LLC "Ural Plant Promelektroniki" - Welding inverters and chargers
LLC "Ural Plant Promelektroniki" produces professional welding equipment under the TITAN-VS brand and is engaged in developments in the field of power electronics.
Our TITAN-VS welding machines and other products are produced based on our own developments. The plant carries out a full production cycle of welding equipment - from incoming inspection of component parts to output inspection of finished products, as well as their testing under extreme operating conditions. All products of the plant are certified, have an image of good quality, and have their own brand of welding machines TITAN-VS
Products of this brand are recognizable and in demand, and are of great interest to professional welders, for whom high productivity is very important. Currently, a series of welding machines is produced, including the following models: TITAN-VS 160A (5kg), TITAN-B 180A, 220A, 245A (9kg). Models for 220A and 245A also have a modification with a built-in indication of the welding current value.
TITAN-VS welding machines are designed for manual arc welding of any metals up to 20 mm thick with electrodes of any brand, as well as for argon arc welding and aluminum welding using special electrodes. The stability of the arc, ease of setup, the ability to operate from a lighting network, and mobility make them attractive to professionals and amateurs. Low electrical energy consumption in idle and short circuit modes does not lead to network overload, unlike traditional transformer welding machines. Thanks to this, our products have found wide application at such enterprises as OJSC NTMK, OJSC VSMPO - AVISMA, housing and communal services repair services, and installation organizations. In addition, the TITAN-VS 180A welding machine can be powered by a mobile power station with a power of at least 6.5 kW, which allows it to be used in field conditions far from stationary energy sources.
A distinctive feature of our welding machines is:
- ease of use
- high quality weld
- ease of arc maintenance
- low spatter when welding
- no increased requirements for personnel qualifications
But the most attractive feature of TITAN-VS welding machines is the possibility of continuous operation throughout the entire shift (the time when the electrode is changed is enough for the machine to recover).
All our welding machines come with a set of welding cables and a carrying bag. It is also possible to supply network extension cords with a length of 15 and 30 meters. A new direction of our activity was the beginning of the production of semi-automatic welding machines for welding in an inert gas environment with steel wire Æ 0.6 - 1 mm. The use of modern element base and advanced technical solutions made it possible to significantly reduce the volume of the welding current source and place it in one housing with a feed mechanism with dimensions of 220´230´470 mm (W´H´L) and a weight of about 14.5 kg. The semi-automatic machine received a very high rating from professional welders, who ranked it significantly higher than its foreign analogues in terms of welding quality and ease of use. In addition, the development of a new generation charger for car batteries has now been completed and production has begun. The device is equipped with a digital indication of the charge current and a function for determining the health of the battery by indicating the voltage. Welding current is adjustable in the range from 0 to 6A. The device has small dimensions (95x100x210) and weight (1kg). Our products have a warranty period of 1 year. Service, warranty and post-warranty repairs are carried out by the manufacturer in the shortest possible time. Our company is open to mutually beneficial cooperation, both in the field of sales and development of new equipment. We monitor trends in the power electronics market and try to maintain an optimal price-quality ratio so that our TITAN-BC welding machines are available to the widest possible range of potential buyers.
Detailed information about our company and products can be found on the website https://www.urzp.ru/
urzp.proelectro.ru
Welding machines Titan
Titan welding inverters have established themselves as high-tech, easy-to-use and inexpensive devices. In the model line of this manufacturer you can find equipment intended for professionals and home use. Titan inverters and semi-automatic machines are compact in size and provide high-quality welding of metal products.
These modifications of inverters are equipped with special systems that regulate the feed speed of the working wire, which in turn can significantly improve the quality of welding and make the connecting seam as strong and invisible as possible. The ability to adjust the operating current of the equipment allows the use of welding inverters to work with metals of different refractoriness characteristics. The latest technologies are used in the production of these inverters, which can significantly improve their performance characteristics.
