Flaring brake pipes is a procedure that may be required at any time by someone who owns their own car. Of course, this and any other operation related to the maintenance and repair of a vehicle can always be entrusted to qualified service station specialists, but many car enthusiasts go the other way and try to do everything with their own hands. Each car owner has the right to decide for himself who to trust with the maintenance of his vehicle, but many of these issues can be resolved independently.
It’s not difficult to learn how to flare tubes yourself
Non-ferrous metal tubes in vehicle systems
We won’t touch the radiators for now, this is a separate topic. Let's take an interest in the pipes that are responsible for the operation of the car's brake and fuel systems. Rotten brake pipes are a problem not only of old Soviet cars, but also of newer foreign cars that have been driving on roads generously sprinkled with salt and all sorts of chemicals for several years. Tubes become unusable primarily due to the fact that they are affected by an aggressive chemical environment. In winter, we have plenty of this environment under our wheels. With human-made road surfaces, the salt comes off the roads along with the snow, but with our roads, it can remain there until next winter.
The use of tubes in the design of vehicles
Modern machines use several hydraulic systems with different main lines. One of them is the braking system. The working fluid moving through it must be isolated from the external environment due to tightness.
You need to know that thanks to good connections at the joints of the pipes, it is possible to achieve a high degree of tightness for the vehicle’s vehicle.
The success of reliable connections depends on the quality of the flaring. This operation uniformly increases the diameter of one tube tip. At the counter tube, the diameter of the tip is reduced to ensure rolling (entering a small diameter into a larger one and holding the pair in this position for a long time).
If the tubes in any of the sections receive mechanical damage, then due to depressurization of the system, part of the main wiring must be replaced. At a car factory, flaring is done using special equipment that contains hydraulic, electrical and mechanical drives. In garage conditions, a device for flaring brake pipes is most often mechanically driven by the muscular strength of the performer.
Causes of brake pipe failures
But this is not the only reason for the wear of sealed tubes. From salt they only rot, and from constant strong constrictions of fittings, improper fixation, breaks and bends, they receive severe mechanical damage that is incompatible with life. This is not the fault of the pipes, but of unfortunate craftsmen who do not know how to properly handle soft or brittle metal. One way or another, the time comes to replace the tubes, and if the required configuration is not found, which is almost impossible, then you have to make the tube yourself. Cut off the required piece, put on fittings and flare. And you need to be able to do this. Flaring brake pipes with your own hands is not a difficult task, quick, and inexpensive.
Performing work on a homemade machine
A self-made machine can be used for a long time in the future. It will be useful for car owners whose cars have high mileage.
The tools you will need are a sharpening machine, a grinder and a drill. The materials will be custom-made mandrels, angles (100x32x5 mm, 2 pcs.) and a pair of M8 bolts. The corners are bolted to each other, and holes are drilled in the base of the frame. Don't forget about the chamfer for the edges of the holes.
The process of working on a homemade machine will be similar to working on factory equipment. The algorithm consists of the following points:
- We fix the workpiece so that the outer edge protrudes 5–6 mm beyond the jaws of the vice;
- select a cone of the required diameter;
- the fittings must be multi-directional;
- slowly screw in the cone, flaring the edges of the tube until it fits in to the extreme mark;
- lift the cone and remove the formed burrs.
Brake pipe flaring kit
You cannot prepare copper tubing for use with your bare hands. To do this you need to have at least minimal equipment. Although the metal is soft, the end of the tube must exactly correspond to the landing cone, otherwise we will not achieve a sealed system. Ideally, for flaring tubes, they use a machine that needs to be purchased, but if we have the opportunity, we can use a homemade kit, which, once done, we will use for many years. And it will come in handy more than once, believe me. Here is his drawing.
It is not anything complicated. This is a frame made of two corners 5mm thick and a shelf 32mm. The length of each corner is 100 mm. The drawing shows that the set is suitable for tubes with a diameter of 9 and 12 mm. The bed itself is completed in ten minutes with a sharpening machine, drilling machine and grinder. Both corners are fastened with two M8 bolts; holes and chamfers are drilled in them when assembled. You will either have to order the mandrels from a turner, which is not at all problematic, or grind them yourself. But with the help of such a kit, any tube turns into a perfectly prepared part. The flaring process occurs in exactly the same way as using a machine, which we will discuss later.
