В промышленности, строительстве и быту используются всевозможные средства измерения и контроля. Они позволяют получить точные геометрические размеры и другие параметры предметов, объектов, деталей, заготовок, материалов и т.д. Для простой ориентации в разнообразии средств измерения и контроля можно выделить три основных группы:
- инструмент;
- меры;
- приборы.
Инструмент представляет собой простейшие средства измерения – линейки, рулетки, штангенинструмент и т.д. Зачастую они универсальны и могут применяться повсеместно: от станкостроения до косметического ремонта. Мерами называют средства хранения и воспроизведения различных физических величин и свойств: меры длины, шероховатости, образцы твёрдости, калибры и т.д. Приборы отличаются от инструмента более сложной конструкцией, могут предполагать использование измерительного инструмента. Например, нутромеры, микрокаторы и пр.
Штангенциркуль
Штангенинструмент- общее название средств измерения, имеющих в своей конструкции мерную штангу. Stange — стержень, прут (нем).
Нониусный штангенциркуль, очень популярный измерительный инструмент в машиностроении и домашнем инструментарии.
Основным элементом штангенинструмента является штанга, на которую нанесена главная шкала, с шагом 1 миллиметр и скользящий по ней ползун, с расположенным на нем нониусом (еще одна шкала).
Нониусный штангенциркуль довольно универсальный инструмент, но его разновидности могут отличаться узкой специализацией:
- штангенрейсмас- измерительный инструмент, имеющий основание, которое и является началом шкалы. Измерения штангенрейсмасом производятся на мерном столе, к которому предъявляются технические требования.
- штангенглубиномер- измерительный инструмент, применяющийся для определения геометрических параметров отверстий, пазов, уступов и т.д.
- штангензубомер- измерительный инструмент применяющийся для определения толщины зубьев.
Штангенциркуль ЗУБР «ЭКСПЕРТ», ШЦЦ-I-150-0,01,цифровой, нерж. сталь, металлический корпус,150мм, шаг измерения 0,01мм
Конструкции нониусных штангенциркулей отличаются типоразмерами и характеристиками, формой подвижной рамки (ползуна), пределами измерения.
По исполнению, нониусные штангенциркули подразделяются на односторонние и двусторонние, с наличием глубиномера или без него.
Нониусные штангенциркули имеют предел измерения равный 0,1 миллиметра или 0,05 миллиметров. Предел измерения нониусной шкалы равен величине одного деления шкалы основной.
В процессе измерения, при помощи нониусного штангенциркуля, целое число миллиметров определяется по нулевому штриху на шкале нониуса, а количество десятых долей миллиметра определяется по полностью совпадающим штрихам на основной шкале и шкале нониуса.
Проверка точности и отклонений
В процессе сборки и ремонта механизмов и конструкций важным этапом является проверка зазоров, точности взаимного расположения деталей и узлов, выверка осей относительно друг друга. Для этих целей используются следующие измерительные инструменты:
- Поверочные линейки. Применяются для определения отклонений плоскостности и прямолинейности поверхности деталей. Подразделяются на лекальные трехгранные, лекальные четырехгранные и с двухсторонними скосами.
- Поверочные призмы. Применяются для разметки, позиционирования и выверки осей или валов механизмов, а также для контроля параллельности и вертикальности деталей. Кроме того они применяются для крепления деталей при механической обработке.
- Угломеры. Измерительный инструмент используемый для проверки точности углов. Слесарные модели оснащаются нониусной шкалой для точных замеров отклонений.
- Шаблоны радиусные и резьбовые. Представляют собой набор пластин определенной формы, предназначенные для определения, соответственно, радиуса кривизны детали или шага резьбы путем приложения к контролируемым поверхностям. Радиусные шаблоны выпускаются вогнутой и выпуклой формы.
Первые применяются для определения наружного радиуса, выпуклые – для внутренних отверстий. Резьбовые шаблоны позволяют определить шаг метрической резьбы или количество ниток на дюйм у дюймовой.
- Щупы. Наборы измерительных пластин толщиной от 0,02 до 1 мм для определения зазоров между сопряженными поверхностями. Размер зазора определяется путем постепенного увеличения толщины вводимых щупов до достижения максимума.
