Профильные трубы широко применяются в частном и промышленном строительстве. Из них создают беседки, теплицы, гаражи, хозяйственные постройки, рекламные щиты. Конструкции бывают не только классическими прямоугольными, но могут также иметь самую разнообразную конфигурацию. Поэтому очень важно правильно рассчитать максимально допустимый изгиб трубы. Это обеспечит сооружению прочность, долговечность и позволит сохранить его изначальную форму.
При изготовлении конструкций из профильной трубы нельзя изгибать ее «на глаз» — следует произвести соответствующие расчеты
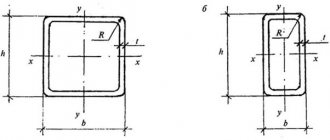
Свойства и особенности профильных трубных изделий
Профильными принято назвать трубы, сечение которых отличается от круглого. Наиболее распространённые варианты – это квадратные и прямоугольные изделия. Особую популярность им придаёт тот факт, что созданная на их основе конечная конструкция имеет относительно небольшой вес. Более того! Благодаря специфической форме, крепление трубных элементов к различным поверхностям и друг к другу значительно упрощается.
Данные строительные изделия производятся из широкого спектра сплавов и металлов. Однако чаще всего используются профильные трубы из низколегированной и углеродистой стали. Каждому металлу характерно такое природное качество, как точка сопротивления. Она бывает как максимальной, так и минимальной. Первая, в частности, служит причиной деформации построенных сооружений, приводит к перегибам, следствием которых могут быть изломы.
Выполняя загиб, важно принимать во внимание такие характеристики, как вид изделия и его плотность, сечение, размер, а также гибкость материала и его жёсткость. Зная все эти свойства металла, исполнитель сможет понять, как поведёт себя конструкция в процессе эксплуатации.
Кроме того, следует помнить, что при сгибании изделия его внутренние части подвергаются сжатию, что ведёт к увеличению их плотности и уменьшению размеров. Длина наружного слоя соответственно возрастает, он становится более растянутым, но менее плотным. При этом даже по завершении процесса изначальные характеристики срединных участков сохраняются.
При сгибании трубы нужно учитывать свойства материала, из которого она изготовлена, ее размеры и толщину стенок
Важно! Напряжение при сгибании трубного профиля будет обязательно возникать даже на максимально удаленных от нейтральной зоны сегментах изделия. Особо высокое давление будут испытывать слои, расположенные в непосредственной близости от вышеуказанной нейтральной зоны.
Дополнительные рекомендации
Если не выполнять предварительные расчеты допустимых радиусов, а также силы и скорости деформации, тогда произойдут критические деформации:
- внутренняя сторона профильной трубы при сдавливании сомнется неравномерными складками;
- на участке с максимальным радиусом произойдут разрывы стенок из-за предела радиальной силы.
Для выполнения холодной ковки оптимальным вариантом становится использование листовых или профильных заготовок с толщиной до 10 мм. На практике, когда выбранный листовой материал или профильные трубы не позволяют выполнить изгиб по заданному радиусу, специалисты принимают решение об использовании другого металла или используют технологии предварительного нагрева до высоких температур.
Есть вопросы? Закажите обратный звонок!
Как влияет прочность материала на допустимые радиусы изгиба
Действующие на территории нашей страны ГОСТы достаточно подробно регламентируют характеристики и свойства элементов, используемые при расчете прочности трубы на изгиб. Прежде всего, в этом контексте рассматривается минимальный радиус, на который допускается сгибать профильное трубное изделие. Он зависит от условий выполнения гибки. Если эта процедура осуществляется с нагреванием или с набивкой полости трубы песком, значение наружного диаметра начинается с отметки 3,5 DN (под DN понимается условный проход).
В случае, когда исполнителю доступно применение специализированного оборудования (например, трубогибочного станка), позволяющего выполнить последовательность необходимых операций без нагревания, либо иных дополнительных мероприятий, тогда минимальный диаметр составляет 4 DN.
