Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Холодный метод ковки
Большая часть работ холодной ковки выполняется на специально спроектированном для этих целей оборудовании. Можно назвать определенный перечень оборудования, который применяют для холодной обработки металла. Как правило, такое оборудование показывает свою эффективность при выполнении больших объемов работ при архитектурном оформлении зданий и сооружений.
Среди оборудования, применяемого при получении изделий холодной ковкой можно назвать следующее:
- торсионный, с его помощью выполняют кручение прутка вдоль оси;
- волновой, на нем выполняют различные волнообразные детали.
Всего парк оборудования для холодной ковки насчитывает порядка десятка единиц. Некоторые работают от мускульной силы оператора, некоторые от электрического привода. Некоторые умельцы занимаются самостоятельным изготовлением подобного оборудования.
Виды кузнечной обработки
Существуют основные виды ковки металла:
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.
ПОСМОТРЕТЬ Индукционный нагреватель на AliExpress →
Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Операции рубки, разрубки и обрубки металлических заготовок
Операции рубки: а. отрубка при помощи зубила; б. отрубка при помощи зубила и подсечки; в. разрубка отщепов в тисках; г. продольная разрубка; д. вырубка (просечка).
Рубку заготовки производят затем, чтобы разделить ее на элементы. Чтобы металл разрубить, его необходимо нагреть до температуры темно-красного каления, положить на наковальню и, приставив специальное зубило, прорубить приблизительно на 75 процентов толщины. После этого изделие переворачивается и рубится зубилом, на этот раз до конца.
Если вы при рубке работаете с горячим толстым металлом кузнечными зубилами, то не забывайте время от времени охлаждать инструмент, поскольку при длительном соприкосновении с раскаленной металлической заготовкой лезвие зубила может опуститься. Потом, чтобы вновь работать инструментом, с него нужно убрать посредством легкого постукивания водяные капли.
Проведение разрубки (не путать с рубкой) позволяет только надрубить металлическое изделие. Такая операция очень часто используется художниками-кузнецами при ковке. Прорубленные части впоследствии вытягиваются, закручиваются, подвергаются разным приемам ковки и в итоге приобретают вид цветов, листиков и завитков. Особенно популярна операция разрубки для производства светцов, жиковин и пр.
Заготовка разрубается только с одной, лицевой стороны. Сперва выполняются легкие удары, чтобы разрубалась только канавка. Заготовка должна быть слабо нагрета, что даст возможность не спеша раскраивать изделие. Когда заготовка раскроена, металл нагревают до высоких температур и одним резким ударом прорубают.
Обрубка используется для того, чтобы снять слой металла по наружному контуру. Это действие еще называют обсечкой. К ней часто прибегают в процессе ковки сложных декоративных форм: жиковин, накладок и пр.
Процесс вырубки является аналогичным обрубке, только при этом металл отделяется по внутреннему контуру. При выполнении этих приемов используются полукруглые, угольные, прямые и другие кузнечные зубила.
https://moyakovka.ru/youtu.be/ezdpKqWJnq4
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка.
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
- Кузнечный очаг → ПОСМОТРЕТЬ на AliExpress
- Наковальня → ПОСМОТРЕТЬ на AliExpress
- Клещи.
- Молот → ПОСМОТРЕТЬ на AliExpress
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
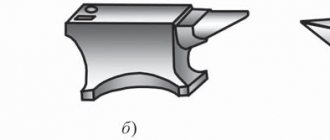
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Немного истории + интересные факты
Интересно, что одна из наиболее распространенных фамилий во всем мире пошла именно от кузнечного дела. В России это Кузнецов, во Франции Ферран, а в Британии Смит. Это показывает, насколько данное ремесло было и остается распространенным в этом мире.
Принято считать, что основой слова «коварство» является такое глагол, как «ковать». Дело в том, что большинство племен и народов считали, что кузнечное дело – это что-то малопонятное и покрыто страшной тайной. Кузнец (коварь) делал ковы, вязал путы, и со временем слово «коварство» стало синонимом к мудрости, умениям и навыкам. Спустя какое-то время оно стало синонимом к злобным планам и умыслам. Одновременно стали появляться такие распространенные словосочетания, как «ковать свое счастье» и «ковать судьбу», что носит исключительно позитивный характер.