- Образцы шероховатости поверхностей. Поставляются набором для определения параметра шероховатости металлических деталей, качества поверхностей в труднодоступных местах и контроля в процессе производства.
Для получения максимально точных значений необходимо строго придерживаться инструкций по эксплуатации инструмента — не прилагать чрезмерных усилий, очищать от загрязнений, хранить в футляре, оберегать от механических ударов и выполнять другие требования.
Применение нониусного штангенциркуля
Для проведения качественного измерения нониусным штангенциркулем. необходимо удостовериться в его пригодности и работоспособности.
Точные рабочие поверхности инструмента (губки) должны быть без следов износа и повреждений, не перекошены. Рамка должна двигаться, но не шататься на основной штанге, рабочие поверхности не должны быть подвержены коррозии, риски и штрихи основной штанги и нониуса хорошо читаться.
Удостоверившись в отсутствии повреждений, коррозии, геометрической целостности и возможности корректного перемещения рамки, сомкните мерительные поверхности (губки) инструмента и посмотрите на просвет.
При отсутствии износа, губки должны плотно прилегать друг к другу, а нулевые штрихи нониуса и основной штанги должны полностью совпадать.
При смыкании рабочих мерительных поверхностей, просвет (согласно нормативам) не должен превышать 3-х микрон для мерительного инструмента с отсчетом по нониусу 0,05 миллиметра и 6-и микрон для мерительного инструмента с отсчетом по нониусу 0,1 миллиметра.
Индикаторы
Электронные индикаторы
Сочетают в себе аналоговую и цифровую индикацию. Цифровая индикация гарантирует безошибочное считывание значения измеряемых величин.
Основные функции и технические характеристики: дискретность цифровой шкалы от 0,001 до 0,01 мм; диапазоны измерения: от 0-12,5 до 0-100 мм; ЖК дисплей; отображение результатов измерения в миллиметрах и дюймах; обнуление значений в любом месте диапазона показаний; режимы прямого и сравнительного измерения; интерфейс RS-232C; функция предустановки параметров.
Индикаторы часового типа
Механические индикаторы часового типа с высокоточным перемещением и плавным вращением указателя, имеют механизмы с двойной защитой от сотрясений для измеряемых интервалов до 100 мм. Преимущество аналоговой индикации в плавно меняющихся показаниях в соответствии с размером образца. Это наиболее приемлемо для измерения осевого и радиального биения.
Основные функции и технические характеристики: цена деления шкалы 0,001 и 0,01 мм; диаметры циферблата 40, 57, 58, 82 мм.
Концевые меры
Эталонные концевые меры могут быть изготовлены из различных материалов.
Стальные эталонные меры доказали свою надежность в течение более чем ста лет. Этот материал остается наиболее применяемым для изготовления эталонов длины. Стальные эталонные меры обеспечивают высокое сопротивление износу вместе с хорошей способностью сцепления с другими эталонными блоками. Сталь следует защищать от коррозии. Эталонные меры, изготовленные из этого материала, тщательно обработаны, и они останутся надежными в течение многих лет.
Карбид вольфрама. Эталонные меры из карбида вольфрама в 10 раз прочнее стальных мер — они предназначены для частого использования.
Керамические эталонные меры исключительно устойчивы к износу и царапинам. Благодаря свойствам этого материала незначительное повреждение не приведет к ухудшению измерительных поверхностей. Поскольку материал не подвержен коррозии, эти эталонные меры не боятся влажных рук, в отличие от прочих.
Щупы
Используются для определения величины зазоров. Точность определения величины зазора — до 0,01 мм (в зависимости от класса точности). Длина щупов — 50, 100, 200 мм.
Техника измерения нониусным штангенциркулем
Измеряемую поверхность предварительно очищают и удостоверяются в возможности качественного проведения измерения. Для проведения измерения, инструмент удерживают в правой руке, при этом подвижная рамка перемещается большим пальцем.
После разведения мерительных поверхностей на расстояние необходимое для помещения измеряемой детали, инструмент смыкают, с небольшим усилием.
Критично важно правильное расположение инструмента для достижения минимально возможного значения ( для наружного измерения) и максимально возможного ( для внутреннего). То есть расположение инструмента должно быть строго перпендикулярно измеряемой поверхности.