Preparatory work
How to properly prepare a pipe end
Before you start flaring directly, you need to prepare. Preparation begins at the pipe cutting stage, namely, ensuring that after cutting the end of the pipe meets the following conditions:
- had no bevels (must be made strictly at 90 degrees relative to the axis of the pipe);
- was smooth;
- did not have a collapse of the edges.
When cutting a copper pipe, the mistakes shown in the picture are not allowed.
To do this, cutting is carried out according to the instructions below:
- A special pipe cutter for copper pipes is put on and secured to the section of the pipe where the cut mark was previously applied.
- Slowly cut through the pipe in a counterclockwise rotational motion.
- Check the end for any irregularities or bevels.
- Using a file and/or sandpaper, remove possible irregularities and burrs from the end.
Flaring tool
You will also need a flaring machine to complete the task. This is a special die with template holes for different pipe diameters, to which a rolling with a cone is attached. This tool can be purchased at a specialty store. As a rule, it is sold complete with a pipe cutter and devices for processing pipe ends.
This is what a tool for flaring copper pipes looks like
When choosing an expander for copper pipes, make sure that the die has a hole for the diameter you need. In addition, the kit should include an example in the form of a piece of pipe with a flared end, made with this particular tool.
Brake Tube Flaring Machine
the simplest tube flaring machine will cost you 600-700 rubles. But this will not be the highest quality product. We would recommend not going below 1800, otherwise there is a chance of wasting your money. We showed several sets and machines in the photo. One of them is more expensive, the second is cheaper, but they have the same essence.
The machine consists of a bar that holds the cutting. Actually, our homemade set also has the same structure, only the branded sets are required to include:
- the bar itself for fixing the tubes;
- machine with a flaring angle of 45 degrees;
- a set of replaceable dies made of durable hardened steel;
- tube cutter.
More expensive models have even more equipment, but we will consider only the most minimal configurations.
Flaring can be of three types, but the first two are of little interest to us, because they are used mainly in refrigerators and air conditioners. Flaring occurs as follows:
- We clamp the tube in the holder so that it protrudes beyond its edge by 5-6 mm.
- Instead of a cone, we install a stamp that matches the diameter of the tube.
- We screw in the stamp and flatten the very end of the copper tube.
- Do not forget to put on the fittings, and the threads should be directed away from each other towards the ends of the tube.
- Remove the stamp and change it to a cone.
- Screw in the cone carefully and gradually.
- We take out the tube, carry out a careful inspection, and clean it if necessary.
Thus, we get a neat flared brake pipe, which can be used to safely replace the old one that has failed. We can't say that every garage should have a tube flaring machine, but as a rule, the most valuable items are those that are not always at hand. Monitor the condition of the brake system, and good luck on the roads!
For a vast army of motorists who are accustomed to performing car repairs on their own, the appearance of new tools and devices in the arsenal of existing ones is a self-evident inevitability. Today we will talk about repairing the brake system, which very often requires replacing the brake pipes. These elements are more susceptible to external factors than others, which affects their condition. But they can only be replaced if you have a specialized tool that can be used to flare the tubes. If you don't have a tool, you won't be able to perform this operation. This means that you still have to go to the nearest car service center. Or go to a car store to become the owner of another very useful device.
Let's jam and relax
The idea had been in my head for a long time, but I didn’t want to buy a standard jig for remaking (it sells for about 300 rubles, but it only rolls into a cone, not a barrel) without clear confidence in success.
So what happened (I sculpted from what came to hand).
This is a general view; the device was clamped in a vice during flaring.
The result of compression and the most important working body
Working body diagram
For the pin I used a 2.5mm drill shank and soldered it into a blind hole.... The chamfers on the corners and the working element were removed with a 7.5mm drill. When I drilled a hole for the tube in the corners, I pressed a piece of cardboard between them (folder “case”) so that the tube would then be squeezed tightly and would not slip.
The angle at the apex is about 100 degrees, but this is not critical - the copper will be crimped. I drilled a hole in the conductor with a drill equal to the diameter of the tube, the fact is that there are 5 mm and 4.8 (the inch size is about that), due to the folder being removed after drilling, the tube is clamped, if you drill 5 mm, you won’t clamp 4.8... so first the tube... It seems like the original is 4.8... but I can’t say for sure, tomorrow I’ll measure the fitting, it seems like 5 mm fits into it very tightly, but it should turn freely.
