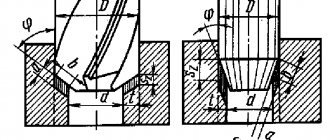
Сверло-зенкер(ступенчатое сверло) DIN8374 HSS 90°
Сверло-зенкер, Тип n HSS 900 с укороченной частью малого диаметра для сквозных отверстий Сверление и зенковка в одном процессе Указание: скорость сверления устанавливать по большому диаметру, а подачу по маленькому диаметру
| Сверло-зенкер по металлу DIN 8374 HSS 90° Ruko(Германия) | Артикул | Цена с НДС * |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M3 3,2/6х9мм S=6мм 102601 | 102601 | 3722 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M4 4,3/8х11мм S=8мм 102602 | 102602 | 4320 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M5 5,3/10х13мм S=10мм 102603 | 102603 | 5389 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M6 6,4/11,5х15мм S=11,5мм 102604 | 102604 | 6066 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M8 8,4/15х19мм S=15мм 102605 | 102605 | 10002 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M10 10,5/19х23мм S=19мм 102606 | 102606 | 12689 |
*Цены действительны на 12 Ноября 2022, оптовая стоимость, условия для торг. организаций по запросу
Какие бывают виды
Зенкеров много представлено на рынке, неопытный пользователь может не понять зачем столько нужно, а ведь у каждого вида есть свое назначение и особенность в работе. Какие-то подойдут для увеличения диаметра отверстия, а какие-то будут наиболее эффективны в работе с торцевой частью детали. Чаще всего в работе с деревом используются базовый набор насадок:
цилиндрический;
цельный конический,
цельный насадной.
Каждый зенкер по дереву предназначен для работ соответствующих отверстий, указано в названии. Но в отдельных случаях, в особо трудоемких ситуациях, можно прибегнуть к использованию насадки на удлиненной оправке. У такого инструмента имеются специальные ножки, которые подрезают торец одновременно с процессом зенкерования. Поэтому лучше всего приобретать комплект, где будет сразу несколько моделей по типу и размеру, это буде выгоднее и эффективнее.
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.
Сверление с наружной подачей охлаждающей жидкости
Обзор видов
В строительных магазинах покупатели смогут встретить огромное количество моделей таких инструментов с данными насадками. К ним можно отнести следующие образцы:
- конический цельный;
- насадной цельный;
- цилиндрический.
Каждый из них применяется в зависимости от того, какое именно отверстие требуется сделать в деревянной конструкции. Для особо трудоемкой работы можно использовать такую насадку немного удлиненного вида. У последнего варианта имеются маленькие ножки, предназначенные для подрезки торцов изделий. Оптимальным вариантом для пользователей станет приобретение целого набора с несколькими разновидностями таких инструментов.
Цилиндрические виды сверл, как правило, в процессе изготовления покрываются специальным слоем, который значительно повышает уровень износостойкости изделия и его долговечность. Количество режущих деталей может варьироваться от 4 до 10. Внешне конструкция похожа на обычное стандартное сверло.
Кроме этого, на конце цилиндрических моделей размещается специальная цапфа. Данный элемент предназначен для фиксации положения самого инструмента в процессе работы. Такие изделия оснащаются ограничителями, они могут быть съемными или выступать в качестве составной части целой конструкции.
Модели со съемным ограничителем глубины сверления считаются наиболее практичными. Они предполагают возможность установки дополнительной насадки режущего типа.
Съемные разновидности крепятся к самой конструкции при помощи маленьких винтов скрытого типа. Такие ограничители иногда прикрепляются посредством шестигранного ключа.
Если необходимо сделать сразу несколько отверстий на одном деревянном изделии, при этом они должны иметь одинаковую глубину, то тогда лучше воспользоваться такими сверлами, которые будут оснащены особыми державками с подвижными или неподвижными ограничителями сверления.
Насадная коническая модель сверла представляет собой конструкцию, которая работает под определенным углом, значение которого будет зависеть от назначения данной модели. Угол может составлять от 60 до 120 градусов. Количество режущих элементов может быть от 6 до 12 штук.
Цельное насадное сверло также внешне напоминает обычную винтовую насадку. Оно чаще всего используется именно для обработки сделанных отверстий в древесине.
Для производства зенковок могут использоваться различные материалы. Чаще всего в магазинах можно увидеть такие строительные элементы, изготовленные из стали различных сортов. Так, они могут быть сделаны из инструментальной, легированной, углеродистой, быстрорежущей или твердосплавной стальной основы.
Если вам нужно сверло, чтобы обработать различные металлические изделия, то тогда наиболее оптимальным вариантом смогут стать твердосплавные модели, ведь именно эта разновидность отличается от всех остальных особой устойчивостью к постоянным нагрузкам.