Проведение измерений глубиномером проводится непосредственным опиранием торца штанги инструмента на плоскость детали и нажатием на подвижную рамку.
В результате нажатия, измерительный щуп выдвинется на возможную глубину.
В случае проведения разметочных работ, в штангенциркулях предусмотрена дополнительная рамка (микрометрическая подача), связанная с основной рамкой винтовой подачей, для точного перемещения.
Основная и дополнительная рамки имеют возможность жесткой фиксации на главной штанге с целью избежания случайного перемещения.
Критерии выбора
При выборе средств измерений необходимо в первую очередь учитывать точность, которой нужно будет достигнуть при выполнении работы. Она указывается в нормативных документах или в технической документации на деталь.
Кроме того, при выборе инструмента для измерения следует учитывать предельные отклонения, а также методы осуществления работ и способы их контроля.
Главным принципом выбора средств измерения является соответствие их поставленным требованиям по получению достоверных результатов с соблюдением заданной регламентом точностью. Кроме того, немаловажно учитывать материальные и временные затраты: они по возможности должны быть минимальными.
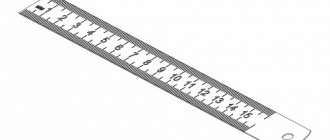
Линейка измерительная металлическая
Линейка 1м STAYER «PROFI», 3427-100_z01
Трудно ошибиться, если предположить, что первым измерительным инструментом, с которым знакомится человек, это измерительная линейка, во всех своих проявлениях (портняжный метр, геометрический треугольник и т.д.).
Простота и доступность в использовании, делают её самым распространенным измерительным инструментом, правда для не очень точных значений.
При изготовлении поверхность линейки оснащают одной или двумя измерительными шкалами, а само производство и параметры регламентируются ГОСТом.
Согласно ГОСТа 427-75 от 1975 года (который актуален до сих пор), линейки должны изготавливаться со следующими пределами измерений:
- 150 мм;
- 300 мм;
- 500 мм;
- 1000 мм;
- 1500 мм;
- 2000 мм;
- 3000 мм.
Внимательным ГОСТом, также регламентируется параметры наносимых миллиметровых, полусантиметровых, сантиметровых штрихов, а также диаметр отверстия под гвоздик.
Производят измерительные металлические линейки из стальной холоднокатанной термообработанной ленты с полированной поверхностью группы прочности 1П и 2П, с последующим гальваническим хромированием.
Нулевое значение шкалы ( начало отсчета) совпадает с одним из торцов, тогда как второй скруглен и оснащен отверстием (предположительно, под гвоздик, для удобства хранения).
Каждая пяти миллиметровая риска (в сантиметре), для удобства считывания, изготовляется немного выше, своих миллиметровых собратьев, а десятая делается еще выше и получает цифровое обозначение.
Просвет между поверочной плитой и плоскостью линейки, положенной на плиту шкалой вверх, не должен превышать 0,5 мм для линеек с длиной шкалы 150, 300, 500; 0,7- для линеек с длиной шкалы 1000 мм и 1 миллиметр просвета для линеек более одного метра.
Допускаемое отклонение размеров шкалы метровой металлической линейки- +/- 0,2 миллиметра.
Измерительный инструмент: применение
Любое измерительное устройство имеет первоначально настроенные заводские параметры, которые можно регулировать для достижения идеальной точности. При этом нужно обращать внимание на допустимый диапазон погрешности, который всё равно будет. Этот момент очень важен при изготовлении деталей, которые потом будут соединяться.
Если размеры не совпадают, то конструкцию собрать будет невозможно. Для измерения таких точных параметров применяются калибры или штанген-инструмент. При этом, нужно уметь правильно пользоваться инструментом, понимать, что он показывает.
Ошибки в интерпретации данных приводят к действиям, которые в дальнейшем отражаются в виде преждевременных поломок, перекосов, несостыковок деталей. Также загрязненность, износ мерочных устройств приводит к большим погрешностям в отображении реальных параметров.
