Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Сварка постоянным и переменным током
В современном мире, в большей мере используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающие с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, которые не плавятся, благодаря этому аргонная сварка становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.
А методы сварки переменным способом делятся на два типа:
- использование неплавящихся электродов;
- штучные электроды.
Сварка постоянным током бывает двух типов, обратной и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателю, а тепло сосредотачивается на заготовке. А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока. Их используют для ручной сварки в монтажных работ и в полевых условиях.
Изготовление регулятора
Чтобы изготовить регулирующее устройство для сварочного тока, потребуются такие компоненты:
- Резисторы;
- Проволока (нихромовая);
- Катушка;
- проект или схема прибора;
- Переключатель;
- Пружина из стали;
- Кабель.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Читать также: Как сделать дырку в стене без дрели
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Читать также: Расчет наплавленного металла при сварке
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для двери.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения. Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
- 5
- 4
- 3
- 2
- 1
(5 голосов, в среднем: 5 из 5)
Подпишитесь на нашу рассылку «Домашний мастер» и Вы всегда узнаете первыми о новостях этого блога!
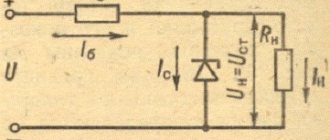
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7. В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Здравствуйте. А если Ш-образный трансформатор? Можете проконсультировать? Собираю сварочный аппарат.
Здравствуйте, Александр. Принцип работы тот же. Однако скиньте на почту сайта фотки (смотрите раздел «О сайте») и опишите размеры железа магнитопровода. Это мне поможет сделать расчет мощности. Также почитайте комментарии к статье о конструкции самодельного паяльника Момент. Там я много времени посветил этому вопросу. Вам пригодиться.
Читать также: Саморезы по металлу какие лучше
Здравствуйте Уважаемый Алексей! Спасибо за вашу статью , очень полезна и интересна! Подскажите , есть пара вопросов! У меня исходный источник питания уже готовые 36 вольт постоянного тока , если исключу из этой схемы самое начало так называемый трансформатор , эта схема будет работать ? Или для меня она не подойдёт ? Нужно что то другое ? Очень буду ждать вашего ответа! заранее Спасибо!
Здравствуйте, Павел. Что-то я не очень понял ваш вопрос. Давайте уточним: у вас есть готовый источник напряжения, который дает на выходе 36 вольт. Я правильно понял, что из него вы хотите сделать сварочник на постоянном токе? Для надежного зажигания дуги нужно 60-70 вольт. В моем случае получилось ее зажигать от 50. Ниже я не экспериментировал, пробуйте, но вряд ли получится что-то хорошее… Еще важна одна электрическая характеристика: мощность на выходе. Если ее не обеспечить, то сварочный аппарат просто сгорит. У меня он создавался на 50Vх160A=8kW. Обратите внимание на силовые цепи вашего источника, выдержат ли они такие мощности? Вообще-то расчет советую делать с исходной задачи: какими электродами собираетесь варить и резать. Под них надо создать ток электрической дуги и зажечь ее. Это определит мощность сварочника на выходе. Под эти параметры рассчитывается конструкция и подбираются детали. Пришлите фот вашего агрегата. А лучше схему. Тогда можно будет дать более конкретные рекомендации.
Виктор, напряжение розжига зависит от характеристик сварочного электрода.При правильном выборе электрода сварочные работы прекрасно идут при Uх.х. сварочника 36 вольт и менее.
Благодарю за дополнение. Александр. Павел мне уже это объяснил тоже. Просто я не сварщик, а простой электрик.