Now you can buy a device (it’s just more convenient to disassemble and assemble) and make another punch there. As soon as I catch my eye, I’ll buy it, remake it and post it...
PS
As promised, such a miracle was purchased
A new working element was manufactured
The difference from the first sample is that in the new version it does not rotate relative to the tube.....
The brake system on a friend’s Gazelle was completely redone, not a single leak! Well, little by little, about a dozen rolling pins, everything works without problems...
Purpose of brake pipes
Any hydraulic system requires lines through which fluid is supplied to the working mechanisms. The brake system of a car is no exception, but it has its own characteristics. They are associated both with the design of the brakes and with the technical characteristics of the working fluid used, which is subject to very stringent requirements:
- it should not boil at temperatures exceeding 200 degrees;
- do not lose fluidity in forty-degree frost;
- do not be aggressive towards rubber parts of the brake system;
- do not lead to corrosion.
The last point is especially important for brake pipes, which are an integral part of the vehicle of a modern car. Let's look at the operating principle of a typical brake system.
The algorithm for stopping a vehicle involves performing the following actions:
- when the need arises to reduce the speed of the vehicle until it comes to a complete stop, presses the brake pedal with appropriate force;
- the pedal rod directly acts on the piston of the main brake cylinder, driving it into action;
- the piston, moving in the cylinder, acts on the brake fluid, creating a certain phenomenon;
- liquid, the compressibility of which is close to zero, moves along the line and acts on the brake cylinders located on each of the wheels;
- The pistons transmit the impulse of movement to the brake pads, which, pressing against the discs, create a braking force, slowing down the rotation of the wheels.
In this chain, the brake pipes are an integral part of the hydraulic line through which the working fluid moves. Their task is to prevent leakage of the brake fluid, so the quality of their connection with other elements of the brake system is of particular importance. This is why a technological operation called flaring is used.
Its essence lies in deforming the end section of the tube in such a way as to uniformly increase its diameter (the opposite operation, which consists in narrowing the diameter of the tip of the tube, is called rolling). Flaring is necessary in order to ensure the most tight connection of tubes to each other or tubes to the manifold.
Since, as we have already noted, brake pipes are subject to mechanical stress, they can become damaged, causing the system to depressurize - in this case, immediate replacement surgery is required. Natural wear and tear is a more common reason for replacing this brake system component.
The tube flaring procedure itself consists of three stages:
- determining the required gap between the tube sheet and the tip of the tube;
- flaring of both the tube and the tube sheet;
- removing the damping load from the inner walls of the tube.
Deformation technology requires that the metal of the brake tube undergo so-called plastic deformation, and the metal of the grid undergo elastic deformation. To ensure this condition, the grid is made of a harder metal, which allows, after completing the flaring stage, the tube grid to completely “encircle” the tube.
Ensuring the required tightness of such a connection is carried out by using the method of contact pressure formed between the outer surfaces of the contacting parts. In some cases, the technology for connecting flared pipe ends involves the use of welding - this method is called combined.
In factory conditions, flaring is carried out using a special machine equipped with a hydraulic, pneumatic or electric drive, which provides the ability to control the rotation speed. It is the drive that is responsible for ensuring the required connection reliability.
When replacing brake pipes, flaring is carried out using a special tool that can be purchased at a car dealership.
Areas of application
The practical application of pipe flaring has a somewhat specific situation. This is due to the fact that the method of connecting pipes using flaring is a rather old technological technique, which, with the development of industry, was largely replaced by other types of connections. But a number of specific areas of application of flaring have not found a proper technological replacement and are still used in their unchanged form. As an example, we give the most typical and common areas of application of flaring, namely:
- In the energy industry, in the manufacture of water tube heat exchanger grids to create a strong, sealed connection between copper or brass pipes and the cylindrical holes of a steel tube grid. And also at housing and communal services enterprises for the corresponding repair of these water-tube heat exchangers. Flaring is increasingly used to secure pipes in various boiler equipment such as condensers, steam generators, economizers and oil coolers.
- In the household sector for creating detachable connections from copper tubes during the installation of air conditioning systems. Copper pipes are used to connect the external and internal blocks of the split system, through which the refrigerant circulates.