Нужно тщательно следить за состоянием всех приспособлений, что применяются для измерений, ремонтировать, чистить, заменять изношенные детали. Цена ошибки высока – жизнь, потерянное здоровье. При изготовлении, испытании, применении высокоточных деталей, конструкций, устройств всегда нужно помнить об этом, не совершать досадных ошибок.
Эксплуатация металлической измерительной линейки
Совпадение нулевой отметки (начало отсчета) с торцом линейки позволяет проводить измерение отверстий, пазов, выступов, ступеней и не требующие высокой точности осевые расстояния.
Простота использования измерительной металлической линейки позволяет производить замеры методом прикладывания. Нередко исследуемый предмет фотографируют совместно с линейкой, чтобы впоследствии ориентироваться в геометрических параметрах.
Для определения межосевого расстояния отверстий с одинаковыми диаметрами ( если конструкция детали позволяет приложить измерительный инструмент к плоскости), линейкой замеряют расстояние одноименных поверхностей ( правые края отверстий, левые края отверстий), стараясь, чтобы измерение происходило через центры.
Условия эксплуатации
Выбор средств измерений и контроля производят исходя из технического регламента на выбранные инструменты в условиях нормальной их эксплуатации и использования.
Нормальные условия — это такие условия, при которых значения величин влияющих на результат факторов могут быть опущены ввиду их малости. Описанные условия обычно указываются в инструкциях к средствам измерений или вычисляются в ходе проведения их калибровки.
Следует проводить различия между рабочими и предельными условиями проводимых измерений.
Рабочими условиями обычно считают условия выполнения измерений, при которых значения величин влияющих факторов входят в допуск рабочих областей. При этом рабочей областью называют область значений величины влияющего фактора, внутри которой приводят к нормальной имеющуюся погрешность или производят изменение значений рабочих инструментов.
Предельными условиями обычно называют максимальные и минимальные значения фактической и влияющих величин, выдерживаемые средством измерений без крупных разрушений и ухудшения его рабочих свойств и характеристик.
При выборе средств измерений и контроля для использования их в рабочих условиях следует учитывать взаимосвязь показаний инструментов и влияющих величин. На основе этого необходимо вводить поправки в конечные показания средств измерений или использовать корректирующие устройства и приборы.
Согласно нормативным документам поправки определяют по нормированным для условий на рабочем месте метрологическим характеристикам.
Угольники поверочные
Измерение угловых величин, дисциплина к которой иногда приходится обращаться в строительстве или машиностроении.
В качестве измерительного инструмента для этих целей используют универсальные угловые измерители ( с возможностью устанавливать угловые величины) или специализированные поверочные угольники.
При проектировании, конструкторы чаще выбирают целые угловые величины 30, 45,
60, 90, 120 градусов.
Для нанесения разметки, поверки или определения углов, используют:
- угольник столярный;
- угольник плотницкий,
- угольник комбинированный;
- угломеры;
- транспортиры;
- уровень угломеры;
- угольник-уровень;
- уровни угловые и т.д.
При поверке прямых углов применяют угольники.
Угольники у которых сторона не превышает 500 миллиметров, изготавливаются из цементируемой стали с последующей термообработкой и цементацией поверхности.
Угольники поверочные подразделяются на классы точности:
- нулевой класс точности;
- первый класс точности;
- второй класс точности;
- третий класс точности.
Самый точный — нулевой.
Ватерпас (Уровень) — прибор, с помощью которого определяют горизонтальность поверхности. Ватерпас представляет собой брусок, в котором закреплена стеклянная прозрачная трубка, заполненная жидкостью, обычно спиртом, с небольшим пузырьком газа. Трубка с жидкостью имеет дугообразное продольное сечение. В том случае, если трубка с жидкостью расположена горизонтально — пузырек газа находится строго посредине трубки. Обычно в ватерпасе расположены две трубки с жидкостью для проверки горизонтальных и вертикальных поверхностей.
Кронциркуль — инструмент, с помощью которого определяют наружные размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Кронциркуль состоит из двух изогнутых шарнирно соединенных ножек.
Курвиметр — прибор, с помощью которого производят измерение извилистых криволинейных отрезков, главным образом на топографических картах. Производя измерения зубчатое колесико курвиметра прокатывают по извилистой линии на карте. Отсчет пройденного расстояния производят по циферблату. Обычно механический курвиметр снабжен двумя циферблатами, один из которых проградуирован в сантиметрах, а другой в люймах. Погрешность в измерении у механического курвиметра составляет 0,5%.