При необходимости выполнения достаточно крутого изгиба диаметр должен быть равен минимум 10 DN, поскольку эта процедура будет проводиться другими способами, преимущественно, при высоких температурах.
Разумеется, предусмотренные государственными стандартами значения можно немного уменьшить, но тогда производить расчет профильной трубы на изгиб необходимо очень внимательно. Отступления от ГОСТа возможны, если при используемом способе сгибания толщина стенки гарантировано изменится от изначальной на 15%. Только тогда можно быть уверенным, что изгиб на меньшие величины существенного влияния на прочность конструкции в дальнейшем не окажет.
Согнуть трубу на максимально допустимый для нее радиус можно только при помощи специального станка или приспособления
Инструкция к калькулятору
Обращаю ваше внимание, что в нецелых числах необходимо ставить точку, а не запятую, то есть, например, 5.7 м, а не 5,7. Также, если что-то не понятно, задавайте свои вопросы через форму комментариев, расположенную в самом низу.
Исходные данные
Расчетная схема:
Длина пролета (L) — пролет через который переброшена балка или длина консоли.
Расстояния (A и B) — расстояния от опор до мест приложения нагрузок. Для 3 схемы А равна длине консоли балки, опирающейся на 2 опоры.
Нормативная и расчетная нагрузки — нагрузки, на которые рассчитывается квадратная труба. Рассчитать их можно с помощью следующих материалов:
- калькулятор по сбору нагрузок на балку перекрытия;
- пример сбора нагрузок на балку перекрытия;
- пример сбора нагрузок на стропила.
Fmax — максимально допустимый прогиб, подбираемой по таблице E.1 СНиПа «Нагрузки и воздействия», в зависимости от вида конструкции. Некоторые значения этого показателя приведены в таблице 1.
Таблица 1. Максимальный прогиб для некоторых конструкций согласно СНиП.
| Вид балки | Длина пролета | Требования | Fmax |
| Балки перекрытий, покрытий, крыши | L ≤ 1 м | Эстетико-психологические, то есть такие, при которых прогиб балки не будет «бросаться в глаза» | 1/120 (1/60) |
| L = 3 м | 1/150 (1/75) | ||
| L = 6 м | 1/200 (1/100) | ||
| L = 12 м | 1/250 (1/125) | ||
| Балки покрытий и перекрытий при наличии на них элементов, подверженных растрескиванию (стяжек, полов, перегородок) | любая | Конструктивные | 1/150 (1/75) |
| Перемычки | любая | Конструктивные | 1/200 |
| Примечания: 1. Без скобок Fmax указан для пролета, в скобках — для консоли. 2. В случае промежуточных значений длины пролета L максимальный прогиб Fmax находится по линейной интерполяции. | |||
Количество труб — обычно указывается одна балка, но если есть желание ее усилить и положить рядом еще одну такую же балку, то следует выбрать в графе «две».
Расчетное сопротивление Ry— данный параметр зависит от марки стали. Основные значения этого показателя приведены в таблице 2.
Таблица 2. Расчетное сопротивление стали по ГОСТ 27772-88.
