Существуют разные приспособления для изменения формы и характеристик материала. Кованые изделия смотрятся актуально в любые времена. Чтобы выполнить ковку, нужно использовать специальное оборудование. Станки для художественной ковки можно купить в строительном магазине или сделать самостоятельно. Важно разбираться в технологиях ковки.
Станок для художественной ковки
Процесс ковки
Обработку металлических заготовок можно разделить на две группы:
- Холодный метод — изменение формы заготовки с помощью специального оборудования. Станки основаны на использовании рычагов, которые увеличивают усилие, передают его на материал. Не требует дополнительного обустройства мастерской, создания горна, покупки топлива для него. Металлические изделия соединяются с помощью сварочных аппаратов.
- Горячий метод — технологический процесс при котором материал разогревается до определённой температуры. После разогрева металл становится более пластичным и нужно применять меньше усилий для изменения формы заготовки.
Холодная ковка металла простой способ обработки. Горячий метод требует от кузнеца практического опыта. Однако при нагревании заготовок можно изготавливать изделия разной формы, изменять технические характеристики материала.
Мы проконсультируем вас по любым вопросам!
Машины для выполнения ковочно-штамповочных операций (так вернее, ибо какое-либо оборудование обычно создаётся под разработанную технологию, а не наоборот) — распространённый вид устройств для металлообработки.
Например, на машино- и приборостроительных предприятиях или заводах по производству металлоконструкций на каждые 5 металлорежущих станков обязательно приходится одна единица оборудования для обработки давлением. Причём не только металлов: например, те же ПЭТ-бутылки производятся на термопластавтоматах, которые тоже представляют специализированное штамповочное оборудование.
Инструменты и оборудование
Зависимо от того, какая технология ковки выбрана, изменяется список используемого оборудования. Станки для художественной ковки:
- пресс;
- твистер;
- улитка;
- фонарик;
- глобус;
- гнутик;
- волна.
Это оборудование используется при применении холодного метода обработки. При горячей обработке основными приспособлениями и инструментами являются:
- горн;
- наковальня;
- кузнечный молот;
- щипцы;
- молоточки для художественной обработки.
Нельзя забывать про топливо для горна. Разогревая металл нужно позаботиться о пожарной безопасности, хорошей вентиляции. В мастерской должен присутствовать огнетушитель, работать нужно с использованием защитной экипировки, чтобы не получить ожогов.
Эволюция развития оборудования
До 15-16 веков практически все металлические изделия производились частными мастерскими и небольшими цехами. Однако, начало Великих Географических открытий с сопутствующим им ростом тоннажа морских судов потребовало изготовления довольно больших якорей и прочего корабельного оснащения. Вручную с молотом уже было невозможно проковать такие габаритные детали. Как результат — появились первые механические молоты, работающие на силе воды.
Далее толчком послужили развитие вооружений и транспортных средств и в 19 веке возникают целые металлообрабатывающие гиганты с паровым оборудованием.
Изобретение гидравлических прессов дали возможность внедрить штамповку как основную технологию массового выпуска продукции. А дальнейшее появление электродвигателей дало толчок развитию кривошипных прессов, составляющих современную основу кузнечно-штамповочного оборудования.
Оборудование для горячей ковки
При горячей ковке металла нужно разогреть заготовку до необходимой температуры (показатель зависит от используемого материала). Среди необходимых инструментов, приспособлений, можно выделить три вида оборудования, о которых необходимо поговорить отдельно.
Кузнечный горн
Это приспособление для разогревания обрабатываемого материала. Горн состоит из нескольких ключевых элементов:
- Очаг — емкость для закладки топлива, оборудованная колосником.
- Рабочее окно, через которое закладываются заготовки.
- Дымоход для отвода продуктов горения.
- Отверстия подачи воздуха для равномерного горения расходного материала.
Чтобы не испортить материал, сделать процесс термической обработки более эффективным, нужно использовать качественное топливо для растопки горна. Лучше выбирать коксовый уголь.
