Typical disk sizes for angle grinders
All interchangeable wheels have standardized sizes, so for any model of grinder you can choose a suitable size disk, even if it is “non-original” (from another company). The table below shows the typical dimensions of cutting discs in terms of thickness, diameter of the circle and seat:
| Circle diameter, mm | Thickness, mm | Mounting socket, mm |
| 115 | 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 | 22,00; 22,23 |
| 125 | 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 | 13,20; 22,23 |
| 150 | 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 | 13,20; 22,23 |
| 180 | 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 22,23; 32,00 |
| 230 | 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 22,23; 32,00 |
The larger the diameter of the circle and its thickness, the thicker the products it can cut. Please note that the diameter of the disc should not exceed the permissible size for a particular grinder model. Thus, a 230 mm disc cannot be placed on an angle grinder with a maximum allowable wheel size of 125 mm. Such actions will force you to remove the protection, which is a violation of safety regulations, and will lead to an increase in the linear speed of the cutting edge, which is why the disk can simply fly apart during operation and injure the operator.
The diameter of the seat in most grinders is 22.23 mm, 13.20 mm is less common, and the diameter of 32.00 is relevant only for large disks. Pay attention also to the linear speed of rotation of the disk. For example, if the disc’s marking indicates a speed of 13,000 rpm, this means that your grinder must also produce such revolutions in order to work with it.
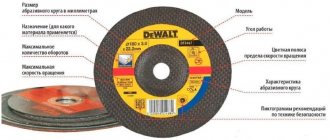
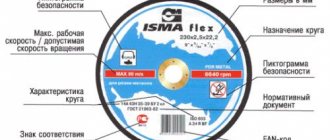
You can understand what material the nozzle can work with and what its typical dimensions are by looking at its markings on the front side. If you came to the store and picked up the disc, you can see the following:
We would like to note that sometimes the buyer may encounter non-standard nozzle sizes, and this may apply to both diameter and thickness. This often happens when purchasing “no-name” disks of unknown manufacture. We still recommend buying branded discs, since unknown ones are erased faster, and in the end you have to pay more.
How to properly cut metal with a grinder. Practical tips and advice
If long pipes lie on supports, you need to cut off their overhanging edge. If you cut them in the middle, then due to its own weight the metal will bend and jam the disk.
If you do not have the skills to handle an angle grinder, then before starting work you should learn how to cut unnecessary parts.
The cutting wheel only takes radial forces. Attempting to change the cutting plane while the blade is inside the metal part will result in its failure.
The heel of the disc (the near lower part of the circle) cuts metal more efficiently.
In order for the grinder and discs to serve for a long time, every 5-7 minutes of work you need to take a break for 20-30 minutes. This rule is especially important for low-power angle grinders who are afraid of overheating.
To increase the service life of discs, especially expensive ones, and to cool the metal, the cut area should be watered with water. It is advisable to carry out the work together.
Aluminum is a very viscous metal. When cutting a piece of large thickness, you need to drip kerosene into the seam, observing fire safety rules.
For molding, cutting tin, and figured carvings, you should use worn out disks - “bits”, so you shouldn’t throw them away right away.
It is correct to cut the corner not in one step, but separately both shelves.
If pipes, angles, or fittings are long enough to rest on supports, cut the overhanging edge correctly. If you cut between the supports, the part will bend due to its own weight and jam the disk.
Parts of large thickness are cut only in a straight line. If you need to cut out a shaped part, first straight cuts are made, then the remaining unnecessary parts are removed.
You should not put pressure on the grinder. This will lead to jamming or breakage of the disc and overheating of the angle grinder. If the cutting process is slow, the blade should be replaced.
The resulting cut should not be processed with the side of the disk. A different type of disk is used for this.
Molten particles of metal and abrasive, falling on plastic products, glass and car headlights, stick to them, and then it is almost impossible to remove them. Therefore, they must be removed or protected before work begins.
Cutting discs
Cutting discs are most often used when working with an angle grinder. The following nozzles are distinguished by purpose:
- For metal. Such cutting wheels are made from electrocorundum or crystalline corundum. In this case, a bakelite bond is often used inside the product. Depending on the thickness and size, the disc can cut metal profiles, stainless steel, heating pipes, etc. GRAFF GADM 115 10 is one of the representatives of inexpensive metal discs.
- For stone and concrete. Circles for cutting stone and concrete are made of silicon carbide. Please note that the disc is intended for relatively “soft” materials, such as white brick and slate (harder ones will require a diamond wheel).
- For ceramic tiles and concrete. This attachment is designed for cutting paving stones, ceramic tiles, red bricks, cutting strips for gating, etc. The disc itself is made of metal with diamond chips applied to the cutting edge. There are solid all-metal and segmented discs. The first ones are intended for wet cutting (cooling with water), as they become very hot during the process. Segmented ones are convenient for dry cutting, and they are the most popular among diamond blades. Here, for example, is a high-quality, durable segmented disk Makita B-28086 for cutting concrete and stone products.