- In the food industry, in the manufacture of industrial refrigeration chambers, to create reliable detachable connections of copper and brass tubes directly at the installation site of the equipment, allowing it to fit into any room configuration with standard equipment.
- In alternative energy when installing heat pumps, for connecting copper pipes in complete analogy with split systems.
- At automobile industry enterprises in the manufacture of quick-release connections of steel tubes for the hydraulic brake system or copper tubes for the hydraulic clutch system of a car. Flaring and stamping are also used in the manufacture of various cooling radiators for internal combustion engines.
When is flaring of brake pipes required?
Brake fluid, which ensures compliance with a number of the above requirements, has high hygroscopicity, that is, the ability to absorb moisture. This is the price to pay for a unique set of characteristics, which is why complete tightness of the line is so important. The risk of air entering the system is that, under the influence of high temperature, it significantly increases the compressibility of the liquid. This means that pressing the brake pedal will lead to actual braking with some delay, which is unacceptable for reasons of traffic safety. And the more air there is in the system, the more noticeable the delay will be.
Depressurization manifests itself with very specific symptoms - a significant increase in braking distance, pedal failure and the appearance of extraneous sounds when braking.
A fluid leak is usually accompanied by overheating of the brake drums, since the boiling point of the fluid diluted with air drops noticeably. As a result, the brake pads begin to wear more intensively and, what is especially unpleasant, unevenly.
Another clear sign of a violation of the integrity of the brake line is that the car moves away from its original trajectory when braking.
Note that breakage of brake pipes (or rather, the need to replace them) can also be caused by other reasons:
- deformation and cracks of the hex head;
- clogging of threaded connections;
- coking of the brake fluid at the interfaces.
No car is immune from such troubles, which is why it is so important to periodically (at least once a year) test the brake system as a whole. Diagnostics of the components of the brake line should be carried out every 50 thousand kilometers, routine replacement of rubber hoses and tubes is carried out every 125 thousand kilometers, regardless of their condition.
And since replacing these elements requires special processing, let’s look at how to flare a brake pipe with your own hands and what tools are required for this.
Front brake cylinders do not recess
- Log in to reply to this topic
#1
- Moscow city
- Name: Alexey
- My car: Geely MK Cross
- Year of manufacture: 2013
- Engine displacement: 1.5
- Transmission: Manual
I started doing repairs, including replacing the front brake pads.
On the left side, with superhuman efforts, they managed to press the piston into the working brake cylinder.
I used a powerful clamp to release it. Pressed evenly around the entire circumference of the piston.
I bent the clamp (hardened steel 5 mm thick!). But somehow he pressed in.
I started doing the right side. Pressed in halfway. Further - no way. He put the cylinder on a stand with the piston facing up, put a metal plate on the piston, and began to hit it through the knob. Not at all.
Change brake cylinders? Are both sour? Or brake hoses? Or the main brake.
- Top
- Name or Quote
Useful advertising
#2
- City: Kurchatov
- Name: Sergey
- My car: Emgrand EC7
- Year of manufacture: 2012
- Engine displacement: 1.8
- Transmission: Manual
Most likely the pistons have soured. You can, of course, try to disassemble, clean, replace the cuffs. But from experience I will say that it is better, easier and even cheaper to replace the entire caliper.
The brake fluid was probably not changed often.
- 2
I don't like to wait and catch up. Especially to wait for those who do not even realize that they are expected!
- Top
- Name or Quote
Self-flaring
In industrial conditions, special high-strength shafts are used for pipe flaring, and the profile of the pipe end is formed as a result of repeated rolling. This rolling machine allows you to perform deformation as accurately and evenly as possible.
When flaring yourself, you usually use kits that can be purchased online or in specialized stores. This kit includes a pipe cutter, a clamp, and dies with holes of different diameters (with metric or inch size designations) for flaring using a tapered screw.
Many car owners, in order to flare a brake pipe at home, use a more primitive method that does not require the purchase of the device described above - a conical blank with the desired angle. If the tube is made of copper (you don’t see these often these days - manufacturers are switching to metal en masse in order to save money), it has sufficient ductility to perform such an operation on its own. But you will need not just strength, but precisely measured efforts when pulling the tip of the copper tube onto the cone. Any distortion during an impact - and the result may be unsatisfactory: from a rupture of the rolling surface in the place where a stronger impact occurred, to a jam of a surface that is too thin during such processing. So this method can hardly be recommended as acceptable - it should be resorted to only in cases of extreme necessity.