Муфельная печь
Чтобы разогреть металлическую заготовку до высокой температуры, применяются муфельные печи. Отличие от горна — наличие муфеля. Он не позволяет разогреваемой детали соприкасаться с топливом, нагревательными элементами.
Муфельная печь
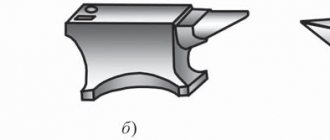
Наковальня
Ключевое оборудование кузнечной мастерской при горячей ковке. Наковальня представляет собой тяжелый литой элемент, который состоит из нескольких частей:
- Рога, с помощью которых нагретый металл изгибается.
- Наличник.
- Основание с лапами для устойчивого размещения на полу мастерской.
Изготавливаются наковальни по ГОСТам. Вес кузнечного приспособления может достигать 270 кг.
Обзор прессов IPONMAC и их характеристик
| Серия модели | KD 23D | HL41 | ПГ41 |
| Номинальное усилие, т | 10-80 | 40-315 | 40-315 |
| Высота открытия/просвет, мм | 130-280 | 800-1600 | 800-1600 |
| Размер стола/нижней плиты, мм | до 520*860 | до 1400*1200 | до 1400*1200 |
| Мощность привода, кВт | 1,1-7,5 | 5,5-30 | 5,5-30 |
| Масса, кг | 600-5280 | 3000-36000 | 3-36000 |
Станки для холодной ковки
Кузнечное оборудование для холодной ковки гораздо разнообразнее чем для горячего метода работы с металлами. Связано это с тем, что с холодным металлом работать тяжелее. Разные технологические операции выполняются с помощью отдельных приспособлений. Собираются металлоконструкции из отдельных элементов, которые скрепляются между собой сварочным аппаратом. Нужно поговорить об отдельных разновидностях приспособлений для холодной ковки, с помощью которых получают нужную форму заготовок.
Станок улитка
Приспособление с литым основанием и закреплёнными на нем изогнутыми элементами. Заготовка медленно подаётся через входное отверстие. Основание начинает закручиваться, и форма металлической детали изменяется.
Станок пресс
С помощью ручного фреза сдавливаются прутья, арматура. Это приспособление представляет собой ручной прокатчик, которые состоит из 2 валов, шестерней, основания с удерживающей конструкцией, рукоятью для вращения.
Станок торсионный
Торсион позволяет скрутить металлический прут в спираль или объединить несколько арматур вместе. Торсионный станок состоит из основания, неподвижных тисков, вращающегося зажима. При его вращении происходит скручивание металлического прута вдоль продольной оси.
Станок гнутик
Гнутик является ручным приспособлением для сгибания металлических прутьев под разными углами. Конструкция станка представляет собой литое основание, на котором закрепляется два вращающихся вала. Между ними располагается подвижный ромбовидный элемент, во время движения которого заготовка сгибается под нужным углом.
Станок волна
С помощью волны можно делать кованые изделия волнистой формы. Состоит из двух металлических дисков, рабочей поверхности, ворота для вращения подвижных элементов. Чтобы изменить форму волны, нужно сменить положение дисков на рабочем столе.
Станок волна
Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.
Гидравлическая штамповочная машина
Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Станки для холодной ковки своими руками
Станки для холодной ковки, изготовленные своими руками, популярны в частным мастерских, гаражах. Кузнецы самостоятельно изготавливают приспособления для обработки металла, чтобы не тратить деньги. Этапы создания ручного оборудования:
- Изначально нужно выбрать вид изготавливаемого станка. Улитка должна иметь неподвижную спираль на рабочей поверхности, самодельный гнутик неподвижные валы и центральный подвижный элемент, торсион два типа зажимов, один из которых подвижный.
- На бумаге начертить чертёж будущего приспособления. Обозначить точные размеры, подвижные, крепёжные элементы.
