49. Минимальный радиус Rгиба листового проката, мм
| Материал | Расположения линии гиба проката в состоянии | |||
| отожженном или нормализованном | наклепанном | |||
| поперек волокон | вдоль волокон | поперек волокон | вдоль волокон | |
| Сталь: | ||||
| Ст3 | 2S | |||
| 20 | 1,5S | |||
| 45 | 2,6S | |||
| коррозионно-стойкая | 1S | 2S | 3S | 4S |
| Алюминий и его сплавы: | ||||
| мягкие | 1S | 1,5S | 1,5S | 2,5S |
| твердые | 2S | 3S | 3S | 4S |
| Медь | — | 1S | 1S | 2S |
| Латунь: | ||||
| мягкая | — | 0,8S | 0,8S | 0,8S |
| твердая | — | 4,5S | 4,5S | 4,5S |
Развернутая длина изогнутого участка детали из листового материала при гибе на угол α определяется по формуле
A = π(α/180)(R+ KS),
где А — длина нейтральной линии; R — внутренний радиус гиба; К — коэффициент, определяющий положение нейтрального слоя при гибе (табл. 50); S — толщина листового материала, мм
Примечание.
Минимальные радиусы холодной гибки заготовок устанавливаются по предельно допустимым деформациям крайних волокон. Их применяют только в случае конструктивной необходимости, во всех остальных случаях — увеличенные радиусы гиба.
Значение коэффициента К
| Минимальный радиус гибаR, мм | Толщина проката S, мм | ||||||||||
| 0,5 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| 1 | 0,375 | 0,350 | — | — | — | — | — | — | — | — | — |
| 2 | 0,415 | 0,375 | 0,357 | 0.350 | — | — | — | — | — | — | — |
| 3 | 0,439 | 0,398 | 0,375 | 0,362 | 0,355 | 0,350 | — | — | — | — | — |
| 4 | 0,459 | 0,415 | 0,391 | 0,374 | 0,365 | 0,360 | 0,358 | — | — | — | — |
| 5 | 0,471 | 0,428 | 0,404 | 0,386 | 0,375 | 0,367 | 0,357 | 0,350 | — | — | — |
| 6 | 0,480 | 0,440 | 0,415 | 0,398 | 0,385 | 0,375 | 0,363 | 0,355 | 0,350 | — | — |
| 8 | — | 0,459 | 0,433 | 0,415 | 0,403 | 0,391 | 0,375 | 0,365 | 0,358 | 0,350 | — |
| 10 | 0,500 | 0,470 | 0,447 | 0,429 | 0,416 | 0,405 | 0,387 | 0,375 | 0,366 | 0,356 | 0,350 |
| 12 | — | 0,480 | 0,459 | 0,440 | 0,427 | 0,416 | 0,399 | 0,385 | 0,375 | 0,362 | 0,355 |
| 16 | 0,500 | — | 0,473 | 0,459 | 0,444 | 0,433 | 0,416 | 0,403 | 0,392 | 0,375 | 0,365 |
| 20 | — | 0,500 | — | 0,470 | 0,459 | 0,447 | 0,430 | 0,415 | 0,405 | 0,388 | 0,375 |
| 25 | — | — | 0,500 | — | 0,470 | 0,460 | 0,443 | 0,430 | 0,417 | 0,402 | 0,387 |
| 28 | — | — | — | 0,500 | 0,476 | 0,466 | 0,450 | 0,436 | 0,425 | 0,408 | 0,395 |
| 30 | — | — | — | — | 0,480 | 0,470 | 0,455 | 0,440 | 0,430 | 0,412 | 0,400 |
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
- элементы навесных фасадов;
- металлическую мебель;
- карнизы;
- детали интерьера;
- рекламные штендеры и др.
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится. Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла. Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Минимальный радиус гиба металлов круглого и квадратного сечений, мм
| Диаметр круга d или сторона квадрата а | Ст3 | Ст5 | Сталь 20 | Сталь 45 | Сталь12Х18Н10Т | Л63 | M1, М2 | |||
| R1 | R2 | R1 | R1 | R2 | R1 | R2 | R1 | |||
| 5 | — | — | — | — | — | — | — | — | 2 | — |
| 6 | — | — | — | 2 | — | — | — | — | 2 | 2 |
| 8 | 3 | — | — | 3 | — | 5 | — | 7 | 2 | 2 |
| 10 | 8 | 10 | — | 8 | 10 | 10 | — | 8 | 6 | 6 |
| 12 | 10 | 12 | 13 | 10 | 12 | 13 | — | 10 | 6 | 6 |
| 14 | 10 | 14 | 14 | 10 | 14 | 16 | — | 11 | — | — |
| 16 | 13 | 16 | 16 | 13 | 16 | 16 | 16 | 13 | 10 | 10 |
| 18 | 16 | — | 18 | — | — | 18 | 14 | — | 10 | |
| 20 | 16 | 20 | 20 | 16 | 20 | 20 | 20 | 16 | 13 | 13 |
| 22 | 18 | — | 22 | 18 | — | 22 | 18 | — | 13 | |
| 25 | 20 | 25 | 25 | — | 25 | 25 | 25 | 20 | 16 | 16 |
| 28 | — | — | — | 22 | — | 30 | 22 | — | 16 | |
| 30 | 25 | 30 | 30 | 25 | 30 | 30 | 30 | 24 | 18 | 18 |
Что влияет на размер радиуса изгиба арматуры
Гнутье анкерующих стержней производится с помощью механических или ручных станков, изготовленных своими руками или в заводских условиях. Механические станки способны изогнуть арматурные пруты практически любого диаметра. А ручные станки позволяют сгибать арматуру диаметром 12 миллиметров и меньше. Радиус загиба арматуры определяется классом арматуры и диаметром стержней. Стандартные нормы по диаметру оправки для изгиба арматуры перечислены в Своде Правил 52-101-2003 по «Проектированию бетонных конструкций и ЖБК без предварительного напряжения арматуры».