Copper pipe flaring tools
Types of flaring for most copper pipes are performed using special, manual and powered flaring devices. The former, due to their compactness and low weight, are used more often.
The operation of the tool is based on the principle of transverse distribution of a limited section of pipe. The following conditions must be taken into account:
- The flaring coefficient k = d/D (d is the internal diameter of the undeformed part of the copper tube, D is the maximum diameter of the lower cone after the end of flaring) should not be 0.75...0.85;
- The flaring angle should not exceed 300; in practice, this condition is often not met, as a result of which wavy folds and even cracks are possible at the end of the cone (in some cases, microcracks are visible even on the inner surface of the tube). Such products are defective and cannot be allowed for installation;
- The end of the tube to be flared must be cut evenly from the coil and carefully sanded. For cutting, it is recommended to use not an ordinary hacksaw, but a device for circular cutting, which ensures a clean cut. The device includes a cutting blade, a guide wheel and a tightening handle. As the tool rotates around the workpiece, the blade gradually penetrates the material, leaving a clean edge;
- After flaring, a thinning of the tube wall is observed, which can be determined by the formula s1 = sk0.5 (s is the initial thickness of the tube wall, s1 is the wall thickness after flaring, in the lower part of the cone).
When heating the copper tube, the limit value of the flaring coefficient can be reduced by 15-20%.
Let us briefly consider the most common types of flaring equipment.
Mechanical flaring machine
The key part of such a device is a roller (less often a ball), which is made of carbide or high-speed hardened steel. The roller is pressed against the prepared edge of the workpiece and rolled over it with pressure.
The flaring intensity is set visually, taking into account the above restrictions. The roller is moved along the deformable surface manually. When choosing the standard size of the device, you should correlate the geometric characteristics of the roller - radius of curvature, diameter - with the required size of the deformable end of the product.
Cone flaring machine
It represents the most successful instrument design. The main element is a conical punch. Moving in a screw guide, it produces a uniform distribution of the side walls of the tube. In appearance it resembles a manual screw press that can be mounted on a desktop or workbench.
The movement of the punch is controlled visually when the required degree of deformation is achieved. To reduce friction, the inner surface of the workpiece can be lubricated. When working with a cone flarer, the operating force will continuously increase.
Electric flaring machine
Manufacturers of such tools usually equip them with sets of various attachments, differing in the angle of the cone, the radius of curvature of the working part and its length. The price of the tool increases, but its operational capabilities increase. Flaring of copper tubes using powered flaring machines is advisable when the volume of operations performed is significant. The drive is powered by a battery.
Eccentric flaring machine
It works on the principle of rolling a pressing device over the surface of the workpiece. The processing force in this case is minimal, but a significant drawback is the uneven characteristics of the deformed part of the tube. In addition, the flaring process itself takes a longer time.
Lever flaring machine
The simplest type of equipment that can be made by hand. Another name is expander. It is a system of 2…4 levers, which are evenly located around the deformable workpiece, overcoming the resistance of the return springs during operation.
Flaring occurs by sequential and simultaneous movement of levers in the direction of deformation. The three-lever circuit is used less frequently because it requires two people to work. Another disadvantage of the device is the impossibility of ongoing quality control.
Pros and cons of do-it-yourself tube flaring
There is no doubt that when working for yourself, you will treat all stages of the technological process with the greatest possible responsibility and diligence. Of course, in this case you will not need to go somewhere and pay someone to do such work.
But there are also obvious disadvantages - we have already given approximate deadlines for routine replacement of brake pipes. And since they fail relatively rarely, it is quite possible that you will only have to use the tools you purchased or made yourself once, or at most twice. However, if you own a very worn-out car, it is likely that you will have to replace the tubes much more often.
Flaring brake pipes with your own hands is not a difficult task, but only if you have specialized tools. And what is more profitable - to buy it, make it yourself, or still take the tubes to specialists, you must decide for yourself. The main thing is that the brake system of your car is always in perfect condition.
I recently completed some copper piping in the engine bay.