- Сделать рабочую поверхность, на которой будут расположены остальные элементы.
После подготовки чертежа нужно собрать инструменты, расходные материалы. К ним относятся:
- Толстолистовая сталь для создания станины, рабочей поверхности, корпуса ручного приспособления.
- Крепежные элементы — гайки, болты.
- Болгарка.
- Инструмент для гибки металла.
- Сварочный аппарат.
- Шлифовальная машинка.
- Пассатижи.
- Дрель со сверлом по металлу.
- Разметочный инструмент.
Зависимо от того, какой вид станка для ковки выбран, могут понадобиться валы, втулки, шестерни, металлические диски, уголки, швеллера, тиски, вороты, ручки.
Чтобы изменять форму металлических заготовок, оборудование должно изготавливаться из металлов с высоким показателем прочности. Сначала нужно подготовить все элементы будущего приспособления по отдельности. Далее требуется соединить их с помощью сварочного аппарата. Соединительные швы обработать шлифовальной машинкой, покрыть защитным антикоррозийным составом.
Дополнительно необходимо подготовить рабочее место, продумать где будут расположены кузнечные тиски. Выделить область для соединения отдельных элементов изготавливаемого изделия. Работать с металлическими листами в перчатках. Сваривать элементы, используя защитную маску. Перед работой проверять надёжность крепления элементов.
Станки для художественной ковки можно купить или изготовить своими руками. При самостоятельном производстве проще наладить процесс обработки холодного металла. Связано это с тем, что горячий метод требует обеспечения хорошей вентиляции. Разогретым металлом легко обжечься, работать с ним сложнее.
Особенности открытых и закрытых штампов
Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Ковочный молот с пневмоприводом
Пневматический пресс – это эффективное, но в то же время доступное по стоимости ковочное оборудование, отличающееся, кроме того, компактными габаритами. Работает такой станок за счет энергии сжатого воздуха, за подачу которого к механизмам отвечает встроенный компрессор. Работу компрессора, поршни которого, двигаясь в его главном цилиндре, как раз и создают поток воздуха с требуемым давлением, обеспечивает приводной электродвигатель.
Поскольку работу ударного механизма пневматического ковочного станка обеспечивает кривошип, то его конструкция напоминает устройство кривошипного пресса. Перед запуском такого оборудования компрессорный и рабочий поршни в главном цилиндре находятся в крайнем верхнем и крайнем нижнем положениях. Когда станок запускается в действие, поршни начинают двигаться по направлению друг к другу, сжимая находящийся между ними воздух, давление которого передается на кривошип, напрямую соединенный с бойком. На один удар рабочей части молота пневматического станка приходится один оборот кривошипного механизма. Соответственно, чтобы воздействие молота на заготовку выполнялось с более высокой частотой, необходимо обеспечить более интенсивную работу компрессора. Даже несмотря на свои небольшие габариты, пневматический пресс может обеспечить массу удара молота, доходящую до 1 тонны.
Молот кузнечный пневматический МА-4129 предназначен для горячей штамповки в открытых штампах
По похожему с пневматическим прессом принципу работает паровоздушный молот, в котором энергию удара обеспечивает горячий пар, подающийся непосредственно из котла или через специальный компрессор. Масса ударов, которой позволяет добиться такое оборудование, может доходить до 8 тонн, а скорость их нанесения составляет 50 м/сек. Работать оно в зависимости от модели может в автоматическом режиме, когда удары по детали наносятся непрерывно, или в ручном, когда для запуска в действие бойка необходимо нажать на соответствующую кнопку или педаль.
Механические молоты могут использоваться для:
- свободной ковки или ковочных операций, при выполнении которых для формирования готового изделия используется прессформа;
- штамповочных операций с деталями из листового металла – резки по ровной или кривой линии, вырубки по различному контуру, пробивки отверстий (дыропробивной пресс) и др.;
- выколотки – изготовления изделий с использованием специального шаблона.