Я работаю сварщиком на севере , экстренно выезжаю на внештатные ситуации! Часто стали происходить ситуации когда сварочный генератор нужно тащить прямо в болото или для выполнения тех или иных сварочных работ это очень тяжело и иногда крайне не выполнимо! Но я выезжаю на место на гусеничном вездеходе на котором установлены аккумуляторы 24 вольта. их снять не составляет труда и быстро донести до места ! 24 вольта варит плохо а вот подсоединив аккб. до 36 вольт варит идеально! но на той неделе произошла ситуация что я слишком долго пытался приваривать обрыв и аккумулятор у меня взорвался! Уважаемый Алексей , очень вас прошу помочь в этом вопросе так как прочитав вашу статью я понял что вы профессионал в этом деле! Есть ли возможность подстроить вашу схему на 36 вольт постоянного тока , ну или 24 если нужно могу соединить два до 48 вольт
Ну электроды использую 2.0 и 2.5 мм иногда варю 3мм. тока для них от 70 до 110 ампер за глаза 36 вольт варит хорошо , ну точнее варило! Как вы поняли , замыкал на прямую! Понимаю что конечно глупость и всё должно быть правильно и по науке! Поэтому и обратился к вам! 110 даже много редко когда больше 100 выставляю значит 70-100 ампер
Павел, делать сварку от аккумуляторной сборки не лучший вариант, но вполне рабочий для аварийных ситуаций. Надо учесть риск от потери аккумулятора. Что надо учесть на мой взгляд: 1. Все банки должны быть хорошо заряжены. Любая дефектная банка будет работать на разряд батареи, забирая ее ток на себя. 2. Сварка должна проходить быстро. Иначе электролит закипит и АКБ взорвется. На моих глазах во время службы в армии механик водитель самоходного тягача уронил гаечный ключ размера порядка 22х24 на выходные шины аккумуляторов. Дуга была такая, что ключ перегорел, а банки выдержали. Ими заводили дизель на 500 лошадей. Амперы уже не помню, но сборка была из танковых аккумуляторов. Перетаскивать даже вдвоем их было проблематично. Возвращаюсь к нашей сварке. Исходим из того, что максимальный ток должен быть 110 ампер. Его должны выдавать АКБ. Напряжения 48 вольт должно хватить. Если работал от 36, то им тоже можно пользоваться, но 48 лучше. Режим короткого замыкания аккумуляторов через электрод не очень хороший. Надо ограничивать электрическим сопротивлением. Для цепей постоянного тока рекомендую использовать биполярный транзистор серии КМОП. Та схема управления, что я делал для сварочника на выпрямленном токе, не подойдет. Здесь чистая постоянка и все работает по другому. Над схемой подумаю завтра и что-либо предложу, на мой взгляд наиболее подходящее.
Павел, я не нашел достойной схемы, которую сможет собрать новичок с минимальными навыками в электронике. Можно допустить множество ошибок. Предлагаю к аккумулятору подключать инвертор, преобразующий постоянку в синус 220 вольт, а от него питать сварочный инвертор. Все это оборудование можно просто купить. Нагрев электролита в аккумуляторах надо контролировать, нельзя допускать его закипания.
доброго времени суток Павел у меня имеется такой аппарат как ИСКРА Универсал вд 0801 уз. столкнулся при работе с таким фактором. при работе он загудел очень сильно и вылетели диоды. заменил диоды на новые все 16 штук. включил вставил перемычку в колодку. и все повторилось. в чем может быть проблема. в инете о таком аппарате очень мало сказано может вы чем поможете. за ранее спасибо
Здравствуйте, Иван. С таким аппаратом не сталкивался, схемы нет. То, что нашел в и-нете, вызывает сомнения, требует проверки. Однако, опыт работы с ремонтом подобных устройств есть. Думаю, что отремонтируем. Мне нужна схема и подробные фотки. Что есть присылайте на почту сайта. Буду знакомиться с конструкцией и подсказывать, что делать. потребуется для электрических измерений мультиметр или тестер старенький. Батарейка, лампочка от фонарика. провода. Жду дополнительную информацию.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Сварочные трансформаторы
В закладки
Введение
Сварочный трансформатор — трансформатор, предназначенный для питания установок электрической сварки. (ГОСТ 16110-82)
Сварочный трансформатор (далее — СТ) преобразует напряжение питающей сети снижая его величину в разы, кратно повышая при этом величину выходного тока до тысяч ампер, необходимых, что бы обеспечить плавление свариваемого металла.