More about materials
Today, brake lines are made from several types of materials, but in passenger vehicles only copper and steel are used. It is impossible to mention here several types of rolling. The “mushroom ok” type rolling is most common in European cars, while the conical type is most common in Asian cars. Both types of rolling have their own characteristics. For example, when flaring copper tubes, deformation is often observed in the “fungus” area - a direct consequence of the high ductility of copper. But if the rolling is conical, then the connection, on the contrary, becomes more airtight. Here's what's important for ordinary car enthusiasts to know:
- Copper tubes are easier to install, they are more flexible and pliable and better withstand the effects of an aggressive environment (it’s not for nothing that we mentioned the salt used to cover roads in winter). Copper tubing is considered particularly preferable if the system uses conical rolling;
- Steel tubes are rigid and hold their shape well. They are recommended for use in automotive clutch systems, where the tube is rigidly fixed. The clutch tubes are quite short, so the high strength and low tendency of steel to deform comes in handy.
Experts note, however, that with the transition from conventional brake fluids of butyl alcohol and castor oil to DOT 3 and higher fluids, copper brake lines began to show serious shortcomings. First, DOT are quite hygroscopic and form several galvanic couples in the braking system. Damage may occur at contact points. Secondly, copper has a different coefficient of thermal expansion than steel. In some cars, the brake line can be about 4 meters or more in length, and it is this line that will noticeably lengthen when the brake fluid heats up. Experienced car enthusiasts note that in ordinary cars you can safely use copper tubes, but in SUVs that are used in particularly harsh conditions, it is better to use tubes made of high-quality stainless steel.
FakeHeader
Comments 55
Thank you very much for the post!
Is it permissible to do barrel rolling for GAZ and AZLK parts?
Beautiful photos! Just a sight for sore eyes! Rolling, as on the leftmost tube, is used in aviation.
Maybe I'm asking a stupid question, but were copper brake pipes used on the Volgas? The foreign analogues of those years seemed to have ordinary metal tubes... Or was this all part of a “factory improvement”? Just wondering.
Copper ones lasted until the mid-90s for sure, then I don’t know, even on the UAZ of 97th century there were copper ones. Then the supplies ran out and they switched to metal ones)))
And I filled large diameter tubes (12.16) with sand and bent them with a pipe bender. And small diameter tubes (6,8,10) using a manual pipe bender.
Did you get the fittings from a regular spare parts store? And where are the tubes themselves?
I had fittings, but they are sold in the same place as the tubes (I bought them at the car market)
what kind of roller do you use?
Tool – Jonnesway AN040043
You can't get these everywhere
There is also this device for pipes. I think you will like it
Everything is just great! I didn’t quite understand something about the spring pipe bender? You put the spring on the tube and use your hands, a hammer... to bend it?
What kind of hammer?) They bend easily by hand) The spring is needed so that the radius is even and the tube does not flatten.
Everything is just great! I didn’t quite understand something about the spring pipe bender? You put the spring on the tube and use your hands, a hammer... to bend it?
Copper and aluminum tubes are easy to bend by hand. A spring mandrel is used to create small radius bends. If you try to bend the tube 90 degrees, without a pipe bender it will simply break somewhere in the center.
The leftmost tube, such a cone was observed on GAZ and ZIL in the pumping system, as well as in the fuel line. I repaired it on my own equipment, a similar set.
This is what I use. I don’t know if it’s suitable for restoration, but for repairing regular cars, I heat-shrink the tubes with glue so that the tube doesn’t turn green.
What kind of heat shrink on glue?
electroplast.by/termousad…icientom-usadki-31-ttk-31 is not an advertisement, but of this kind, the glue also additionally seals.
What kind of heat shrink on glue?
The effect is like coloring.
This is what I use. I don’t know if it’s suitable for restoration, but for repairing regular cars, I heat-shrink the tubes with glue so that the tube doesn’t turn green.
Is there a pipe bender in the photo?
Yes, very simple and cheap)))
As I understand it, for one, some specific diameter?
I think up to 8mm (or up to 6mm) I don’t remember now, because... I bend it only 4.2mm
I have never seen a better car restoration! Good luck to you!
I always forget about the second fitting)))
Great, I have a similar thing, recently I broke a pipe near the main one, so I had to pull a new one through the whole car, and remove the fender liners and extensions...
Familiar... (((((Once I completely bent the line, all that was left was to flare the tip of the tube. I removed the rolling and saw that the cone had a crack. I had to order the tube again and bend it, like a damaged tube.
