MesterulManole
9711 0 0
MesterulManole 1 августа, 2016Специализация: многолетний опыт отделочных работ жилых и офисных помещений, дач, загородных коттеджей и т.п. Хобби — велосипед во всех проявлениях
В этой статье вы узнаете, как собрать оборудование чтобы гнуть трубы до такого радиуса
Здравствуйте. В этом обзоре расскажу о простых способах, используя которые можно сделать станок для проката профильной трубы. Способов будет два, а значит вы сможете решить, какой из них больше подходит вам в плане используемых материалов и набора необходимых инструментов.
Разумеется, в специализированных магазинах можно купить или заказать готовое оборудование для правильной деформации металлического профиля. Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.
Описание материала
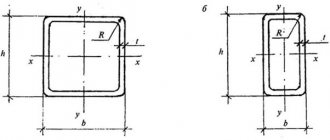
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.
Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.
Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.
Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.
Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.
Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
Пластиковый кожух для стеклянных банок из ПЭТ-бутылок
Следующий пост
Как сделать бетономешалку из бочки на 200 литров
Комментарии
Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Криминал
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница
Последние комментарии
Когда я играю в Topigr, я бы хотел, чтобы мы были полностью свободны от проблем, и не бесп.
Сейчас в мире столько всего не объяснимого, что мама не горюй.
Пиндосы, признайтесь что вы не были на Луне и мы от вас отстанем.
Басков такой-же бандерлог как и Ротару! Басков, почему не едешь выступать в Крым и Донбасс.
Так называемая «поистине великая звезда» спонсировала геноцид Донбасса! Пусть выступает пе.
Ещё одна свинья вернулась в свой свинарник. Донбасс стал чище.
На 90% согласен с мнением автора. Тут есть мнение a.filipovic. Я так и не понял это кто.
Это не песчаная буря. Море отступило под ветром и ветер поднял песок.
Набирающие популярность
Как сделать добротное кресло из дерева своими руками
Ручная швейная машинка из ненужного хлама
Как починить гирлянду, если не горит один цвет
Электрический орехокол из фанеры и двигателя стеклоочистителя
Как сделать ванну с подогревом на дачном участке
Информационно-развлекательный сайт «Лабуда» – это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Republished by Blog Post Promoter
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы
. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п. - Трехвальцевые станки
. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки. - Станки с четырьмя вальцами
. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
Делаем самодельный трубогиб и профилегиб своими руками
На строительных рынках представлено множество моделей промышленных трубогибов, однако покупать профессиональный инструмент для того чтобы погнуть две-три трубы едва ли имеет смысл. А вот изготовить этот нехитрый инструмент свoими руками и использовать его в домашнем хозяйстве вполне по силам кажому человеку, имеющими определенные технические навыки.
Содержание
Применение трубогибов
Трубы были и есть одним из наиболее востребованных строительных материалов, находящих применение как в домашнем хозяйстве, так и в промышленности и строительстве. Помимо применения при монтаже водопроводов и газопроводов, трубы используются и для изготовления изгородей, тепличных конструкций, беседок, навесов, садовой мебели и др. Таким образом, наличие трубогиба в домашнем хозяйстве никогда не будет излишним.
Зачастую для изготовления различных конструкций из труб необходимо согнуть профильные трубы по радиусу. Для этих целей и применяется трубогиб, позволяющий гнуть трубы до угла 180 градусов. Трубогибы позволяют легко и аккуратно изменить конфигурацию труб из различных материалов – алюминия, металлопластика, нержавейки. Изгиб производится по требуемой форме и размерам.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.
Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Приступаем к изготовлению
Несмотря на кажущуюся простоту процесса, гибка труб требует довольно серьезного подхода, так как при неправильно подобранном инструменте возможны различные дефекты и деформации, приводящие к уменьшению пропускной способности труб и снижению их прочностных характеристик.
Поэтому подбор инструмента осуществляется с учетом совместимости характеристик трубы и принципа работы инструмента.
Трубы, изготовленные из разного материала, имеющие разный диаметр и разную толщину стенок, имеют определенный минимальный радиус изгиба. Для его определения применяется следующая таблица:
Безусловно, гнуть трубы можно и с меньшим радиусом, но следует учитывать, что при этом снизится качество их изгиба.
Теперь поговорим о самостоятельном изготовлении трубогибов и рассмотрим несколько конструкций подобных инструментов.
Наиболее просто согнуть трубу с использованием специального шаблона. Необходимо отметить, что подобный способ позволяет сгибать не только алюминиевые, но и стальные трубы.
Для изготовления шаблона нам потребуются деревянные доски толщиной чуть превышающей диаметр сгибаемой трубы. Для того чтобы в процессе работы труба не выскользнула из шаблона, доски выпиливаются с определенным наклоном.