Линейка измерительная — инструмент, с помощью которого измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
Линейка проверочная — инструмент, с помощью которого производят проверку прямолинейности поверхностей.
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку. При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места. При производстве слесарных разметочных работ применяют металлическую малку.
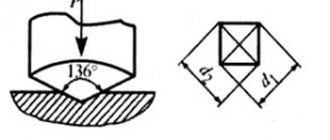
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы. На приведенном рисунке торец барабана отошел на 16 делений от нуля по основной шкале и еще на деление по вспомогательной шкале. С продольной риской основной шкалы совместилось 37-е деление круговой шкалы барабана. Таким образом, размер, отложенный на микрометре, составляет: 16 + 0,5 + 0,37 = 16,87мм.
Нутромер — инструмент, с помощью которого определяют внутренние размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Отвес — приспособление, с помощью которого проверяют вертикальность конструкций, таких как столбы, опоры, кирпичная кладка и т. п. Отвес состоит из тонкой нити с грузиком, закрепленным на ее конце. Грузику обычно придают вид цилиндра, заточенного на конус.
Плита разметочная — основное разметочное приспособление. От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты. Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Призмы проверочные и размёточные — приспособления, с помощью которых делают проверку и разметку валов и цилиндрических деталей. Призмы изготавливаются в комплектах попарно, что позволяет применять их как опоры при контроле и разметке длинных цилиндрических деталей.
Резьбомер — измерительный инструмент, представляющий собой набор различных резьбовых шаблонов. Резьбомер служит для измерения шага метрической резьбы, либо для дюймовой резьбы числа витков на один дюйм. Резьбовой шаблон это зубчатая пластина с определенным шагом зубьев. На каждом метрическом шаблоне указан шаг резьба в миллиметрах, а на каждом дюймовом шаблоне – число витков на один дюйм резьбы. Набор шаблонов помещен в оправу из двух накладок, скрепленных винтами. На метрическом резьбомере стоит клеймо: «М60°», а на дюймовом резьбомере — «Д55°».
Рейсмус слесарный — разметочный инструмент, которым производят пространственную разметку деталей. На основании рейсмуса в требуемом положении с помощью гайки закрепляется стойка. Наклон стойки под небольшим углом обеспечивается установочным винтом. Чертилка устанавливается на стойку и закрепляется в нужном положении гайкой. Рейсмус и деталь помещают на разметочной плите. Устанавливают стойку и чертилку в необходимое положение. Перемещают рейсмус вокруг детали. Чертилкой делают риски на детали на равном расстоянии от поверхности разметочной плиты.
Угольник слесарный — инструмент, которым проводят проверку и разметку прямых углов. Угольником также удобно наносить прямые параллельные линии. Угольником проверяют перпендикулярность деталей в процессе сборки оборудования. Различают плоские угольники, угольники с «пяткой», аншлажные угольники.
Угольник-центроискатель — угольник, с помощью которого находят центр цилиндрической детали. Центроискатель состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника. Для определения центра окружности накладывают угольник на торец детали так, чтобы обе его грани касались боковых поверхностей детали. Чертилкой по линейке наносят на деталь риску. Поворачивают угольник на некоторый угол и повторяют операцию. Место перекрещивания двух рисок и есть центр окружности.
Циркуль разметочный — инструмент, с помощью которого на обрабатываемых материалах наносится разметка в виде дуг или окружностей. Циркулем также переносят размеры с линейки на деталь. У плотно сжатого циркуля концы ножек должны сходиться без зазора. Остро заточенные концы ножек закаливают. Требуемое расстояние между ножками циркуля фиксируют с помощью дуги и винта. Перед тем, как нанести на материал окружность либо дугу, необходимо кернером обозначить их центр.
Чертилка — инструмент, которым наносят разметку в виде рисок на обрабатываемых материалах. Изготавливают чертилку из инструментальной стали. Острие закаливают. Для удобства работы среднюю утолщенную часть чертилки накатывают. Иногда, для проведения рисок в труднодоступных местах, один конец чертилки сгибают под прямым углом.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину. Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки. Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое — 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На иллюстрации приведены примеры размеров 0,1мм, 0,3мм и 88,4мм. Существуют конструкции штангенциркулей способных производить измерения, погрешность которых не превышает 0,05мм и 0,02мм.