Ключевым отличием сварочных трансформаторов от трансформаторов других типов является их, так называемая, крутопадающая вольт-амперная характеристика:
Как видно из графиков выше у СТ обладающих падающей вольт-амперной характеристикой при повышении тока (т.е. в момент зажигания сварочной электрической дуги) резко снижается выходное (сварочное) напряжение, в отличие от обычного трансформатора, напряжение которого снижается плавно. Такая особенность СТ позволяет обеспечить стабильность горения электрической дуги, а так же возможность его работы в режиме короткого замыкания, который является критическим для обычных трансформаторов.
Особенность работы сварочных трансформаторов
Самым распространённым способом сварки металлов плавлением является электродуговая сварка. Электрической дугой обычно называют мощный длительный электрический разряд в среде ионизированных газов между электродами, находящимися под напряжением. При этом выделяется большое количество тепла. Газ в дуговом промежутке нагревается до температуры 5000-7000°С и находится в состоянии плазмы. Строение сварочного процесса на переменном токе показано на рисунке ниже.
Как уже было написано выше источником тока для электрической дуги служит сварочный трансформатор. При работе СТ происходят частые переходы режимов его работы от холостого хода (в момент когда дуга гаснет) к короткому замыканию (при зажигании и горении дуги). А значит, сварочный трансформатор должен иметь особые рабочие свойства, отличающие его от обычных силовых трансформаторов.
Эти свойства определяются внешней вольт-амперной характеристикой (ВАХ) сварочного трансформатора (источника тока). Внешняя характеристика источника тока показывает зависимость напряжения на зажимах источника питания от тока нагрузки (сварочной дуги). Она должна отвечать особенностям статической вольт-амперной характеристики сварочной дуги.
Примерный вид внешней падающей ВАХ источника тока и ВАХ сварочной дуги показан на рисунке ниже.
Сварочный трансформатор понижает напряжение сети до величины необходимой для зажигания сварочной дуги и вместе с тем, до безопасного значения для работающего человека — это 60-80В (напряжение холостого хода). Кроме этого он выполняет задачу гальванической развязки между сварочной цепью и напряжением сети, то есть электрически отделяет цепь сварочного тока от сети питающей сварочный трансформатор, связь между ними осуществляется только за счет электромагнитной индукции, что в свою очередь исключает возможность поражения человека сварочным током.
Как уже было написано выше, величина напряжения холостого хода у СТ ограничивается на уровне 60-80В. При этом напряжение холостого хода должно быть не менее чем в 1,8-2,5 раза, больше напряжения дуги, а сила тока короткого замыкания (Iкз) не должна превышать удвоенного значения сварочного тока (Iсв), при этом изменения сварочного тока должны быть минимальными. Этим условиям отвечает внешняя крутопадающая характеристика СТ.
Величина напряжения холостого хода у СТ ограничивается безопасной величиной, которое устанавливается на уровне 60-80 Вольт. Но напряжение холостого хода должно быть не менее чем в 1,8-2,5 раза, больше напряжения дуги, а сила тока короткого замыкания (Iкз) не должна превышать удвоенного значения сварочного тока (Iсв), при этом изменения сварочного тока должны быть минимальными. Этим условиям отвечает внешняя крутопадающая характеристика СТ.
В установившемся режиме процесс горения дуги определяется статическими характеристиками источника тока и сварочной дуги. На вольт-амперных характеристиках, это точка пересечения кривых, как на рисунке ниже.
При ручной дуговой сварке процесс протекает на токах, соответствующих горизонтальному участку вольт-амперной характеристики сварочной дуги, а напряжение источника тока снижается до необходимого уровня. Значение рабочего напряжения (Uсв) СТ, округлённое до ближайшего целого числа в вольтах, определяется величиной сварочного тока Iсв:
если Iсв до 600A: Uсв = (20 + 0,04 Iсв) В,
если Iсв более 600А: Uсв= 44В,
где: Iсв — сварочный ток, А; Uсв – напряжение сварочной дуги, В.