| Марка стали | Аналог | Толщина проката | Расчетное сопротивление, Ry |
| Неизвестно | — | любая | 210 МПа |
| C235 | Ст3кп2 по ГОСТ 535-2005 | 2 — 20 мм | 230 МПа |
| 20,1 — 40 мм | 220 МПа | ||
| С245 | Ст3пс5, Ст3сп5 по ГОСТ 535-2005 | 2 — 20 мм | 240 МПа |
| 20,1 — 30 мм | 230 МПа | ||
| С255 | Ст3Гпс, Ст3Гсп по ГОСТ 535-2005 | 4 — 10 мм | 250 МПа |
| 10,1 — 20 мм | 240 МПа | ||
| 20,1 — 44 мм | 230 МПа | ||
| С275 | Ст3пс по ГОСТ 535-2005 | 2 — 20 мм | 270 МПа |
| С285 | Ст3сп, Ст3Гпс, Ст3Гсп по ГОСТ 535-2005 | 4 — 10 мм | 280 МПа |
| 10,1 — 20 мм | 270 МПа | ||
| С345 | 12Г2С, 09Г2С по ГОСТ 19281-2014 | 2 — 10 мм | 335 МПа |
| 10,1 — 20 мм | 315 МПа | ||
| 20,1 — 40 мм | 300 МПа | ||
| С345К | 10ХНДП по ГОСТ 19281-2014 | 4 -10 мм | 335 МПа |
Размер трубы — здесь необходимо выбрать тот размер трубы, который вы хотите проверить на заданные нагрузки.
Какие применяются формулы и таблицы
Для корректного расчёта прочности трубы на изгиб необходимо узнать длину детали. Делается это по следующей формуле:
Д= 0,0175×Р×У+р1, где
Д — длина заготовки; Р – радиус изгиба трубы (мм); У — требуемый угол изгиба; р1 – расстояние для удержания заготовки, необходимое при применении специального оборудования.
Далее осуществляем оценку величины предполагаемого к изгибу участка по такой формуле:
Д1= π×У/180(Р+ДН/2), где
Д1 – длина сгибаемого участка; π – известная математическая константа; У – угол изгиба (градусы); ДН – диаметр по внешней поверхности трубы (мм).
В ГОСТах №617/90 и №494/90 содержатся наименьшие значения основных характеристик, на основе которых производится расчёт прочности профильного трубного изделия на изгиб.
Полезно знать! Такой подход – регламентация минимальных значений — обеспечивает удобство мастера, а также наибольшую безопасность при выполнении работ и, конечно же, при эксплуатации конструкций, в частности, возведённых из латунного и медного профиля.
Основные характеристики, используемые в процессе вычисления прочности трубы на изгиб, приведены в ниже размещённой таблице.
Таблица 1
| Радиус изгиба минимальный | Минимальная длина свободной части | Внешний диаметр |
| 90 | 60 | 30 |
| 72 | 55 | 24 |
| 36 | 50 | 18 |
| 30 | 45 | 15 |
| 24 | 35 | 12 |
| 20 | 30 | 10 |
| 16 | 25 | 8 |
| 12 | 18 | 6 |
| 8 | 12 | 4 |
| 6 | 10 | 3 |
Данные в этой таблице относятся к трубным изделиям из латуни и меди. А расчет нагрузки на изгиб на профильную трубу, произведённую из стали, осуществляется в соответствии с данными, приведёнными ниже (ГОСТ №3263/75).
Таблица 2
| Размер трубы | Длина свободной части (минимальная) | Минимальный радиус изгиба | ||||
| Условный проход | Внешний диаметр | Горячее состояние | Холодное состояние | |||
| 100 | 114 | 230 | 340 | 680 | ||
| 80 | 88,5 | 170 | 265 | 530 | ||
| 65 | 75,5 | 150 | 225 | 450 | ||
| 50 | 60 | 120 | 180 | 360 | ||
| 40 | 48 | 100 | 150 | 290 | ||
| 32 | 42,3 | 85 | 130 | 250 | ||
| 25 | 33,5 | 70 | 100 | 200 | ||
| 20 | 26,8 | 55 | 80 | 160 | ||
| 15 | 21,3 | 50 | 65 | 130 | ||
| 10 | 17 | 45 | 50 | 100 | ||
| 8 | 13,5 | 40 | 40 | 80 | ||
В число основных параметров, которые необходимо учитывать, определяя нагрузку при изгибе, входят также толщина стенок и диаметр обрабатываемой заготовки. Корреляция этих двух показателей представлена в очередной таблице. Кстати, содержащиеся в ней сведения можно использовать и для расчета нагрузки на трубу круглого сечения.