- For wood . Discs for processing wooden structures are made of tungsten carbide or metal with abrasive coating. The first ones are designed for cutting hard and soft wood, plasterboard, gas silicate and MDF. The second one can also cut metal and even wood with nails (but this needs to be checked experimentally). Bison Professional 36859-125 is just such a representative of the “nail saw”.
- Universal. These attachments can cut almost all types of materials (for wood, it is better to take a direct-use attachment). In particular, they are convenient to use when you have to cut different materials in one working day, and you don’t want to waste time changing the nozzle. Universal models even cut reinforced concrete. However, they are often quite expensive, and sometimes it is more profitable to buy two disks for different types of materials being processed. Of the good universal circles, we can recommend Wolverine 100125, which is suitable for both wet and dry cutting.
Types of diamond blades for metal
Diamond blades vary in purpose, design, and manufacturing technology.
- If they are a round steel plate with a strip of diamond grains applied to its outer edge, they are called solid.
- If they have slots from the edge to the center for approximately 10–15% of the diameter, necessary for heat dissipation, they are called segmented. They can operate at high speeds.
- If an oblique notch is applied to the surface, then this is a turbo. They are more durable.
- A diamond cutting disc with slots and serrations is the most productive and is called turbo-segmented.
The marginal strip of grains is called the cutting edge. Diamond grains come in different sizes and are attached to metal in different ways. The size of diamonds determines work efficiency and working life. Large grains wash the metal being processed better, but wear out more quickly. Small ones work more accurately on metal, but their productivity is lower. But they have a higher working resource.
Diamond grains are attached to a steel plate in various ways: soldering, laser welding, and electroplating. The purpose of the tool also depends on the method of fastening. Discs with soldered grains are used in conjunction with water cooling. Galvanically bonded grains work well with soft materials. Diamond blades with welded grains are good for cutting hard metal alloys.
Diamonds are fixed in the working rim in a certain order. There are disks with a uniform distribution, when segments of the same length contain the same number of crystals.
But there are products in which diamonds are placed at a certain frequency (sandwich). They have greater productivity, exert less pressure on the tool, are better cooled and distribute forces more evenly.
Roughing
It’s worth mentioning right away that roughing and grinding discs go hand in hand, and in many stores in the “type” parameter of the attachment it may be written: “roughing grinding disc.” In our article we will divide this “couple” into two types. Peelers in this context are an attachment for freeing the structure being processed from the outer layer, for example, from rust. There are the following peeling attachments:
- Cord brushes. Cord brushes are disc or cup-shaped. Disc ones are convenient for cleaning vertical structures, for example, a tubular fence, and cup-shaped ones are used for cleaning horizontal surfaces. So cord brushes are very convenient for cleaning a car body after welding or removing rust. Here is an average-priced brass cord brush STAYER 35125-150:
- Roughing discs. Sanding discs, like cord brushes, can be flat or cup-shaped. They are intended for cleaning welds and preparing metal surfaces for grinding.
Some features
It often happens that the metal must not only be cut, but also polished. In this case, you should choose a special cutting wheel of the grinding and polishing type for the grinder.
In some individual cases, you can install a circle with replaceable sandpaper and other types of coatings on the grinder. Their diameter can vary, ranging from 125 and above.
Video:
At home, for these purposes it is best to use a circle of 125 millimeters.
If you need to grind or polish a metal surface with a grinder, you will need to additionally purchase a special fine abrasive paste or an appropriate liquid composition.
Such a disk, if the technological process is strictly followed, will make it possible to completely rid the metal surface of various roughnesses and irregularities.
Such circles are classified primarily by surface type, as well as by outer diameter, starting from 125 millimeters.
With their help you can work not only with steel, but also with aluminum.
There are special grinder wheels designed for sharpening a wide variety of metal tools.
IMPORTANT TO KNOW: Metal laser cutting machines
In this case, three separate types can be distinguished, namely cutters, abrasive grinders, and diamond-coated ones.
The cutter disc is used primarily for roughing metal and aluminum surfaces.
In turn, the abrasive wheel allows you to roughly process a metal surface, for example, to clean a welded joint and sharpen a wide variety of cutting tools.
Video:
Grinding grinder wheels with grinding diamond coating allow you to work on the periphery of the metal surface.
When choosing this type of circle for an angle grinder, you should pay attention to parameters such as thickness, outer diameter, and surface type.
For household work, a circle of 125 millimeters of medium thickness is best suited. Wheels of this type can also be used when working on aluminum.
Grinding
Grinding wheels are used for polishing concrete, metal and wooden surfaces for painting or priming. Attachments for circles can be made of sandpaper, felt and even felt. In turn, the design of sanding wheels can be petal or flat (put on a wheel).