Также зенковки для обработки дерева могут различаться по диаметру обрабатываемых отверстий. Наиболее распространенными считаются следующие варианты:
- стандартные модели – диаметр будет составлять от 0,5 до 1,5 мм;
- модели для отверстий диаметром от 0,5 до 6 мм – такие образцы могут производиться с предохранителем, который позволит контролировать глубину сверления;
- изделия для отверстий от 8 до 12 мм – к данной группе, как правило, относятся особые зенковочные сверла с хвостовиком.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 — 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап
Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.
Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования. Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности H11
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
- Цилиндрические зенковки. Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
- Конические зенковки. Используются для вырезания отверстий конусной формы внутри детали, а также для зачистки острых кромок, снятия фасок и подготовки углублений под крепежные элементы. Чаще всего применяется инструмент с конусным углом 90° и 120°.
- Плоские или торцевые зенковки, также можно встретить название цековки. Преимущественно применяются для зачистки и обработки углублений перед установкой крепежных изделий.
Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.
Терминология
Зенковка — является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий — это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий — процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Как правильно выбрать ступенчатое сверло?
Для правильного выбора ступенчатого сверла нужно определиться с целями, для которых будет использоваться инструмент. Таким образом, необходимо определить отверстия каких размеров необходимо сверлить
Особенно важно значение наименьших и наибольших диаметров, которые планируется выполнять
Также следует определиться на каком ручном инструменте либо станке будет использоваться сверло. От этого зависит тип хвостовика, который должен быть на сверле. Поэтому следует внимательно изучить разъем патрона под сверло и четко знать форму и размеры хвостовика. Если же хвостовик не будет подходить под имеющиеся разъемы, придется отдельно приобретать специальный переходник.
Важно определиться с производителем и уровнем инструмента. Как уже отмечалось, ступенчатые конические сверла ярко-золотистого цвета производятся с примесями кобальта и титана, с абразивным покрытием и имеют высокую твердость
Они прослужат дольше и позволят работать с толстым прокатом, нержавеющими и легированными сталями.
Назначение и виды сверл с зенковкой
В первую очередь необходимо определиться с понятием «зенковка». Его часто путают с другим металлообрабатывающим инструментом – зенкером. Несмотря на похожее звучание, они предназначены для абсолютно разных процессов. Зенкование поверхности – это углубление верхней части предварительно просверленного отверстия.
Цилиндрическая зенковка называется цековкой, а аналогичное приспособление для ремонта седел клапанов двигателей внутреннего сгорания и прочих обдирочно-шлифовальных работ известно как шарошка.
Сверло зенкер – это многолезвийный металлорежущий инструмент. Его относят к оборудованию для получистовой обработки существующих отверстий. Используют перед применением развертки.
Универсальные сверла с зенковкой чаще всего используют в деревообрабатывающей промышленности. В серийном производстве мебели качество отверстий стоит на первом месте. От этого зависит надежность сборки. Рассматриваемый инструмент позволяет получить аккуратное отверстие под саморез с потайной головкой, винт или другой крепежный элемент. Кроме того, сверло с зенковкой увеличивает производительность работ благодаря сокращению обрабатывающих операций.
Альтернативой является рассверливание существующего отверстия инструментом большего диаметра. Так и поступают, когда к точности работ не предъявляют особых требований. Однако данный способ достаточно трудоемкий, поэтому его применяют преимущественно в быту – при монтаже деревянного пола или установке врезного дверного замка.
Сверло играет роль направляющего элемента, что позволяет получить отверстие высокой точности.
В процессе изготовления мебели среднего класса используют специальные крепежные элементы – еврошурупы. Для подготовки отверстий под эти метизы используют обрабатывающие приспособления, внешне похожие на сверла с зенковкой. Их также относят к комбинированным инструментам. Двухступенчатая конструкция позволяет рассверлить отверстие и снять фаску под еврошуруп за один проход.
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.
Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.
Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Сферы применения
К сферам применения зенковок относится использование на таких станках, как: — токарные; — сверлильные; — фрезерные; — расточные; — токарно-револьверные; — агрегатные. По уровню чистоты процедуру зенкования, как процесс технологического типа, квалифицируют как получистовую обработку. Ее, как правило, применяют перед тем, как развернуть отверстия в заготовочных элементах, изготовленных из различных материалов. Проведение подобной технологической операции обязательно выполняется на малых оборотах станка. Применяются некоторые разновидности зенковок также для обработки и снятия фасок в отверстиях, которые располагаются в труднодоступных местах – это инструменты обратного типа.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 — 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.
Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.
Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.
Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Центровочные сверла: что это такое, их характеристики
Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать
Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.