Конструкция и принцип действия
Функционирование ковочного молота базируется на динамических ударах рабочего органа — штока, соединенного с бабой (ударной частью машины) и устройствами, контролирующими силу воздействия. Другими обязательными конструктивными элементами являются:
- поршень, соединенный с бабой;
- основание (зафиксированное на твердой поверхности);
- станина (направляющие для подвижных узлов фиксируются на ней);
- приводное оборудование;
- щитовое ограждение (для безопасности оператора);
- электрическое оборудование;
- компрессорный цилиндр (у пневматических молотов).
Ранние машины имели ножной или ручной привод. Современный кузнечный молот оснащен удобной системой управления, минимизирующей усилие работника кузницы.
Рис. 1. Устройство пневматического молота.
(1 — рабочий цилиндр, 2 — компрессорный цилиндр, 3 — поршень, 4 — кривошипный механизм, 5 — баба, 6 и 7 — верхний и нижний бойки, 8 — подушка, 9 — воздухораспределительный механизм, 10 — деформируемая заготовка)
Вкратце действие устройства происходит так:
- заготовка помещается в нижнюю часть молота (обычно это боек);
- настраивают устройство на определенную частоту удара, приводят в движение;
- после активации молота, ведомая верхняя часть бьет по заготовке;
- динамическое воздействие продолжается до тех пор, пока заготовка не приобретет нужную форму.
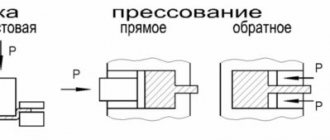
При работе кузнечного молотка происходит преобразование возвратно-поступательного движения кривошипно-шатунного механизма в такое же движение поршня. Это позволяет выполнять на нем множество операций.
Инструмент для ручной ковки
Ручную ковку главным образом применяют при ремонтных и сборочных работах, а также при изготовлении уникальных, в том числе художественных изделий в небольших количествах. В связи с этим в настоящее время ручная ковка получает интенсивное развитие.
В зависимости от вида ковки кузнечный инструмент подразделяют на инструмент для ручной и машинной ковки. По функциональному назначению весь кузнечный инструмент классифицируют на основной технологический; поддерживающий и контрольно-измерительный. В зависимости от характера использования инструмент может быть универсальным и специализированным.
Основным технологическим называют инструмент, непосредственно деформирующий металл и придающий ему заданные чертежом поковки формы и размеры. В свою очередь, основной технологический инструмент для ручной ковки по назначению подразделяется на опорный, ударный и подкладной.
1.1. Основной технологический инструмент для ручной ковки
Операции ручной ковки, такие как протяжка, осадка, гибка, пробивка и прошивка отверстий, разрубка, кузнечная сварка и правка, выполняют с применением опорного инструмента, к которому относят наковальни (рис. 1). Их изготавливают литьем из стали марки 45Л массой 70…350 кг. Верхнюю плоскую часть наковальни называют лицом. Иногда на лицо сверху приваривают стальную пластину толщиной до 30…40 мм, которую именуют наличником. После термической обработки твердость лица или наличника должна составлять 40…45 HRC.
По числу конических частей, называемых рогами, различают три типа наковален: безрогие (ГОСТ 11396–75), однорогие (ГОСТ 11397–75) и двурогие (ГОСТ 11398–75). Рога наковален используют, например, при выполнении операций гибки и ковки пустотелых поковок. На плоской части наковален обычно выполняют два сквозных отверстия: круглое для пробивки отверстий в заготовках и квадратное – для установки подкладного инструмента.
Рис. 1. Наковальни: а – безрогая; б – однорогая; в – двурогая
Нижняя часть наковальни – башмак имеет четыре лапы, которыми с помощью костылей или хомутов наковальня крепится к стулу. Последний представляет собой бетонную тумбу или деревянный чурбак, вкопанный в землю на глубину 1…1,5 м. При этом лицевая поверхность наковальни должна находиться на расстоянии 750…800 мм над уровнем пола.
Шперак (ГОСТ 11400–75) – небольшая наковальня (рис. 2) с двумя рогами массой до 50 кг. Изготавливают ее литьем или ковкой из стали 45. Его наличник имеет твердость 40…45 HRC. Шперак устанавливают в квадратное отверстие наковальни.
Рис. 2. Шперак
Ударным инструментом при ручной ковке являются кувалды и молотки. Последние иногда называют ручниками. Кузнец пользуется молотком как для нанесения ударов, так и для указания молотобойцу места удара кувалдой при обработке сравнительно крупных заготовок. Молотки изготовляют массой 0,5…2 кг ковкой из стали У7 или У8.