Yes, I also felt offended when I had already changed it and it turned out that it was possible to roll it in our city.
Yes there are companies. But when I went to see them, it turned out their pipe bender was broken and they were rolling it with hammers. That's why I bought myself a set.
Well written, and the photos are absolutely super duper! It is obvious that with love...
Classwork! The quality of the flaring is very similar to that of the factory. You also need to buy yourself one of these Jonnesway.
This is a beauty, a work of art no less =) The color of the car is nice by the way)
Excellent post, tool, and work! Tell me - (who has PRACTICAL experience), besides Jonnesway AN040043, is there a set that makes rolling rollers of similar quality and costs less?
We have been using Italian USAG for 30 years, a professional tool with a lifetime guarantee, excellent results, but it’s hardly cheaper)
Excellent post, tool, and work! Tell me - (who has PRACTICAL experience), besides Jonnesway AN040043, is there a set that makes rolling rollers of similar quality and costs less?
I only have the same Licota. The quality level of these brands is the same. Force you can still watch
Don't watch Force! I do not advise! Or if you really look, then carefully look at the clamp. They are often crooked, and therefore the cone will form poorly.
I don’t have a clamp, I used another force tool, heads, ratchets, wrenches, no complaints. although they could very well have placed an order for clamps in the wrong hut of Uncle Liao))
I also use wrenches, a pipe bender and something else from the Force company. There are no complaints about them. But there are complaints about the rolling sets. There is one such set in the garage, I looked in stores. The quality there is similar: some are worse, some are better.
Excellent post, tool, and work! Tell me - (who has PRACTICAL experience), besides Jonnesway AN040043, is there a set that makes rolling rollers of similar quality and costs less?
Cheap Force and Bison like or Nafanya. The quality is equally bad. More precisely, the quality is variable. Either the clamp is made crookedly, or the press bar is crooked. In short, I do not recommend it or look carefully before purchasing.
Features of the technology
Car repair, no matter what it involves, rarely evokes pleasant emotions in the car enthusiast. This is also explained by the fact that such an event, as a rule, is associated with certain financial costs. Meanwhile, if we talk about a situation in which it is necessary to flare the brake pipes, the costs of such a procedure can be minimized if you do it yourself.
So, in order to flare brake pipes with your own hands, you need not only to study in detail the theoretical information on this issue and watch the corresponding video, but also to purchase a special device. The kit, which can be purchased fairly inexpensively at many automotive stores, includes the following tools and accessories:
- pipe cutter;
- fitting used as a connector;
- ticks.
The flaring kit usually includes a clamp for various tube sizes
Using such a simple set, to which you need to add a drill (to chamfer the ends of the pipes), as well as gasoline needed as a lubricant, you can not only perform high-quality flaring with your own hands, but also save a decent amount of money that would have to be paid to specialists service stations.
When replacing a tube with a new one, first make a copy similar to the old one
Immediately before the flaring procedure with the brake pipe, the following steps must be performed.
- The tube is unscrewed from the brake cylinder or caliper using a tool or manually.
- By visual inspection, the presence of damage on the surface of the tube is determined. If they are close to its edge, then the tube can be restored; if not, then it must be replaced with a new one.
- Using a tool such as a pipe cutter, the damaged area is cut off from the edge of the tube and the cut edge is treated with gasoline.
- The cut end of the tube is clamped with pliers and a chamfer is removed in its inner part using a drill with a drill of the appropriate diameter.
- The area of the inner surface of the tube where the chamfer was removed is cleaned of chips. After this, the end of the tube is inserted into the fitting, which acts as a connector.
Carefully shorten the tube using a special cutter
After all the above steps have been completed, the tube must be flared, for which it is best to use a special machine. Flaring performed using such a machine is carried out according to the following algorithm.
- The end of the tube that needs to be flared is inserted into the clamping hole of the machine. In this case, the part of the tube protruding from the clamping mechanism of the machine should be approximately 5 mm.
- Using a special punch with which such a machine is equipped, the end of the tube is flared.
- If it is necessary to flare the second end of the tube, the entire procedure described above is performed in the same sequence.