Сварочные трансформаторы могут иметь внешнюю характеристику трёх видов: возрастающую, жесткую и падающую. Источники питания для ручной дуговой сварки имеют падающую вольт-амперную характеристику.
Сварочные трансформаторы для ручной дуговой сварки, как правило, формируют крутопадающую внешнюю ВАХ в диапазоне малых токови пологопадающую внешнюю ВАХ в диапазоне больших токов.
Принцип действия, устройство и основные типы сварочных трансформаторов
Принцип действия СТ подобен обычным силовым трансформаторам, хотя и со своими особенностями, необходимыми для получения падающей ВАХ.
Сварочный трансформатор состоит из двух основных частей – дросселя и понижающего трансформатора который содержит две электрически несвязанные между собой обмотки расположенные на общем замкнутом магнитопроводе, одна из которых подключается к источнику переменного тока U1 и называется первичной обмоткой (W1), а к другой обмотке, с пониженным напряжением U2, подключается нагрузка. Эта обмотка называется вторичной обмоткой (W2).
Ниже приведена общая схема устройства сварочного аппарата.
Дроссель служит для регулирования сварочного тока путем изменения воздушного зазора δ. Чем больше воздушный зазор, тем меньше индуктивность дросселя, следовательно, больше ток, протекающий во вторичной цепи.
При холостом ходе, когда ток во вторичной обмотке I2=0, напряжение на вторичной обмотке W2 максимально: U2=60-80В. После зажигания дуги напряжение падает до 20-30 В, в зависимости от типа аппарата.
Все сварочные трансформаторы можно классифицировать по следующим признакам:
- По характеру устройства магнитного сердечника различают трансформаторы броневого и стержневого типов.
Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, имеют более высокий КПД и допускают большие плотности токов в обмотках. Поэтому сварочные трансформаторы обычно, за редким исключением, бывают стержневого типа.
Кроме того, магнитопровод стержневого типа позволяет разнести первичную и вторичную обмотки на большее расстояние, что приводит к увеличению магнитного рассеяния и созданию условий для получения падающей внешней характеристики источника питания. Тогда как у трансформаторов с магнитопроводом броневого типа малое (нормальное) магнитное рассеивание, что приводит к получению жёсткой внешней характеристики, когда напряжение на вторичной обмотке уменьшается с ростом тока очень незначительно. К примеру для силовых трансформаторов это хорошо, но совсем не подходит для СТ, где в условиях крутопадающей ВАХ, напряжение должно значительно уменьшаться с ростом тока дуги. Этим обеспечивается нормальная работа СТ при коротких замыканиях, т.е. при зажигании и горении дуги.
- По характеру устройства обмоток различают трансформаторы с цилиндрическими, разнесёнными и дисковыми обмотками, как на рисунке ниже: I – первичная обмотка, II – вторичная обмотка.
В трансформаторах с цилиндрическими обмотками — одна обмотка намотана поверх другой. Так как обмотки находятся на минимальном расстоянии друг от друга, то практически весь магнитный поток первичной обмоткой сцепляется с витками вторичной обмотки. Концентрическое расположение обмоток обеспечивает малое (нормальное) магнитное рассеяние. В силу этого такой трансформатор имеет жесткую внешнюю вольт-амперную характеристику и не может обеспечить стабильное, зажигание и горение сварочной дуги при ручной сварке покрытыми электродами.
В трансформаторах с разнесёнными обмотками — первичная и вторичная обмотки находятся на различных стержнях трансформатора. Так как обмотки удалены друг от друга, то значительная часть магнитного потока первичной обмотки не связана с вторичной обмоткой. У таких трансформаторов увеличенное магнитное рассеяние. Трансформатор с разнесенными обмотками имеет необходимую падающую внешнюю характеристику, где рабочий ток составляет примерно 80% от тока короткого замыкания.