Молоток содержит два бойка, один из которых круглый или квадратный, иногда восьмигранный, имеет гладкую ударную поверхность с заваленными гранями. Другой боек, называемый также задком, или носком, может быть шарообразным, заостренным с округлым ребром или тупым. Бойки молотка подвергают закалке с последующим отпуском.
Кувалды – основной инструмент при ручной ковке. Они служат для нанесения ударов по нагретой до ковочных температур заготовке, также имеют два бойка и подразделяются на тупо- (ГОСТ 11401–75) и остроносые (ГОСТ 11402–75) (рис. 3). Масса кувалд равна 2…16 кг. Остроносые кувалды могут быть с поперечным или продольным расположением носков (задков).
Для закрепления рукоятки в кувалде предусматривается овальное насадное отверстие, которое расширяется от середины к краям. Кувалды изготовляют ковкой или штамповкой из сталей 40, 45, 50 и У7 с последующей обработкой резанием рабочих поверхностей.
Рис. 3. Кувалды: а – тупоносая; б и в – остроносые с поперечным и продольным задками соответственно
После термической обработки кувалд твердость рабочего слоя глубиной до 30 мм должна составлять 48…52 HRC.
Кузнечные зубила (ГОСТ 11418–75) производят из стали У7 и 6ХС и применяют для горячей и холодной рубки металла (рис. 4). Первые затачивают на угол ≥ 60°, вторые – на угол ≤ 50°. Лезвие зубил выполняют прямым, полукруглым или фасонным. Его твердость на длине ~30 мм от рабочей кромки равна 50…56 HRC, а твердость по ударяемой части на длине ~ 20 мм составляет 30…40 HRC .
Гладилки (рис. 5 и 6) используют для сглаживания неровностей и окончательной отделки
Рис. 5. Гладилка
Рис. 4. Кузнечные зубила для холодной (а) и горячей (б) рубки
Рис. 6. Гладилки (верхняя и нижняя) для ковки крестообразной заготовки (конец XIX в.)
как плоских, так и фасонных поверхностей поковок; изготавливают ковкой или штамповкой из стали У7, сталей 40 и 45 с последующей обработкой резанием. Масса 1…5 кг.
Пробойники, или бородки (рис. 7), служат для пробивки круглых, квадратных, прямоугольных и иных отверстий; производят их ковкой из стали У7, сталей 40 и 45.Твердость рабочей части 40…45 HRC. Масса 0,7…2,0 кг.
Подсечки (рис.  изготавливают по ГОСТ 11420–75 из стали У7. Они являются подкладными зубилами и вставляются квадратным хвостовиком в такое же отверстие наковальни. Подсечки значительно ускоряют и облегчают процесс рубки. Лезвие подсечки может быть прямым и фасонным. Его закаливают до твердости 48…52 HRC.
изготавливают по ГОСТ 11420–75 из стали У7. Они являются подкладными зубилами и вставляются квадратным хвостовиком в такое же отверстие наковальни. Подсечки значительно ускоряют и облегчают процесс рубки. Лезвие подсечки может быть прямым и фасонным. Его закаливают до твердости 48…52 HRC.
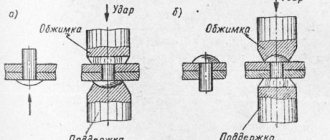
Обжимки (рис. 9) применяют для подкатки и отделки боковых и иных поверхностей поковок. Они состоят из двух частей: нижней (нижника), вставляемой хвостовиком в наковальню, и верхней (вершника), насаженной на ручку. Обжимки получают ковкой из стали У7, сталей 40, 45, 50, 40Х, обрабатывают резанием и подвергают закалке с отпуском до твердости 48…52 HRC по рабочей части и 30…40 HRC – по ударяемой. Масса обжимок колеблется в диапазоне от 3 до 25…35 кг.
Рис. 7. Пробойники
Рис. 8. Подсечка
Рис. 9. Верхняя (а) и нижняя (б) обжимки
Рис. 10. Полукруглые подбойки: а – нижняя; б – верхняя
Рис. 11. Гвоздильни: а – простая; б – специальная
Подбойки (рис. 10) используют для протяжки, выполнения желобов, вогнутых поверхностей, а также для отделки некоторых участков или всей поверхности поковки. Форма рабочих участков подбоек определяется их назначением и может быть самой разнообразной: плоской, серповидной и т.п. Изготавливают подбойки ковкой из стали У7, сталей 50Г, 40Х с твердостью рабочих частей 40…45 HRС.
Гвоздильни (рис. 11) – металлические пластины, изготовленные ковкой из сталей 45 или У7. Имеют отверстия для высадки головок болтов, заклепок, гвоздей и т.д.