Таблица 3
| Диаметр (мм) | Радиус сгиба (минимальный) при толщине стенок | |
| Толщина более 2 мм | Толщина менее 2 мм | |
| 60/140 | 5D | 7D |
| 35/60 | 4D | 6D |
| 20/35 | 3D | 5D |
| 5/20 | 3D | 4D |
Необходимо сказать ещё вот о чём. Заменить ручной расчёт нагрузки рассматриваемого типа призваны различные присутствующие в интернете он-лайн калькуляторы. Работают они в соответствии с заложенными в них формулами, ориентированными на различные образцы трубной продукции. Спектр применения современного он-лайн калькулятора очень широк: начиная от простейшего расчета круглой трубы на прогиб, и заканчивая подсчётом нагрузки на профильную трубу при её сгибании.
Деформация труб в месте сгиба иногда неизбежна, но она может ухудшить характеристики готовой конструкции
Расчет радиуса гибки трубы с помощью линейки
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).
Рис. 1 Измерение ширины в исходной трубе.
Рис. 2. Радиус гибки трубы.
Используя полученные данные замеров линеек, необходимо подобрать подходящие параметры радиуса и диаметра дуги из таблиц 1 и 2.
- А – интервал (ширина) трубы, мм
- D – диаметр дуги, мм
- R — радиус гибки, мм
Таблица 1. Использование линейки 30 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 |
| Диаметр | 4505 | 3008 | 2260 | 1813 | 1515 | 1303 | 1145 | 925 |
| Радиус | 2253 | 1504 | 1130 | 907 | 758 | 652 | 573 | 463 |
| Интервал | 30 | 40 | 50 | 60 | 70 | 90 | 100 |
| Диаметр | 780 | 603 | 500 | 435 | 391 | 340 | 325 |
| Радиус | 390 | 302 | 250 | 218 | 196 | 170 | 163 |
Таблица 2. Использование линейки 50 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 | 30 | 40 | 50 |
| Диаметр | 12500 | 8341 | 6260 | 5013 | 4182 | 3589 | 3145 | 2525 | 2113 | 1603 | 1300 |
| Радиус | 6250 | 4172 | 3130 | 2507 | 2091 | 1795 | 1573 | 1263 | 1057 | 802 | 650 |
| Интервал | 60 | 70 | 80 | 90 | 100 | 110 | 130 | 160 | 200 |
| Диаметр | 1102 | 963 | 861 | 785 | 725 | 678 | 611 | 550 | 513 |
| радиус | 551 | 482 | 432 | 393 | 363 | 339 | 306 | 275 | 257 |
Технологический процесс изгиба
Любая деформация приводит к уменьшению несущей способности профильной трубы и сопровождается возникновением длительных напряжений на её стенках. На внутреннем слое из-за сжатия металла плотность увеличивается, а на внешней части растяжение, наоборот, уменьшает значение данного показателя. Форма сечения при этом также ожидаемо меняется. Совокупность данных факторов приводит к тому, что несущая способность конструкции в месте изгиба заметно уменьшается. Это актуально для круглой трубы, а также для прямоугольного и квадратного трубного изделия. Причём, для последних двух подобное явление не столь выражено, нежели для трубы с круглым сечением.
Однако в любом случае требуется внимательный подход к оценке степени прикладываемой нагрузки при изгибе заготовки. Тогда на ней не появятся ненужные разломы и искривления. С точки зрения функционального предназначения касается это, прежде всего круглых труб, из которых изготавливаются отводы для систем водоснабжения.
Полезно знать! Образуемые складки приводят к возникновению засоров, повышают сопротивление транспортируемой жидкости и снижают проходимость рабочей среды.
Поэтому степень овальной деформации для детали диаметром до 20 мм не должна превышать 15 процентов. При увеличении диаметра значение данного показателя уменьшается до отметки 12,5 процентов. Эти же цифры применяются и при определении оптимальной нагрузки на прогиб трубы с профильным сечением, а вышеуказанные значения диаметров относятся к вписанной/описанной в/вокруг прямоугольник(а) или квадрат(а) окружности.