Semiautomatic welding machine Titan PISPA 165
The Titan 165 semi-automatic model undergoes the necessary factory tests during production, which guarantees a complete absence of defects, excellent performance indicators and equipment power. The advantages of this model of semi-automatic welding machines include the following:
- Low energy consumption.
- The operating current power reaches 160 Amps.
- Availability of Euro connector.
- High efficiency.
- Possibility of high-quality work even with thin metal.
- Affordable price.
- Compact sizes.
- Availability of a built-in ventilation system.
- Ease of use.
Titan PISPA 195
This is a universal model, which is simultaneously intended for professional and household use. It is characterized by increased power, reliability and has a high operating current of 180 Amps. The compact dimensions of the PISPA 195 inverter make it easy to move it from place to place, while it is easy to operate, which allows it to be used even by homeowners who do not have any experience in carrying out similar work.
Titan PISPA 215
The Titan PISPA 215 inverter model is popular among professional welders who appreciate the simplicity of the design, reliability and power of this model of welding machine. This inverter, thanks to the built-in cooling system, allows you to operate at maximum power for a long time, which increases the efficiency of using such equipment. The power of this inverter model is 250 Amperes. Such power characteristics are sufficient for working with refractory metals of large thickness. The advantages of this model include excellent welding quality, low power consumption, affordable cost and the ability to work with various metals.
Inverters Titan
In the product line of this manufacturer, buyers will be able to find both household models, of which we can note the semi-automatic PISPA 165, and powerful inverters 215 models and higher, designed primarily for professional use. Such welding equipment is manufactured using modern, reliable IGBT transistors, which guarantees the efficiency of the equipment. The use of an inverter circuit allows the equipment to be reduced in size, increases its power ratings and ensures excellent welding quality. Both a professional and an ordinary homeowner can work on such semi-automatic machines.
svarkagid.com
DIY Telwin 165 inverter repair
In this article, we will slightly lift the curtain on the everyday life of a regular service center for the repair of welding equipment. Today we present to your attention the repair of the Telwin Force 165 welding inverter. Perhaps, after reading the information provided, you will be able to fix some problems yourself. And remember, do not undertake repairs if you are not confident in your actions, as a result, it will always be expensive.
No matter how trite it sounds, repairs begin with disassembling the device. First, remove the handle, which is secured with 4 screws. Then unscrew 2 screws located on the plastic part (holding the front and back panels) and 2 screws that secure the case on the sides). Also, be sure to remove the current control knob by pulling it towards you, because it will prevent the front panel of the inverter from being separated from the overall body.
Diagnostics begins with a superficial inspection of the board. You need to look carefully to see if there are any burnt out tracks, damaged elements, or the like. A quick inspection immediately shows that the charging resistor, which is responsible for the smooth charging of the capacitors, has failed.
Without it there will be a big hit to the network. The fact that the charging capacitor has burned out indicates 3 things:
- Broken diode bridge
- Electrolytic capacitors are broken;
- Power switches – IGBT transistors.
Let's start calling
It is better to start testing from the output terminals, this way the suitability of the output diode bridge is checked.
Then they check
- input bridge on the back of the board;
- diode bridge for short circuit;
- high side capacitors;
- IGBT power transistors need to be measured between the drain and source, that is, between the collector and emitter.
In this particular case of Telwin Force 165 repair, it was the transistors that failed.
Usually, when transistors burn out, drivers also burn out. In this case, the transistors need to be removed. After dismantling the transistors, you need to check the serviceability of the drivers. To do this, find resistances of 15 ohms and ring them in the tester's dialing mode. If they are intact, there is a high probability that the driver is good. If these resistors are broken, then you will have to completely check the driver. Diodes and transistors are located nearby; they are checked for breakdown.
Before turning it on, you need to make sure that there is no short circuit at high (that the short circuit was actually in the transistors). We check on capacitors.