We squeeze the die with a press, visually monitoring the formation of fungus, and we get a high-quality compressed tube
As a result of performing flaring using such a device, the rules and subtleties of which are best learned from the video, the end of the brake tube becomes neatly expanded. The use of a special machine allows you to adjust the parameters of such an expansion, because for brake systems used on cars of different brands, they can vary significantly. As a rule, in special kits with which you can flare brake pipes yourself, there is also a pattern that allows you to monitor the result of the technological operation.
Unfolding the end of the tube using a special knife located on the back wall of the cutter
Thus, flaring the tubes used in the brake system of a car is not difficult if you use special tools and devices for this. By performing such flaring yourself, you not only save money, but also fully control the process of performing a technological operation, the results of which determine the performance of your vehicle. In such cases, you should always remember that the car mechanic is not doing the work for himself, and therefore treats it as such. In order not to worry about the results of self-repairing your vehicle, you need to follow a few simple recommendations:
- strict adherence to instructions, which can be videos;
- use only high-quality tools, devices and consumables for flaring;
- strict control at all stages of repair activities.
How to change front tubes?
To operate you will need a special key. It is a tool with a bolt for tightening. The key resembles a spanner, but there is no need to purchase a cheap product in stores. Such keys are made of soft alloys that cannot withstand heavy loads. The nut on the tube is made of steel - the key easily fails, and the edges on the nut get licked off. Then unscrewing and tightening such a part can be a big problem. The nuts are tightened tightly enough that you can water them with WD-40, but you shouldn’t heat them. When heated, the brake fluid boils; due to the high pressure in the system, the hoses can rupture, especially if they are old.
Recommendations for flaring
Independent beading of copper tubes is an easy task only if you have practical experience. At the same time, the tightness and reliability of the connections made depend on the quality of flaring.
Therefore, before installing a copper pipeline, installing or repairing heat-generating devices, it is better to practice on pipes of different diameters.
A specialist professionally involved in the repair of pipelines or equipment will need a set of professional tools, which, in addition to a flaring tool, includes a pipe edger, a pipe bender and a pipe cutter. For rare repair work, an inexpensive flaring tool with a minimum set of attachments will suffice.
Recommendations to help you perform flaring correctly:
Before starting work, carefully check the pipe: there should be no burrs or debris on it, the edge and walls should be smooth and free of bends, only pipes with a round cross-section are allowed for flaring. During flaring, it is important to ensure that the expanding tip does not skew relative to the pipe. Otherwise, the socket will be asymmetrical and will not be able to provide a reliable connection. When expanding a pipe manually, the taper blank should be screwed in rather than pressed into the hole
This will help distribute the force and avoid damaging the pipe. It is better to carry out beading of a pipe with an expander in two or three stages. First, widen the edge a little, and then turn the expander and stretch the pipe to the desired diameter. When installing a pipe into the die of a rolling machine, you should select the hole that exactly matches the diameter of the pipe. Before flaring, the outer surface of the tube is treated with an abrasive sponge to remove dust and debris and ensure reliable fixation in the holder. If this is not done, the tube will slip in the die, interfering with the flaring process.
Tools and accessories
For flaring tubes, depending on the material they are made of, various devices can be used. If you need a flaring machine for processing copper tubes, then a homemade device for flaring tubes is quite suitable for this.
In the case of flaring copper tubes with your own hands, it is not so much force that is required as accuracy. The funnel formed during this procedure at the end of the copper pipe must be free of defects, distortions and chips.
Types of manual flaring devices
To perform flaring, a hand-made tool can also be used. We list the devices most often required in such cases:
- a device whose design consists of two parts - a clamp, which ensures the retention of a tube of a certain diameter, as well as a cone connected to a screw (the clamp is a metal plate in which holes of various diameters are made);
- An extender is a lever-type device, the working body of which is an adjustable expansion head for processing pipes of various diameters (the adjustable legs of such a device, which is fixed in a certain position, act on the inner walls of the pipe, stretching them).
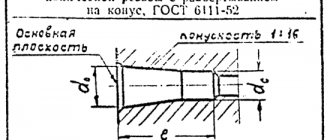
Drawing of a homemade device for flaring tubes (click to enlarge)
The manual flaring tool should be used as carefully as possible, otherwise the pipe being processed may develop walls of varying thickness.
A professional flaring device is a device equipped with an electric drive. The working head of such a device, made in the shape of a cone, is rolled along the inner surface of the pipe until the product takes on the required shape and reaches the specified geometric parameters.