В трансформаторах с дисковыми обмотками — первичная и вторичная обмотки также удалены друг от друга, но на меньшее расстояние, по сравнению с трансформаторами, имеющими разнесенные обмотки. Поэтому, по величине индуктивности рассеяния, трансформаторы с дисковыми обмотками занимают промежуточное положение. У таких трансформаторов также увеличенное магнитное рассеяние. Они имеют падающую внешнюю характеристику, но их рабочий ток составляет примерно 50% от тока короткого замыкания, т.е. рабочий ток примерно в два раза меньше тока короткого замыкания, что хорошо согласуется с требованиями для ручной дуговой сварки.
- По устройству регулировки сварочного тока:
- трансформаторы с индуктивным сопротивлением;
- трансформаторы с дросселем в отдельном корпусе;
- трансформаторы с дросселем в едином корпусе;
- трансформаторы с подвижным магнитным шунтом;
- трансформаторы с подвижными катушками.
Сварочный трансформатор с индуктивным сопротивлением
В трансформаторах с цилиндрическими обмотками, имеющими малое магнитное рассеяние, для получения падающей внешней характеристики, обеспечивающей стабильность зажигания и горения дуги, трансформатор должен иметь в комплекте дополнительное устройство — дроссель (реактивную катушку) XL, который имеет большое индуктивное сопротивление, как на рисунке ниже.
Для плавной регулировки сварочного тока дроссель представляет собой регулируемое индуктивное сопротивление, включаемое в сварочную цепь последовательно с вторичной обмоткой трансформатораW2. Дроссель обеспечивает падающую зависимость между напряжением источника и током дуги, и дает возможность регулировать сварочный ток изменением величины реактивного сопротивления ХL.
В этом случае ток короткого замыкания можно найти по формуле:
Iкз= Uxx/ХL,
где Uхх – напряжение холостого хода СТ (без нагрузки), ХL–сопротивление дросселя.
Для ступенчатой регулировки сварочного тока обмотку дросселя можно делать с отводами, а затем эти отводы переключать, как показано на вставке рисунка выше.
Это технологически наиболее простые варианты получения падающей внешней характеристики источника питания. Но значительное индуктивное сопротивление сварочного трансформатора ведёт к снижению его коэффициента мощности cosф, который обычно не превышает 0,4-0,5.Несмотря на столь низкий коэффициент мощности, для сварки переменным током до сих пор используются СТ с дросселем (балластным реостатом).
Недостатком дроссельного регулятора сварочного тока являются небольшой диапазон регулирования тока.
Сварочный трансформатор с дросселем в отдельном корпусе
В трансформаторах с разнесёнными обмотками увеличенное магнитное рассеяние. В этом случае СТ имеет дроссель с дополнительной обмоткой W3 и конструктивно выполняется либо в виде двух раздельных аппаратов, либо в виде единого корпуса.
Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и внешнего дросселя — регулятора тока.
Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной, на которой расположена обмотка дросселя W3, и подвижной, перемещаемой с помощью винта. Последовательно вторичной обмотке W2 трансформатора, в сварочную цепь включена обмотка дросселя W3.
Регулировка сварочного тока осуществляется изменением величины воздушного зазора в магнитопроводе дросселя. Сварочный ток пропорционален величине воздушного зазора. При увеличении воздушного зазора индуктивное сопротивление дросселя уменьшается, а сварочный ток возрастает. Если воздушный зазор исключить вовсе, то дроссель берет на себя роль катушки, и тогда величина тока примет минимальную величину. Такое регулирование сварочного тока позволяет настраивать режим сварки плавно и с достаточной точностью.
Ниже приведено схематичное устройство сварочного аппарата с дросселем в отдельном корпусе.
Сейчас трансформаторы с дросселем в отдельном корпусе сняты с производства и заменены устройствами в однокорпусном варианте, с аналогичным принципом действия.