Методы сгибания труб по радиусу
Процесс сгибания стальных труб по радиусу позволяет придавать им частичную или полную изогнуто-плавную конфигурацию, которая не зависит от формы сечения профиля. Так, при сгибании полого профиля на стальную заготовку, одновременно действует сила, сжимающая ее по внутренней стенке и усилие, растягивающее по внешнему радиусу. Специфика такого процесса состоит в том, что:
- профиль в момент придания ему формы загиба может получить искривление, при котором трубой будет утрачена соосность;
- при растяжении наружной стенки трубы на участке максимального радиуса может произойти разрыв стенки за счет воздействия радиальной силы;
- сдавливаемая внутренняя часть трубы при неравномерном сокращении будет сминаться складками в виде гофры от приложения тангенциальных сил.
Поэтому существуют два основных способа, при которых производиться гибка трубы по радиусу, а именно:
- непосредственно на холодной трубе,
- при разогреве места сгиба.
Холодный способ используют в основном для труб с малым диаметром, но в этом случае необходимо четко знать минимальный радиус гиба трубы по осевой линии.
При разогреве места сгибания создаются более благоприятные условия для процесса заданной деформации, так как металл приобретает достаточную пластичность, снижая вероятность образования различных дефектов. Горячие способы сгибания трубы по радиусу применяют в основном для заготовок большого диаметра, так как эта методика является более затратной и требует большего времени для осуществления единичного гиба.
При использовании обоих способов необходимо знать технологический процесс, который позволит обеспечить равномерное сечение металлической трубы на всем протяжении радиуса искривления и полное отсутствие на стенках трещин и складок.
Какая нагрузка действует на профтрубу?
Важным критерием, который учитывается при подсчетах, является время воздействия и тип нагрузок. Данные показатели регламентированы СП 20.13330.2011 «Нагрузки и воздействия». Различают силу давления:
- Постоянные, когда масса и воздействующая сила не меняются на протяжении длительного временного периода. Воздействия создаются элементами здания (несущими и ограждающими конструкциями), грунтами, гидростатическим давлением.
- Длительные. Временные перегородки из ГКЛ, стационарное оборудование, складируемые материалы, а также как результат изменения влажности или усадки.
- Кратковременные. Оборудование, вес людей и транспортных средств, климатические, создаваемые снегом, ветром, перепадами температур, обледенением.
- Особые. Сейсмические и взрывные воздействия, влекущие изменения структуры грунта, результат столкновения транспортных средств и обусловленные пожаром.
В Своде правил представлены формулы для подсчета, таблицы и схемы по каждому типу нагрузок. Также берется в учет реалистичное сочетание все типов давления.
Расчет нагрузки на профильную трубу калькулятор
Используя профильную трубу для создания несущих конструкций, в обязательном порядке должны выполняться расчеты на изгиб. Такой вид трубного проката применяется в промышленном, коммерческом и частном строительстве. Из него изготавливают навесы, всевозможные каркасные и лестничные конструкции, фермы, стеллажи, козырьки, тепличные сооружения, элементы кровельной системы, беседки. Поэтому без правильных и тщательных расчетов никак не обойтись. Превышение допустимого давления приведет к деформации или разрыву изделия в месте сгибания профтрубы.
Используя методы расчета нагрузок на профильную трубу, можно:
- сохранить первоначальную форму изделий;
- придать конструкции повышенной прочности;
- увеличить период эксплуатации;
- минимизировать расходы на материале;
- избежать негативных разрушительных последствий.
Показатели массы и нагрузки на изгиб
При расчете профильной трубы: масса и изгиб являются основными показателями. Знать вес погонного метра проката нужно, чтобы не ошибиться в прочностных значениях создаваемой конструкции. Метод определения направлен на подбор оптимального сечения трубного проката при разной его длине. Наглядный пример соотношений этих двух показателей представлен в таблицах ниже.