Рис. 12. Кузнечная форма
Кузнечная форма (рис. 12) – литая плита из стали 35Л или 40Л массой до 50 кг со сквозными отверстиями и фасонными вырезами на боковых поверхностях. Предназначена для отделки поковок, пробивки отверстий и профильно-гибочных работ.
Возможности кузнечного станка
Габаритный молот предназначен для выполнения следующих кузнецких операций:
- гибка деталей (иногда предварительно осуществляют подогрев заготовки);
- вытяжка (удлинение шаблона за счет уменьшение поперечного сечения);
- проделывание отверстий (на шток насаживается пробойник/прошивень);
- осадка (обратное вытяжке действие);
- рубка (при помощи топоров).
О некоторых из них — наглядно.
Рис. 2. Операции, выполняемые при помощи кузнечного молота.
Большинство известных изделий выполняют все перечисленные операции. Однако, есть важный критерий их классификации.
Виды устройств
Таким критерием является тип вещества, используемого в компрессорном цилиндре. Различают молоты:
Рис. 3. Механический кузнечный молот с ножным приводом.
- паровоздушные (пар или атмосферный воздух);
- гидравлические и гидростатические (жидкость под давлением);
- бензиновые (работают по принципу ДВС);
- газовые (сжиженный газ);
- электромагнитные (используется энергия электрических и магнитных полей);
- механические (приводятся в действие физическим усилием человека);
- рессорно-пружинные (рессора ускоряет падение поршня вниз);
- пневматические (газ под давлением).
Особняком среди приведенных устройств стоит кузнечный пневмомолот. У него имеется собственный пневмоцилиндр, избавляющий от необходимости использования дополнительных источников энергии и от утяжеления конструкции. Подробнее об устройствах далее.
Особенности пневматических молотов
Оборудование относится к приспособлениям для ковки, выполняющим все перечисленные ранее операции, а также скручивание, разрезание и формовка заготовок. Управляются они посредством ручного рычага или педали. Конструктивно ковочный пневматический молот дополнен масляным насосом, осуществляющим смазку рабочих цилиндров (которых, кстати, может быть два).
Условно пневмомолоты делят на 2 группы:
- для художественной ковки (модели с массой падающих частей до 75 кг);
- для производств (МПЧ — от 150 до 2000 кг).
Достоинствами оборудования являются энергоемкость, чувствительность регулировки рабочих режимов, простота управления, долговечность. Недостатком являются большие габариты и вес, однако необходимость транспортировки возникает редко.
Ручной поддерживающий инструмент для ручной ковки и ковки на молотах
Основным поддерживающим инструментом при ручной ковке и ковке на молотах являются клещи с разнообразной геометрией губок (рис. 23). Их применяют для захвата, удержания, вращения и перемещения заготовок и поковок в процессе их ковки. Практикой выработаны рациональные виды клещей применительно к габаритным размерам и профилям обрабатываемых заготовок и характеру выполняемых операций.
Рис. 23. Кузнечные клещи: с продольными губками (а – прямоугольными; б – квадратными; в – цилиндрическими; г – коническими); с поперечными губками (д – квадратными отогнутыми; е – плоскоокруглыми; ж – отогнутыми; з – плоскими; и – прямоугольными; к – острыми)
Традиционно клещи состоят из двух половин, каждая из которых имеет с одной стороны ручку, а с другой – губку. Каждая половина клещей закреплена на общей оси. Для лучшей фиксации заготовок профиль обеих губок клещей должен соответствовать форме захватываемого конца заготовки и контактировать с ним по максимальной длине губок. (При необходимости для обеспечения лучшего соприкосновения губок клещей с заготовкой их нагревают для повышения пластичности, охватывают ими холодную заготовку и обжимают губки по заготовке ударами молотка.)
Клещи должны иметь свободное, без заеданий вращение рукояток на общей оси, точное совпадение губок при сжатом состоянии клещей, а ручки клещей должны располагаться в одной плоскости. Не допускается наличия трещин, складок и надрубов. Для повышения надежности фиксации заготовки в клещах их ручки во время работы охватывают различными кольцами или С- и S-образными крючками.
Во время работы клещи периодически охлаждают в воде. Различные типы клещей изготавливают в соответствии с ГОСТ 11385–75 или по ГОСТ 11395–75 ковкой из Ст 3 и сталей 15, 20, 25, т.е. сталей, не закаливающихся при их нагреве во время работы (с содержанием углерода 0,25 %).
Для транспортирования и манипуляций как при нагреве, так и при ковке крупногабаритных, тяжелых заготовок и поковок используют различные устройства: манипуляторы, приспособления или подъемно-транспортное оборудование кузнечного цеха.