При масштабной унификации производства и использования таких типов оборудования, как штамповочное, прокатное, использования управления посредством компьютерного обеспечения почти вытеснило кузнечное дело из индустрии, но, тем не менее, оно осталось и сейчас пользуется невероятной популярностью среди дизайнеров, а также специалистов, которые занимаются проектированием интерьера. Современный кузнец умеет делать такую продукцию, которую будут использовать в качестве оград, лестниц, а также в роли архитектурного оформления строений и прочее.
В 21 веке это привело к тому, что проектирование кованых изделий делаю в специальных программах-конструкторах 3D, которые предназначены для разработки деталей разного предназначения. Свободная ковка используется для многих видов металла. При помощи данной операции есть возможность сделать и предметы обихода, а также предметы, которые представляют собой исключительно художественную ценность.
К слову, данный способ обработки металла используют и в деле ювелиров. Кстати, самым ковким металлом считается золото, так как оно имеет невероятную пластичность, текучесть, тягучесть и много других свойств, которые дают возможность делать из него невероятно красивые и практически бесценные изделия. Вы можете посмотреть на фото и видео ковки металла, в частности золота. На практике чаще всего используют лишь два типа ковки – холодный и горячий.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.
Раскатка на станке
Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Технология проведения вытяжки поковки
Вытяжка металла: а. на ребре наковальни; б. при помощи задка кувалды; в. на подбойке; г. на парной подбойке; д. с верхней подбойкой; е. при помощи гладилки; ж. в оправках.
Операция вытяжки металла используется с целью увеличения длины изделия при одновременном уменьшении площади поперечного сечения.
Производится вытяжка заготовки следующим образом. Нагретый металл укладывается на наковальню, где вытягивается под ударами молотка или кувалды. Потом поворачивают изделие на 90 градусов и бьют по выпуклости от первого удара. Проделав еще несколько таких циклов, кузнец постепенно вытягивает металл.
Главным условием при осуществлении вытяжки является соблюдение квадратной формы поперечного сечения металлической заготовки.
Чтобы ускорить процесс вытяжки, можно осуществлять ковку на рог наковальни. Тогда изделие будет вытягиваться между парой выпуклостей, что ускоряет увеличение длины изделия.
Существует другой способ вытягивания заготовки — при помощи раскатки или разгонки. Как правило, раскатка имеет полукруглую форму. Направление вытяжки будет зависеть от того, как располагается раскатка на металле — поперек или вдоль.
Вытяжку на конце выполняют для изготовления светцов, жиковин, гвоздей.
Области применения стальных отливок и поковок
Стальное литье и ковка используются для производства деталей для следующих отраслей промышленности:
- нефтехимические заводы (например, кованые клапаны, кованые фитинги, фланцы и т. д.)
- производство электроэнергии и переработка отходов
- добыча и переработка полезных ископаемых
- сельское хозяйство и животноводство
- очистка воды
- воздухоплавание
- автомобильная промышленность (шкивы и шестерни)
- обработка материалов
- кирпичный завод
- асфальтовые заводы
- части ливневой канализации
- рендеринг растений
- железнодорожные пути
Пробивка отверстий, гибка и закручивание
Чтобы проделать отверстие в металлической заготовке, его необходимо пробить. Эта манипуляция производится в условиях высокой температуры. На участок, в котором планируется отверстие, монтируется бородок (пробойник), затем наносятся удары такой силы, чтобы пробойник вошел на 75 процентов толщины заготовки.
Пробивка отверстия в изделии: 1. Предварительная пробивка. 2. Переворот заготовки. 3. Окончательная пробивка.
Часть заготовки, где будет делаться отверстие, нужно положить на наковальню четко над ее круглым отверстием. Если оно не подходит по размеру (очень мало), тогда применяют отверстие в форме квадрата. После первых ударов под пробойником в нижнем слое заготовки наблюдается выпучивание. После этого изделие передвигается на лицевую сторону наковальни, при этом пробойник не вынимается, и производится небольшой силы удар по пробойнику. На выпуклом месте должен остаться четкий след того участка, в котором нужно установить пробойник для второго раза. Пробойник извлекается, затем изделие переворачивается и остуженный водой пробойник устанавливается точно на возвышение над отверстием, полученным после первых ударов. Необходимо учесть, что для этой работы нужно, чтобы у пробойника была конусообразная рабочая часть. Получаемое отверстие по размеру немного меньше диаметра пробойника. После этого в дырочку монтируют оправку такого же диаметра.