Скрепленные между собой доски необходимо зафиксировать на столе или на другом удобном основании. Помимо шаблона здесь же следует на определенном расстоянии закрепить упор, удерживающий сгибаемую трубу. Простейшая модель трубогиба готова.
Конец сгибаемый трубы вставляется в пространство между зафиксированным шаблоном и упором. Взяв трубу за противоположный конец, необходимо плавными движениями согнуть изделие. Для облегчения процесса можно применить рычаг, вставив в трубу прочный арматурный стержень или надеть на сгибаемое изделие трубу большего диаметр.
Следует избегать попыток изгиба трубы по центру шаблона, так как это не только требует значительных усилий, но и может привести к поломке трубы.
Аналогичный шаблон можно сделать также из металлических крючков, закрепленных на листе фанеры по соответствующей линии изгиба. Преимуществом подобной конструкции является возможность регулирования линии изгиба путем переставления крючков.
Простейшие трубогибы позволяют гнуть не только тонкостенные гибкие трубы, но и толстостенные изделия. Для этого следует применять ручную лебедку.
С применением подобной конструкции можно сгибать даже мощные профильные трубы. Однако для этих целей при выпиливании деревянного шаблона не следует делать скоса, а трубу необходимо зафиксировать сразу несколькими ограничителями.
В различных мастерских нередко можно встретить трубогибы, имеющие подобную конструкцию:
Его можно изготовить самостоятельно. В процессе изготовления подобного трубогиба наиболее проблематичным является подбор или изготовление необходимых шаблонов и роликов, так как от обхвата трубы зависит качество изгиба.
В случае если инструмент предназначен для работы с гибкими трубами, стальные ролики и шаблоны можно заменить на аналогичные детали, изготовленные из твердых пород древесины.
Ролики можно выточить на токарном станке. Также, ролик можно вырезать лобзиком. Для этого из твердой фанеры выпиливаются круги разного диаметра с наклоном в необходимую сторону, которые затем скрепляются в единую деталь. В завершение ролик следует обработать наждачной бумагой. Для придания большей прочности изделию, его следует укрепить металлическими пластинами.
Для получения большого радиуса изгиба оптимально применение прокатных трубогибов. Эти инструменты, как и вышеописанные, не отличаются сложностью конструкции. Вообще, уровень сложности конструкции прокатных трубогибов, во многом, зависит от материала сгибаемых труб.
Если инструмент необходим для работы с гибкими трубами, его рабочие поверхности можно изготовить из дерева. Так как деревянные детали довольно просты в изготовлении и не требуют больших расходов, их можно без проблем заменять при износе.
В случае если деревянные детали окажутся неэффективны в работе, их можно заменить на металлические. Рассмотрим несколько конструкций самодельных прокатных трубогибов.
Как видим, этот инструмент изготовлен преимущественно из деревянных деталей. Ролики в рассматриваемой модели изготовлены из полиуретана, однако, их также можно сделать из дерева. Т
акже в качестве роликов можно применить и подшипники. Однако в этом случае потребуется заклинить прижимной подшипник так, чтобы он не прокручивался.
От расстояния между роликами трубогиба зависят его технические характристики. Чем больше расстояние между роликами, тем меньше усилий потребуется для прогиба и прогона трубы. Однако в этом случае обеспечивается минимальный радиус изгиба, и значительный участок трубы вообще не подвергается изгибу.
Для того чтобы изготовить более универсальный инструмент, на стадии проектирования следует предусмотреть возможность установки боковых роликов в различных положениях. По бокам необходимо закрепить стальные фиксаторы, удерживающие трубу в определенном положении перпендикулярно осям роликов. В противном случае труба начнет сгибаться по спирали.
Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Плавно затягивая прижимной ролик устройства, сгибаемая труба прокатывается сквозь трубогиб. При прокате на каждые пол-оборота фиксирующей металлической полосы проделывается прогон трубы.
При изгибе небольшого радиуса потребуется сделать от 50 до 100 прогонов. Для того чтобы окружность изгиба не подвергалась деформации, необходимо прокатывать трубу с одинаковой скоростью. В случае если на поверхности трубы имеется сварной шов, необходимо проконтролировать, чтобы шов при прокате постоянно находился с одной стороны.
Самодельный трубогиб для профильной трубы
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
Сам трубогиб:
Немного процесса изготовления:
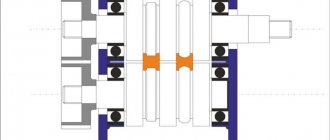
Ну и когда мы уже имеем представление о конструкции сами чертежи:
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция.
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.
Задание токарю было сформулировано на куске обоев и он с заданием успешно справился
Ну и первая примерка
Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.
В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.
Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.
Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.
Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.
Ну и дальше сверлю и прикручиваю нижние опорные валы.
Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!
Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер. Прикручиваю натяжитель.
Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.
Результат
Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.
В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.
gredx.ru