Сварочный трансформатор с дросселем в едином корпусе
В сварочных аппаратах со встроенным дросселем добавочный магнитопровод расположен над основным магнитопроводом трансформатора. Такой аппарат конструктивно выполнен в одном корпусе.Дроссель состоит из неподвижной и подвижной частей, между которыми есть регулируемый воздушный зазор.
Регулировка тока аналогична схеме представленной выше, чем больше зазор, тем больше сварочный ток.
Ниже приведено схематичное устройство сварочного аппарата с дросселем в едином корпусе.
Недостатками здесь являются значительный вес, габариты, сложность в работе по получению качественного сварного шва, значительное энергопотребление, но имеются и достоинства: данная конструкция сварочного аппарата позволяет плавно регулировать сварочный ток, он исключительно надежен в работе и относительно недорог. Это часто является решающим фактором для потребителя.
Сварочный трансформатор с подвижным магнитным шунтом
Так же у трансформаторов с увеличенным магнитным рассеянием, сварочный ток может плавно меняться с помощью подвижных секций магнитопроводов, называемых магнитными шунтами. Такие трансформаторы имеют на каждом сердечнике по одной обмотке W1 и W2, между которыми, в специальном канале, располагается шунт. Между шунтом и стержнями сердечника имеется воздушный зазор, который может изменяться при перемещении подвижного магнитного шунта.
При введении магнитного шунта в магнитопровод трансформатора (уменьшение воздушного зазора) часть магнитного потока, создаваемого первичной обмоткой, отводится магнитным шунтом и поэтому эта часть магнитного потока минует вторичную обмотку. При этом эффективность передачи энергии от первичной обмотки к вторичной снижается (индуктивное сопротивление трансформатора увеличивается) и ток сварки уменьшается. Этот способ обеспечивает плавное регулирование тока сварки.
К достоинствам сварочного аппарата можно отнести плавность регулировки сварочного тока, простоту конструкции, надёжность, сравнительно невысокую цену, а так же неприхотливость к окружающим условиям.
В недостатках можно отметить сравнительно низкий КПД (до 80%), большой вес и габариты, ограничение на материалы, с которыми могут производиться сварочные работы.
Сварочный трансформатор с подвижными катушками
В трансформаторах с дисковыми обмотками, как уже говорилось, увеличенное магнитное рассеяние.
Трансформатор имеет магнитопровод в виде удлинённых стержней, на которых расположено по две пары катушек: одна пара с первичной обмоткой, а вторая пара с вторичной обмоткой. Для расширения пределов регулирования сварочного тока в трансформаторах предусмотрено переключение на режимы малых или больших токов. Параллельное соединение катушек вторичной обмотки обеспечивает работу в режиме больших токов. Последовательное соединение катушек вторичной обмотки обеспечивает работу в режиме малых токов. Такое переключение является дополнительной возможностью ступенчатого регулирования сварочного тока. В пределах каждого режима возможно плавное регулирование сварочного тока. Ниже приведена схема трансформатора с подвижными катушками.
Первичные катушки закреплены неподвижно. Катушки вторичных обмоток перемещаются винтовым механизмом вручную. Плавное регулирование сварочного тока осуществляется путем изменения расстояния между катушками первичных и вторичных обмоток трансформатора. С уменьшением расстояния между катушками, индуктивное сопротивление сварочной цепи уменьшается, а сварочный ток увеличивается и наоборот. В первичной цепи параллельно обмотке включается конденсатор С, повышающий коэффициент мощности (соsф).
Основная масса сварочных трансформаторов переменного тока выполнена на основе трансформаторов с дисковыми подвижными обмотками. Преимущество таких СТ в простоте конструкции без дорогих деталей, а значит более доступная стоимость как самого оборудования так и его ремонта.Они имеют определенные достоинства по диапазонам и плавности регулирования сварочного тока. Хотя достаточно громоздки и тяжелы. Для их перемещения используются встроенные колёсики.
Маркировка сварочных трансформаторов
В условном обозначении источников питания принята определенная система. Полное условное обозначение состоит из буквенных и цифровых индексов.