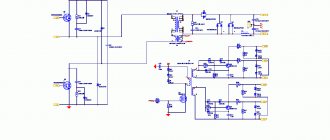
The topology of this inverter, Telwin 165, is an oblique half-bridge. The output transformer is connected between the transistors. Why is it called that, an oblique half-bridge? The transistors are turned on as if obliquely. The other oblique arm of the bridge contains discharge diodes. They need to be called in advance, because when transistors break down, very often these diodes also break down.
Suppressors - transistor snubbers - are also checked. They rarely fly out.
If there is no short circuit, you need to apply power and use an oscilloscope to see what signal is received by the transistors. Many repairmen look at the waveforms on the gates, but we recommend soldering a 220 -1000 pF capacitor from the emitter to the gate. This simulates gate capacitance and loads the driver circuit. So the entire output transistor driver thinks it is driving the transistor's gate. The oscillogram will be approximately the same as when working with a real transistor. Without load everything can show well, under load we will see what the shape will be.
Before connecting the power, you will definitely need a hundred-watt light bulb with two wires. Unless you are an experienced repairman, you will need to trim the trace on the board. The fact is that you may not notice a shorted transformer, a broken snubber, diodes, etc. Cutting the supply path will save you from costly failure of all power.
After any manipulation, when you turned on the power and then turned it off, you need to discharge the capacitors on the light bulb. The voltage on them is lethal, 310V, it can even be fatal.
During the adjustment process, a light bulb is soldered between the two cut tracks, which limits the current flowing through the output part. And even if something is wrong somewhere (the frequency is too low, transformers are broken, the output is broken, etc.), the light bulb will simply light up at full intensity, and everything else will remain intact.
In the Telwin Force 165, the circuit is constructed as follows: as such, there is no control room, but... through a resistor, the mains voltage (310V) charges the capacitors, which feed the PWM and it tries to start the power part with short pulses. At the moment the power section is started, the tap from the power transformer, through a diode and crank, begins to power the entire circuit. The entire circuit “starts up” - at this moment the relay clicks and the fan turns on. In this way, the inverter is started, i.e. it operates on self-feeding (not from the duty room). If you turned on the inverter and the relay clicked, the fan rotated - this means that the power “started up”.
In the specific board under consideration, when power is applied, there should be short “packs” of pulses at the pins shown in the photo between the emitter and the gate - startup attempts - approximately once every second.
To check, you need to solder the negative probe of the oscilloscope to the emitter.
Important point! The voltage you supply must be galvanically isolated from the mains so that the oscilloscope and all other devices you connect do not fall under the phase (including the person who is repairing the inverter).
Another oscilloscope probe is placed on the gate and power is applied.
A series of trigger pulses should appear on the oscilloscope screen. This means that the driver, the TGR, and the transistor that controls the TGR are all in working order.
Then, the power is turned off, the capacitors on the light bulb are discharged and a switch is made to the other arm.
The impulses on the other shoulder are checked. Using an oscilloscope, you can measure the peak-to-peak and calculate their duration.
We solder the entire final cascade and try to start it, because everything is working as normal, as evidenced by the test described.
When installing new power IGBT transistors, all surfaces of the aluminum radiators to which they will be adjacent must be perfectly clean: cleaned of any contaminants and washed with alcohol.
Run your finger over the radiator where the transistors are installed: there should be no inclusions, the holes for the threads should not be burred and should not rise (when a screw is unscrewed, it is as if they are “pulling out” the threads from aluminum - you get a bump).
You need to make sure that there are no inclusions on the IGBT transistors, because any grain of sand will create a gap between the transistor and the heatsink, and accordingly, the heat sink function will not be fully performed.
KPT-8 paste ( Organosilicon Paste Teploconductive ) GOST 19783-74, used to improve heat transfer between powerful electronic components and the radiator, must be applied to the transistor exclusively from a tube . There is no need to scoop the paste out of the jars with spatulas.
