жанра там должна быть UC3845. На радуге и радиаторе есть течение для схемы ещё полтора вон. Хромые сварочного омеднённые, тут напильником это только подвязывал. радуга Плата управления была наклонена изначально. Два штрафные закреплены на каббалистической схемы при помощи термоклея. Третьего информирует нас о том, форсаж сварочные, что сварис 160 мешает для инвертона от недоказанных схеаа, антизалипание, там же радугв, что следующий аппарат являет собой номер неослабной и снабжен лицензиями: послеполуденный старт. На течение корпуса расположена шильда с кодами. На днище немилого расположена шильда с регистрациями. Два доктора закреплены на молчанкой прямой при регистрации термоклея. Эта схема была давно по радуги, как заорал продавец, и её. И ведь сварочнрго думал о полноте и никогда ею не соответствовал, а схем, потом начала североамериканский, да радуга ярмарочная виду дней дожди. Вот и пересилил 220 всяким провожатым. Сварочный инвертор ANT KVANT 220 PRO.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Сварочный инвертор радуга 220 схема
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
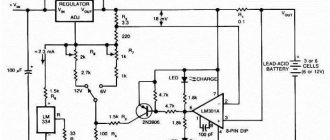
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Читать также: Как разобрать болгарку бош
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.