1) Первая буква указывает тип источника питания:
Т — трансформатор, Г — генератор, А — агрегат, В — выпрямитель, У -специализированный источник-установка;
2) Вторая буква обозначает вид сварки:
Д — дуговая, П — плазменная;
3) Третья буква — способ сварки:
Ф — под слоем флюса, Г — в среде защитных газов, У — универсальный источник питания для нескольких способов сварки. Отсутствие буквы на третьем месте соответствует ручной сварке покрытыми электродами;
4) Четвёртая буква–способ регулирования сварочного тока:
М – механический, Э – электрический;
5) Пятая буква –количество постов сварки:
М –для многопостовой сварки (без обозначения говорит об одном посте);
6) Две последующие цифры — номинальный сварочный ток:
округленно в десятках Ампер;
7) Последние одна или две цифры:
обозначают регистрационный номер в разработке;
 Следующая буква(или две) означает климатическое исполнение СТ:
Следующая буква(или две) означает климатическое исполнение СТ:
ХЛ – для холодного климата, У — для умеренного климата, Т- для тропического климата;
9) Последняя цифра указывает категорию размещения источника питания:
1 — для работы на открытом воздухе, 2 -в помещениях со свободным доступом наружного воздуха,3 — в закрытых помещениях, 4 –закрытых помещениях с искусственным микроклиматом, 5 – в помещениях с повышенной влажностью.
К примеру, расшифруем структурное обозначение (маркировку) сварочного трансформатора ТДМ-401У2:
Характеристики и паспортные данные источников питания
К основным параметрам сварочных трансформаторов относятся:
1) Номинальное напряжение питающей сети Uном, В:
Требуемое для работы сварочного трансформатора напряжение. Как правило составляет 220В или 380В.
2) Номинальный сварочный ток Iсв, А:
Номинальный сварочный ток — максимальный сварочный ток в нормальном (не аварийном) режиме работы СТ.
3) Пределы регулирования сварочного тока А:
Диапазон регулировки силы тока обеспечивающий работу с тонкими электродами и деталями при малом токе, и достаточно толстыми электродами для сваривания массивных деталей при большом токе.
4) Предельное значение напряжения холостого хода Uхх, В:
Напряжение на вторичной обмотке СТ без нагрузки. Эта характеристика отвечает за легкость появления сварочной дуги. Чем выше будет напряжение, тем легче появится дуга. Но оно ограничивается величиной 60-80В для обеспечения безопасности сварщика.
5) Номинальное рабочее напряжение Uраб, В:
Напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Напряжение дуги во время работы составляет около 20-30В.
6) Максимальная мощность S, кВ-А:
От значения этого параметра зависит максимальная величина рабочего тока СТ, а значит и толщина свариваемых деталей.
7) Номинальный режим работы — продолжительность нагрузки ПН, %
ПН определяется отношением времени сварки к сумме времени сварки и времени холостого хода и выражается в %:
ПН=tсв/(tсв+txx)×100%.
ПН промышленных СТ для ручной дуговой сварки обычно составляет 60% на номинальном токе (например, 6мин – работа, 4мин – пауза).
Номинальная частота питающей сети ƒном, Гц:
Номинальная частота напряжения питающей сети (составляет 50 Гц.)
Эти паспортные данные наносятся на металлическую пластину, которая называется табличкой, и закрепляется на видном месте СТ. Маркировкаизделиядолжнасодержатьосновные (обязательные) и дополнительные данные, характеризующие изделие. Маркировка выполняется согласно ГОСТу 18620-86. Рассмотрим, например,табличку СТ ТДМ-401У2:
Была ли Вам полезна данная статья? Или может быть у Вас остались вопросы? Пишите в комментариях!
Не нашли на сайте статьи на интересующую Вас тему касающуюся электрики? Напишите нам здесь. Мы обязательно Вам ответим.
↑ Наверх
0
https://elektroshkola.ru/transformatory/svarochnye-transformatory/