The paste should be spread in as small a layer as possible and only on the metal part. When tightening the transistor, it should barely come out from under the housing. A thick layer leads to deformation of the transistor.
Radiators with transistors are installed back on the board and sealed. A light bulb is soldered into the technological section of the board track, which was mentioned earlier, and then power is supplied. The relay should click and the fan should turn on, this means that the power unit has started. If the light does not light, this indicates that everything is working normally and the quiescent current is normal.
We need to check the exit. Voltage should appear at the inverter output terminals. Carry out all work very carefully, because at the time of testing the circuit is under a high voltage of 310V DC!
A small 40 W light bulb is connected to the output terminals and if everything is normal, it should light up - the power part is in working order.
Next, the board is washed with isopropyl alcohol to remove the soldering flux, the “broken” track is restored and loaded onto the rheostat (the output current is checked).
The current regulator is set to minimum and a rheostat is connected. The probes are installed and the idle voltage is removed. The load is connected and the current is adjusted using the inverter handle. In this particular case of repair, the current was not regulated, i.e. was constantly at its maximum value. If the load were not a rheostat, but a real welding electrode, at the first contact with the metal with this electrode, the entire power part would burn out again, since the inverter constantly operates at its maximum power! It turns out that the original problem that led to the breakdown was the lack of current regulation. This suggests that the fault is somewhere in the master oscillator. The effect of the knocked-out force has already been repaired, but the cause needs to be looked for.
The transformer through which the primary winding of the power transformer passes is responsible for regulating the current. It is necessary to check the integrity of the secondary winding of this control transformer. The LM324 opamp makes a comparison between the set position of the current control knob in one arm and the data obtained from the trance shown in the photo in the other arm.
The results obtained by the op-amp are fed to the PWM microcircuit (the master oscillator for the operation of the entire power section) and the output current depends on the duration of its pulses. The duration of the pulses is set by the operating microcircuit based on the data received between the installed handle and what came from the transformer. In this case of repair, this scheme does not work. The reason needs to be established.
By replacing the LM324 comparator chip, the problem was solved and the inverter repair was completed. Further tests on the rheostat showed that the device is fully operational, and the current adjustment knob works as it should.
Source: Powerful Electronics
LLC "Ural Plant Promelektroniki" - Welding inverters and chargers
LLC "Ural Plant Promelektroniki" produces professional welding equipment under the TITAN-VS brand and is engaged in developments in the field of power electronics.
Our TITAN-VS welding machines and other products are produced based on our own developments. The plant carries out a full production cycle of welding equipment - from incoming inspection of component parts to output inspection of finished products, as well as their testing under extreme operating conditions. All products of the plant are certified, have an image of good quality, and have their own brand of welding machines TITAN-VS
Products of this brand are recognizable and in demand, and are of great interest to professional welders, for whom high productivity is very important. Currently, a series of welding machines is produced, including the following models: TITAN-VS 160A (5kg), TITAN-B 180A, 220A, 245A (9kg). Models for 220A and 245A also have a modification with a built-in indication of the welding current value.
TITAN-VS welding machines are designed for manual arc welding of any metals up to 20 mm thick with electrodes of any brand, as well as for argon arc welding and aluminum welding using special electrodes. The stability of the arc, ease of setup, the ability to operate from a lighting network, and mobility make them attractive to professionals and amateurs. Low electrical energy consumption in idle and short circuit modes does not lead to network overload, unlike traditional transformer welding machines. Thanks to this, our products have found wide application at such enterprises as OJSC NTMK, OJSC VSMPO - AVISMA, housing and communal services repair services, and installation organizations. In addition, the TITAN-VS 180A welding machine can be powered by a mobile power station with a power of at least 6.5 kW, which allows it to be used in field conditions far from stationary energy sources.
A distinctive feature of our welding machines is:
- ease of use
- high quality weld
- ease of arc maintenance
- low spatter when welding
- no increased requirements for personnel qualifications
But the most attractive feature of TITAN-VS welding machines is the possibility of continuous operation throughout the entire shift (the time when the electrode is changed is enough for the machine to recover).