Скажите “спасибо” автору.
Микрометр механический
Микрометр механический, ЗУБР «ЭКСПЕРТ» МК 125, 34480-125_z01
Механические микрометры, являются универсальным инструментом, для точных измерений контактным методом. Точность измерения микрометров — от 0,002 до 0,05 миллиметра (в зависимости от параметров измерения и класса точности).
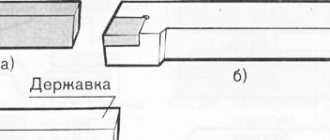
Конструкция механического микрометра
Конструктивно, механический микрометр, представляет собой скобу, подковообразной формы.
С одной стороны скобы размещается измерительная пятка, а с другой, собственно механизм микрометра ( стебель).
Стебель состоит из:
- барабан с трещоткой;
- микрометрический винт;
- стопор.
Главные элементы измерительного устройства, это микрометрический винт и микрометрическая гайка.
Винтовая микрометрическая пара преобразовывает угловое перемещение барабана в линейное перемещение микрометрического винта.
Полные обороты отсчитываются по шкале, нанесенной на стебле микрометра, а доли оборота, отсчитывают по круговой шкале нанесенной на барабан.
Из-за трудности изготовления точной винтовой пары на большой длине, оптимальным считается перемещения винта в гайке только на длину не более 25 миллиметров.
По этой причине, для измерения, изготовляют несколько типоразмеров микрометров, с шагом 25 миллиметров:
- 0-25 мм;
- 25-50 мм;
- 50-75 мм;
- 75-100 мм и т.д.
Предельный диапазон измерений самого большого микрометра заканчивается на трёх метрах.
При измерении длин более 25 миллиметров, применяется микрометры со сменными пятками, а установка такого микрометра на ноль производят при помощи концевых мер.
Классификация
Ручной и механический контрольно-измерительный инструмент разделяется на следующие классы:
- Бесшкальный – поверочные и лекальные линейки;
- Микрометрический;
- Штанген-инструмент;
- Зубчато-рычажный;
- Пружинный.
Каждый прибор имеет свои первоначальные параметры, определенный строгий диапазон , погрешности. Абсолютно точно измерить что-либо невозможно. Но чем ниже погрешность, тем дороже устройство.
На ошибки измерения также влияют следующие причины:
- Неправильное применение;
- Неисправность;
- Загрязнение.
Согласно, ГОСТ, контрольно-измерительные приспособления подразделяют на следующие основные группы:
- Калибры (гладкие, резьбовые, комплексные, профильные);
- Пневматические устройства;
- Электромеханические приспособления;
- Меры, поверочный инструмент;
- Оптико-механические;
- Нониусные;
- Механические.
Калибры относятся к специальному типу, остальные – к универсальному. Последний вид измерительных устройств позволяет изучить параметры изделия любой конфигурации.
Универсальный инструмент широко распространен. К этому типу относятся:
- Штанген-инструмент : циркуль, глубиномер, рейсмас;
- Микрометр;
- Уровень;
- Угольники;
- Шаблоны;
- Щупы.
Также к простейшим измерительным инструментам можно отнести рулетки, обычные школьные линейки, угольники.
Осуществление выбора
Выбор и назначение приборов для измерений осуществляют отделы, которые занимаются разработкой:
Технологических процессов стандартизации продукции, измерения ее составных элементов и материалов.
Выбор средств и способов измерений по имеющимся исходным данным производят квалифицированные сотрудники. Они должны быть хорошо знакомы с основами физических измерений, со способами оформления и использования результатов и ошибок измерений, а также с принципами нормирования метрологических параметров и вычисления по ним погрешностей инструментов.
Для осуществления измерений в процессе изготовления продукции назначаются специальные рабочие, отвечающие за средства измерений.
В заключение можно сказать, что правильный выбор инструмента для измерений из имеющегося на сегодняшний день ассортимента — залог эффективного производства и уменьшения количества бракованных изделий.