Гибка изделия под прямым углом: 1. На наковальне. 2. На образной оправке. 3. На скобе. 4. На выступе. 5. На вилке. 6. На плите со съемными штырями.
Чтобы полученное отверстие в заготовке имело форму квадрата, применяют нижнюю часть подкладки, удерживающей квадрат во время удара. Для формирования отверстия большого сечения используют рог наковальни: изделие прорубается, разводится самой большой оправкой, нагретое насаживается на рог наковальни и проковывается ручником.
При формировании отверстий могут применять секач, лезвие которого будет не прямым, а выгнутым.
Гибка поковки производится затем, чтобы придать изделию изогнутые очертания. Гибка толстых слоев металла подразумевает искривление исходной формы и величины поперечного сечения в области изгиба, тогда как при изгибании тонких заготовок этим можно пренебречь. Для устранения утяжки и искривления формы нужно перед тем, как начинать гибку, сделать осадку рабочей области. Заготовка будет утягиваться тем больше, чем меньше радиус закругления и чем больше угол сгиба. Посредством правки устранить утяжку нельзя, но можно вернуть путем проглаживания и правки исходную форму поперечного сечения.
Есть несколько типов гибки поковки:
Гибка изделия по радиусу: 1. На роге наковальни. 2. В приспособлении. 3. В вилке. 4. В вилке (с молотом). 5.На радиусной вставке. 6. На спирали с приподнятой центральной частью. 7. На оправке. 8. На клине.
Гибка под прямым углом с отсутствующим радиусом округления; выполняется в тисках. Нагретый металл сгибается на наковальне, зажимается тисами, затем происходит удар по торцу заготовки. В области сгиба наблюдается осадка материала (уплотнение), запас которого понадобится для выправления сгиба.- Гибка с углом. Проводится на ребре наковальни с нагретой областью сгиба. Металл монтируется таким образом, чтобы предполагаемое на нем ребро гибки соотносилось с лицевым ребром наковальни, после чего сверху прижимается кувалдой. Бьют ручником не по задней части изделия, а поближе к ребру.
Операция закручивания предназначена для того, чтобы развернуть один фрагмент заготовки относительно другого вокруг одной оси.
Возможны два способа закручивания:
- Фрагмент изделия закручивается на угол до 180 градусов. Операция проводится на роге наковальни на шпераке при помощи ручника. Если заготовки имеют незначительный размер — при помощи круглогубцев.
- Фрагмент заготовки закручивается несколько раз на 360 градусов. Относительно тонкие изделия закручиваются парой кузнецов: они вращают заготовку в противоположные стороны, захватив ее с обоих концов клещами. Для закручивания толстых изделий применяются вороток и тиски. Вилкой удобно фиксировать широкие ленты поковки.
В процессе скручивания металл должен нагреваться до температуры ярко-красного каления, иначе операция потребует гораздо больше усилий от мастера, а само изделие может деформироваться.
Преимущества и недостатки горячей ковки
Метод горячей ковки не предусматривает изготовление однотипных изделий. Поскольку при этой трудоемкой работе затрачиваются значительные человеческие ресурсы, то уникальные художественные композиции стоят недешево.
Таблица 2. Преимущества и недостатки горячей ковки
| Плюсы горячей ковки | Минусы горячей ковки |
| Эксклюзивность продукции: абсолютно одинаковые изделия отсутствуют | Низкая скорость изготовления |
| Широкий ассортимент: он ограничивается только фантазией кузнеца и заказчика | Высокие трудозатраты |
| Доступно изготовить изделие любой дизайнерской сложности | Невысокая точность при соблюдении размера |
| К подбору исходного материала не выдвигаются строгие требования | Невозможность массового производства |
| После горячей ковки упрочняется металл | Высокая цена |
| Обработанный горячим способом металл слабо подвергается коррозии и окислению | |
| У продукции горячей ковки высокая престижность |
Технология горячей ковки может подразумевать использование такого оборудования, как машинный, паровой или гидравлический молот. Но основная работа все равно выполняется руками.