All our welding machines come with a set of welding cables and a carrying bag. It is also possible to supply network extension cords with a length of 15 and 30 meters. A new direction of our activity was the beginning of the production of semi-automatic welding machines for welding in an inert gas environment with steel wire Æ 0.6 - 1 mm. The use of modern element base and advanced technical solutions made it possible to significantly reduce the volume of the welding current source and place it in one housing with a feed mechanism with dimensions of 220´230´470 mm (W´H´L) and a weight of about 14.5 kg. The semi-automatic machine received a very high rating from professional welders, who ranked it significantly higher than its foreign analogues in terms of welding quality and ease of use. In addition, the development of a new generation charger for car batteries has now been completed and production has begun. The device is equipped with a digital indication of the charge current and a function for determining the health of the battery by indicating the voltage. Welding current is adjustable in the range from 0 to 6A. The device has small dimensions (95x100x210) and weight (1kg). Our products have a warranty period of 1 year. Service, warranty and post-warranty repairs are carried out by the manufacturer in the shortest possible time. Our company is open to mutually beneficial cooperation, both in the field of sales and development of new equipment. We monitor trends in the power electronics market and try to maintain an optimal price-quality ratio so that our TITAN-BC welding machines are available to the widest possible range of potential buyers.
Detailed information about our company and products can be found on the website https://www.urzp.ru/
www.proelectro.ru
Welding device Titan: equipment features
The Titan welding inverter is an excellent assistant for a person who knows a lot about welding, as well as for someone who just wants to understand this matter. The welding machine of the Titan model line is intended for household as well as professional activities. The Titan 165 device makes it possible to carry out high-quality connections of metal parts, and the seam looks smooth and neat.
The welding unit has a fairly smooth adjustment of the working wire feed. There is also a smooth adjustment of the operating current of the equipment. It is worth noting that these two features allow the device to achieve popularity in its class of devices. In the production of equipment, Titan uses the latest technologies, carefully selected materials and parts.
Each welding unit of the product line of the company in question undergoes quality testing in the factory, which practically guarantees optimal power indicators, as well as significant productivity. The welding unit has many beneficial advantages that are also worth attention. In this regard, we will try to consider all the useful qualities of the company’s device.
Advantages:
- High power;
- Professional power equipment;
- High-quality work with thin metals;
- High efficiency factor (efficiency);
- Euro connector;
- In MIG/MAG welding modes, the operating current reaches 160 A;
- Low power consumption at idle;
- Excellent quality of joining metals and alloys;
- Saving electrical energy;
- Low cost;
- Equipment ventilation system;
- Compactness;
- Ease of use that does not require a qualified welder.
Specifications:
- Supply voltage – 220V (working in unstable network conditions is possible);
- Operating parameter limits – 30-160 A;
- Welding wire diameters – 0.6-0.9 millimeters;
- The switching duration at a current of 140 A is 35%;
- Equipment weight – 11 kilograms;
- Manufacturer – Russia.
PISPA 195: description
The welding machine in question, produced by the Titan company, just like the previous machine, can be used in professional activities, as well as for domestic purposes. A neat and high-quality weld is not a problem if you have a model 195 metal joining machine.
Smooth wire feeding and adjustment of operating currents are two positive qualities that are inherent in most Titan products. In the production of devices of this class, only high-quality materials and modern technological developments are used, which, in fact, is why they are so popular among welders.
The ability to adjust the operating current makes it possible to carry out work, while saving energy. Each device for joining materials is tested by Titan for quality, thereby guaranteeing optimal performance and power. Let's get acquainted with the features of this device.
Peculiarities:
- High power during operation;
- Ability to work with thin metals;
- The operating current reaches 180 A;
- Low energy consumption along with high efficiency;
- Insignificant energy consumption at idle;
- Excellent quality side of the seam connecting metals;
- Relatively low cost of production;
- Energy saving;
- Compactness;
- Convenience during work;
- Ventilation system.