Табл.№1. Значения для изделий квадратного сечения:
Табл. №2. Значения для изделий прямоугольного сечения:
Способы изгиба труб
Потребность в изгибе труб может возникнуть в ряде случаев, к примеру, в процессе монтажа трубопровода, если нужно «обойти» какое-либо препятствие. Также нередко приходится прибегать к этой операции в процессе изготовления различных металлоконструкций, таких как навесы, теплицы, беседки и т.д.
Следует отметить, что если речь заходит об изгибе труб, то имеются в виду следующие их виды:
Подходящие для изгибания виды труб
Далее я расскажу, как согнуть в домашних условиях все вышеперечисленные виду труб.
Металлические круглого сечения
Процесс изгиба металлических заготовок круглого сечение достаточно сложный, так как они легко деформируются, а иногда и рвутся. Поэтому когда изгибом занимаются в промышленных условиях, особенно если требуется маленький радиус, перед тем как осуществить эту операцию выполняют расчет трубы на изгиб.
Загибание металлической детали в домашних условиях
В домашних условиях, конечно, точная формула расчета трубы на изгиб вам не понадобится. Единственное, нужно определить минимальный допустимый радиус. Его значение во многом зависит от способа, которым выполняется эта операция:
- при нагреве набитой песком детали – R= 3.5хDH;
- с использованием трубогибочного станка (изгибание холодным способом) – R=4хDH;
- изгиб с получением рифленых складок (гнутье горячим способом) — R= 2.5хDH.
Получить минимальный радиус, равный двум диаметрам, можно методом горячей протяжки или штамповки. Однако, в домашних условиях осуществить такой изгиб невозможно.
В этих формулах используются следующие значения:
| Буквенное обозначение | Значение |
| R | Минимальный радиус изгиба |
| DH | Радиус заготовки |
Надо сказать, что существует более универсальный расчет – радиус должен составлять не менее пяти диаметров трубы.
Итак, с теорией мы немного разобрались, теперь перейдем к практике. Как уже было сказано выше, существует несколько способов решения этой задачи. Наиболее простой из них – это использование специального станка – трубогиба.
Гидравлический трубогиб
Правда, цена подобного инструмента довольно высокая – стоимость гидравлического станка, который позволяет загибать заготовки диаметром до четырех дюймов, начинается 15000-16000 рублей. Стоимость ручного трубогиба, который позволяет работать с деталями диаметром до одного дюйма, составляет 4 700- 5 000 рублей.
Если вам придется часто заниматься подобной операцией, но при этом нет желания платить большие деньги за трубогиб, его можно сделать самостоятельно. На нашем портале вы можете найти подробную информацию о том, как сделать станок для изгиба профильных труб своими руками .
Схема изгибания профильной или круглой трубы вокруг штырей
Однако, не всегда трубогиб имеется под рукой, к тому же, если вам нужно выполнить эту операцию единоразово, то приобретать ради этого инструмент, конечно же, не имеет смысла. В таком случае можно выполнить изгиб при помощи колышков.
Делается это следующим образом:
- прежде всего нужно начертить радиус изгиба на подходящей площадке;
- затем по контуру вкапываются металлические прутья. Располагать их желательно как можно ближе друг к другу. Для надежности прутья можно забетонировать.
Рядом с крайним прутом нужно вставить еще один, чтобы загибаемая деталь могла поместиться между ними. Это необходимо для ее фиксации;
- далее надо засыпать в сгибаемую трубу соль или песок. При этом в отверстия с двух сторон следует забить деревянные пробки;
- после этого деталь фиксируется между двумя первыми прутьями и затем загибается вокруг остальных прутьев, как показано на схеме выше.