Each grinding disc has its own grit size. It is selected depending on the work being performed. Below is a table for selecting wheel grit depending on the type of grinding:
| Types of grinding | Recommended grit number |
| Flat | 16 — 36 |
| Round roughing | 24 — 36 |
| Round finishing | 60 — 100 |
| Finishing a multi-blade tool | 170 — 220 |
| Finishing | 180 — 320 |
| Thread grinding | 100 — 280 |
Scope of use
Wheels are widely used for sharpening, grinding and cutting metal and hard non-metallic surfaces.
They are equipped with:
- petrol cutters;
- angle grinders;
- tile cutters;
- stone cutting stations;
- wall chasers;
- cutting machines;
- other special equipment.
Divided into the following categories:
- Sharpening. They have found their application for sharpening hard alloy tools. They feature a continuous working surface and fine grain size for a high-quality surface.
- Cut-off. Flat shape, mainly used for cutting metal products. The working part can be segmented or solid.
- Grinding. Scope of use: removing old paint layers, sanding various surfaces, roughing work, and so on. Available in dish-shaped or bowl-shaped.
Based on the type of cutting edge, devices are divided into:
- Turbo segment. The cuts and notches are combined.
- Segmented. The cutting surface is equipped with cuts that divide it into segments. They are distinguished by fast cutting and quality of work.
- Turbo. The working part is equipped with notches along the edges. Visually resembles a turbine. This allows for improved heat dissipation, thereby increasing performance.
- Solid. The cutting surface is solid, which makes it possible to make precise and high-quality cuts, but slightly reducing productivity.
To summarize: how to choose a disc for an angle grinder?
To properly buy a disc for an angle grinder, you need to:
- Know the maximum size of disks that your angle grinder can handle. You cannot take disks larger than the device allows.
- Know the maximum speed of the grinder . The higher the rotation speed of the angle grinder, the smaller the disk size it can work with.
- Processed material . There are discs for wood, metal and stone. There are universal ones that can cut almost anything.
- Socket size . The size of the wheel seat must correspond to the same parameter in the angle grinder.
- Manufacturer . Do not buy frankly cheap discs or unknown products like hot cakes in the school cafeteria, and the savings will be minimal.
Tips on how to extend service life
What type of diamond blades do you work with most often?
SolidSegmented
There are a few simple tips to ensure that a newly purchased cutting wheel lasts as long as possible and works out the entire amount spent on it:
- Discs with a larger wheel diameter will work longer because they have a low load on the cutting crystals (but remember that the size of the wheel must be selected according to the type of mechanism!).
- The more powerful the tool, the more stable its speed, thus the disc wears out less.
- Choosing the right disc type for the material.
- Never exceed the permissible speed.
Selection by size
The outer and inner diameters of the circle are indicated on the main surface of the consumable. There are 9 standard external sizes from 125 to 500. The indicator is selected taking into account the class of the angle grinder. It is strictly forbidden to work with a larger circle. Only for large professional tools can you purchase consumables of any diameter.
The inner or bore diameter must match the size of the drive shaft. Most shafts are produced with a diameter of 22 mm, so 22.2 mm is an almost universal mounting diameter. Both sizes must fit the instrument model!
Instead of an epilogue
An analysis of the modern Russian market for cutting wheels for angle grinders revealed that the lower segment is the most popular and potential buyers prefer to sacrifice wear resistance for the sake of a high-quality, but short-lived cut. This segment is tightly occupied by completely different manufacturers - domestic, Western, and Asian. The middle segment is the most unclaimed, which is due to the low need for it among semi-professionals. At the same time, the professional and premium segments are also in demand, however, only for a very narrow circle. Basically, consumers are large specialized organizations.
Encoding
The circle specification is encoded in four characters, Latin letters and numbers:
- the first letter indicates the material of the abrasive chips: AS - white electrocorundum, it is suitable for working on stainless steel, because the alloy contains practically no chlorine, sulfur and iron, which increase the cutting temperature; A - electrocorundum; C - silicon carbide - such circles are used to cut tiles and stone, but not metal;
- number - indicates the number of abrasive grains per unit area. The higher the number, the smaller the particle size. For cutting steel, larger grains are used - 24, 30; for working on soft non-ferrous metals, smaller ones - 60 or 40;
- the Latin letter is the hardness of the ligament. The first letters of the alphabet are the softest letters, the further from the beginning the harder. The softest bonds are selected for processing the hardest metals! You need to know this important ratio when choosing consumables for an angle grinder. During cutting, worn particles fall off and new ones, not yet dulled, come into play. If the bond is too tight, the cutting disc becomes “greasy”: it heats the metal and makes cutting difficult. At the same time, a circle with an overly soft bond wears down faster;
- the last Latin letter (or pair) is the name of the binding material, most often bakelite. Denoted as BF.