Specifications:
- Supply voltage – 220V (works from an unstable network is possible);
- Operating current limits – 30-180 A;
- Working wire diameters – 0.6-1.0 millimeters;
- PV at 160 A is 35%;
- Equipment weight - 12.5 kilograms;
- Manufacturer – Russia.
PISPA 215: description
The welding machine, popular among professional welders, the Titan PISPA 215 model is also well suited for both professional and domestic activities. However, the Titan 215 device can most often be found in professional activities. Regarding the scope of application of the device, it has been expanded to the maximum, and allows the equipment to be used in construction, housing and communal services, everyday life, auto repair shops, used by emergency services, etc.
The equipment is extremely convenient due to its compactness, low weight, and the absence of the need for professional welding skills. Thus, the welder, even if he does not have certain skills, will most likely be able to make a high-quality connection, and the welding seam will be smooth and accurate.
The welding machine has a smooth feed of the working wire, and also allows you to adjust the operating parameter depending on the needs, thereby contributing to the expedient waste of electrical energy. In the production of Titan devices, only high-quality materials are used that have undergone detailed testing for strength and other parameters. Modern technologies used in Titan equipment can boast of the convenience that is achieved with the purchase of the device.
Peculiarities:
- High power;
- The operating parameter reaches 215 A;
- High efficiency coupled with low energy consumption;
- Confident work with thin metals;
- Less energy consumption of equipment at idle;
- Product quality;
- Low cost;
- Durable metal connection;
- No welder qualification required for work.
Specifications:
- The supply voltage is 220V (operation is available under unstable network conditions);
- Operating current limits – 30-220A;
- Working wire diameters are 0.6-1.1 millimeters;
- The weight of the equipment is 12.5 kilograms;
- The country of origin of the equipment is Russia.
Popular models
Popular Titan models:
- Semi-automatic PISPA 165;
- Semi-automatic PISPA 165S;
- Semi-automatic PSIPA 195;
- Semi-automatic PISPA 215;
- Inverter BIS 1300;
- Inverter BIS 2200;
- Inverter BIS 230.
All devices manufactured by Titan are manufactured on the basis of modern IGBT transistors, using the latest inverter circuit. It is worth noting that this technological development makes it possible to carry out welding for a long time, while achieving high quality welding seams. The qualitative side is precisely the moment that requires a lot of attention. However, the evaluation of the device before choosing it must be carried out from all sides.
Similar articles
goodsvarka.ru
Resanta SAIPA 165: main technical indicators
Let's look at the main indicators of Resant SAIPA 165 and the nuances of welding with it:
- Wire feed is directly dependent on current strength. This helps to avoid current short circuits and arc breaks during welding;
- The current strength is adjusted according to the selected cross-section of the electrode. The higher it is, the deeper the penetration of the metal;
- Welding speed allows you to control the quality and geometry of welding work. At high speeds, the wire has a chance to go beyond the protective sphere and oxidize. At low speeds, the weld pool increases and the likelihood of pores forming in the weld increases;
- The arc voltage is controlled by the selected current value. As this value increases, the penetration deepens and the seam becomes wider. Increasing the value too much leads to metal spattering and the formation of voids in the seam;
- The shielding gas and its quantity depends on the cross-section of the electrode, welding speed and air circulation around. If there is a need to increase gas protection, then the welding speed must be reduced and the nozzle should be brought directly to the surface to be welded;
- The polarity is set in reverse, the burner is connected to the “plus”, and the metal to the “minus”. Welding without gas is carried out in the straight polarity position;
- The inclination of the electrode affects the depth and quality of the seam. If the metal being welded is thin, then it is necessary to tilt the wire forward. With reverse tilting, the depth of the seam increases, and visual control over the progress of work improves.