Самодельный трубогиб из крючков
Альтернативой этому варианту является использование крючков, которые крепятся к куску фанеры и образуют необходимый радиус, как на фото выше. Если же нужно получить меньший диаметр, в качестве шаблона следует использовать широкий диск или валик.
Надо сказать, что оба способа подходят для деталей диаметром не более 16-20 мм. Если же вы хотите загнуть заготовку большего диаметра, место сгиба следует хорошо разогреть.
Если вам нужно придать форму заготовкам из цветных металлов, прочность на изгиб которых значительно меньше, чем у стальных аналогов, можно воспользоваться пружиной. Последняя должна строго соответствовать внутреннему диаметру, так как вставляется внутрь трубки. Конечно, можно надеть пружину и снаружи, но в таком случае неудобно совершать изгиб.
Защитив трубку пружиной, она сгибается своими руками. Работу следует выполнять аккуратно, чтобы добиться нужного радиуса и при этом не повредить деталь.
Профильные трубы
Профильные
Профильные трубы гораздо сложней гнуться, так как благодаря своей форме имеют повышенную прочность. Изделия малого сечения можно загнуть описанными выше способами.
Также существует еще один способ изгиба профильной трубы, который позволяет работать с заготовками достаточно большого сечения. Принцип его следующий:
- в заготовку нужно засыпать песок или соль, после чего надежно заткнуть торцы пробками;
- далее деталь надо надежно зажать в тисках;
- затем участок сгиба следует прогреть докрасна;
- после этого заготовку надо править киянкой до получения нужного радиуса.
Пропилы в профильной трубе
Если у вас имеется сварочный аппарат и болгарка, то вы сможете загнуть заготовки даже самого большого диаметра без особых усилий. Делается это следующим образом:
- прежде всего на заготовке размечается радиус изгиба;
- далее по всему радиусу нужно разметить полоски с трех сторон профильной заготовки. Чем меньше радиус, тем меньше должен быть шаг между полосками;
- затем болгаркой выполняются пропилы с трех сторон детали по выполненной разметке;
- теперь заготовка изгибается без каких-либо проблем;
- после получения нужного угла, пропилы следует заварить;
- в завершение работы нужно зачистить швы и зашлифовать.
Таким способом можно изготавливать детали даже сложной формы, при этом точность изгиба получается очень высокой. Однако, необходимо опыт работы с болгаркой и сварочным аппаратом.
Изгибание металлопластиковой заготовки руками
Металлопластиковые
Металлопластиковые трубы с одной стороны гнутся очень просто, но с другой – легко ломаются. Поэтому выполнять работу нужно очень аккуратно. При этом следует помнить, что минимальный радиус изгиба металлопластиковой трубы аналогичен радиусу металлических заготовок, т.е. должен составлять не менее пяти диаметров.
Если диаметр трубы 16 мм, то загнуть ее можно без каких-либо специальных приспособлений. Делается это следующим образом:
- возьмите деталь двумя руками сверху. При этом большие пальцы расположите под трубой, параллельно ей, и сомкните друг с другом, как показано на фото выше;
- затем двумя руками сгибайте трубу и обязательно обеспечьте упор большими пальцами;
- согнув трубу до необходимого радиуса, сместите ее в ладонях влево или вправо, и затем повторите процедуру;
- таким образом изгибайте заготовку и перемещайте ее до тех пор, пока не получите нужный угол.
Чтобы «набить руку», потренируйтесь выполнять данную процедуру на обрезках труб, так как вполне вероятно, что поначалу заготовки у вас будут ломаться.
На фото – изгибание металлопластиковой заготовки при помощи пружинного кондуктора
Трубу диаметром 20 мм согнуть вокруг пальцев гораздо сложней. Поэтому в качестве упора можно использовать любую другую подходящую поверхность. Однако, удобней всего выполнять эту работу с использованием пружинного кондуктора, который может быть как наружным, так и внутренним, т.е. который вставляется внутрь заготовки.
Чтобы выполнить изгиб внутренним кондуктором посередине длинной заготовки, привяжите его к веревке и затем протолкните на нужную глубину. После выполнения изгиба, вытяните пружину, потянув за веревку.
Вот, собственно, и все народные способы изгиба труб, которыми я хотел с вами поделиться.
Нагрузка на трубы круглого сечения
Применение
Круглые трубы можно встретить в любом месте. Опоры, стойки, колонны, емкости – это далеко не полный перечень использования обечаек (обечайка – металлический лист цилиндрической формы без торцов).
Кольцевой трубный профиль можно встретить при прокладке водо-, нефте-, газопроводов как в быту, так ив промышленных масштабах. Они – отличный материал для столбиков ограждений, ворот, калиток.
Благодаря наличию замкнутого контура, круглая труба обладает существенным преимуществом в сравнении со швеллерами, уголками аналогичных линейных параметров.
Многие думают, что для того, чтобы определить прочность стояка, вдоль оси при нагрузке сжимающего характера, нужно иметь данные о величине нагрузки и площади сечения.
В результате деления первого параметра на второй, получил искомую прочность. После сравнения полученного параметра с допускаемым значением, взятого с таблицы, делают вывод о том, можно ли такую нагрузку давать на конкретный стояк, или нельзя.
Если число будет меньше допускаемого, то все хорошо. Но тут есть одно но: вычисления справедливые для растягивания, а не для сжатия
.
Пользуемся калькулятором
Для варианта со сжатием круглой стойки, можно провести необходимые расчеты с использованием онлайн калькулятора.
Сначала необходимо ознакомиться с дополнительными понятиями. Сюда относят:
- Потерю общей устойчивости. Проверка потери нужна для избегания огромных потерь иного типа.
- Потерю местной устойчивости. Речь идет о более раннем «заканчивании» жесткости стенок стояка при действии нагрузки на обечайку. Иначе говоря, труба начинает заламываться вовнутрь, а сечение круглого вида превращается в профиль неправильной криволинейной формы, что ведет к потере устойчивости.
Использование Excel
Существует специальная программа в Excel комплексной проверки расчета стояков относительно устойчивости и прочности. Основу данной программы составляют данные ГОСТа 14249 89. С ее помощью можно вычислить максимальную нагрузку на круглую трубу, а также усилия общего характера на обечайку круглого сечения.
В интернете можно часто встретить такие вопросы: «Какую нагрузку выдерживает круглая труба длиной 3, 4, 6 метров? Как это вычислить с помощью онлайн калькулятора? Можно ли это сделать самостоятельно?»
На эти и другие вопросы постараемся дать подробный ответ. Лучшим объяснением будет практический расчет величины вертикальной нагрузки на круглую трубу. Для примера, возьмем вертикальный круглый стояк диаметром 57 мм длиной 3 метра (чаще всего используется для обустройства навесов, гаражей, иных сооружений) и вычислим, какую нагрузку труба сможет выдержать.
Какие данные нужны
Алгоритм работы с программой состоит в следующем:
- Сначала нужно открыть ГОСТ 14249 89, из которого необходимо выписать первых 5 исходных значений. Для быстрого отыскания параметров воспользоваться примечаниями к каждой ячейке.
- Заполнить ячейки D8, D9, D10, вписывая в них линейные параметры стояков.
- В ячейки от D11 до D15 внести возможные нагрузки.
Что получилось в результате
Нужно не только уметь пользоваться программой, но также уметь объяснить полученные результаты.
Необходимо сопоставить отношение действующей нагрузки к допускаемой: при получении числа, большего за единицу, труба – перегруженная. В противном случае – заданный вес стояк выдержит, при условии, что расчет нагрузки на трубу круглого сечения проведен правильно.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
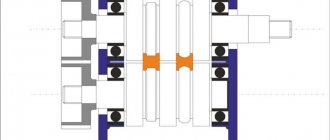
Семейство ручных профилегибов ПГ
Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.