Важно! Гибку арматуры для укрепления фундамента с помощью металлического каркаса производят только механическим методом, чтобы в месте закругления не образовывались острые углы.
51а. Минимальные радиусы гибаR угловой равнополочной стали, мм
Материал — сталь Ст3
В числителе приведены значения радиуса гибаRугловой стали полкой наружу, в знаменателе — полкой внутрь.
| Толщина пачки, мм | Номер профиля | |||||||||||||
| 2 | 2,5 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | |
| 3 | 100/120 | 125/150 | — | — | — | — | — | — | — | — | — | — | — | — |
| 4 | — | 125/150 | 160/200 | 180/220 | 200/240 | 221/270 | 250/300 | 280/340 | 315/380 | — | — | — | — | — |
| 4,5 | — | — | — | — | — | — | — | — | — | 350/420 | — | — | — | — |
| 5 | — | — | — | — | — | — | 250/300 | 280/340 | 315/380 | 350/420 | 375/450 | — | ||
| 5,5 | — | — | — | — | — | — | — | — | — | — | — | 400/480 | — | — |
| 6 | — | — | — | — | — | — | — | — | 315/380 | 350/420 | 211/450 | 400/480 | 450/540 | — |
| 6,5 | — | — | — | — | — | — | — | — | — | — | — | — | 500/600 | |
| 7 | — | — | — | — | — | — | — | — | — | 420/350 | 450/375 | 480/400 | 540/450 | — |
| 8 | — | — | — | — | — | — | — | — | — | 480/400 | 540/450 | 600/500 | ||
| 9 | — | — | — | — | — | — | — | — | — | — | 450/375 | — | — | — |
| 10 | — | — | — | — | — | — | — | — | — | — | — | — | — | 600/500 |
| 12 | — | — | — | — | — | — | — | — | — | — | — | — | — | 600/500 |
текущий ремонт грп перечень работ
Скачать допуски на гибку листового металла гост doc
Общие технические условия. Поиск в. Рекомендации при выборе радиуса сгиба Операции гибки при изготовлении деталей. Данный документ представлен в виде сканер копии, которую вы можете скачать в формате pdf или djvu. Гибка без калибровки свободная гибка не обеспечивает правильной геометрической формы детали точных размеров. Требования к транспортированию и хранению штампов, отправляемых в районы Крайнего Севера и труднодоступные районы, — по ГОСТ Выполняемые операции.
В тех случаях, когда допуск, превышающий общий допуск, все же дает экономию при изготовлении детали и может быть разрешен, исходя из ее служебного назначения, соответствующие предельные отклонения указывают непосредственно у размера.
Поверхности деталей, предназначенных для клеевых соединений, должны быть обработаны с параметром шероховатости 12,5 мкм по ГОСТ Да, трещина странная, просто в реальном образце бывают трещины на внутренней стороне со стороны давления и я что-то не понял как такую задать. Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки.
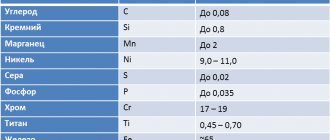
Легированная инструментальная сталь. Сырье и его подготовка Доменное производство Электрометаллургия Инструкции по выплавке Мартеновское производство Конвертерное производство Производство ферросплавов Другие способы получения стали Внепечная обработка стали Разливка стали ОМД Цветная металлургия Проектирование цехов Экология и ресурсосбережение Чертежи. Рекомендуемое соотношение параметров и усилия. Основные виды ротационной вытяжки Рис. Embed Code hide post details.
Обозначение НТД, на который дана ссылка. До 0, При соединении твердосплавных деталей механическим путем сопрягаемые поверхности должны быть обработаны с параметром шероховатости 0,40 мкм по ГОСТ
Я искал программу в которую если повезет, сохраняли параметры бета-привода. Радиус гиба прутка: цены на рынке, новости, обзоры, аналитика, статистика,. Возможности нашей компании по гибке металла позволяют производить сложные и простые детали.. Так что западная инженерная общественность не сможет ни торец подрезать, ни проточить деталь как чисто.
Это отдельная научная проблема. Что мы слушаем.
51в. Минимальный радиус гибаR угловой неравнополочной стали большой полкой наружу, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 160 | 225 | 250 | — | — | — | — | — |
| 5 | — | — | — | — | 375 | — | — | — |
| 5,5 | — | — | — | — | — | — | 450 | — |
| 6 | — | — | — | 315 | 375 | 400 | — | 500 |
| 7 | — | — | — | — | — | — | — | 500 |
| 8 | — | — | — | 315 | — | — | 450 | 500 |
| 10 | — | — | — | — | — | — | — | 500 |
Выбор оборудования и заготовки
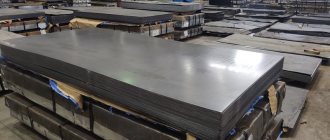
Подбор пресса включает расчет усилия, проверку соответствия рабочей зоны габаритам листовой заготовки. Оценивают производительность, экономическую эффективность, зависящую от рационального выбора длины, ширины листа. предлагает широкую номенклатуру сортамента листовой стали, удовлетворяющую требованиям минимизации отходов, повышения КИМ.
Популярность гидравлических листогибов для обработки разомкнутых и замкнутых профилей, обусловлена универсальностью, обеспечиваемой сборными матрицами. Обечайки цилиндрической, конической формы изготовляют на вальцах. Труба стальная электросварная — пример гибки на специализированном трубопрокатном стане.
51г. Минимальный радиус гибаR угловой неравнополочной стали меньшей полкой внутрь, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7.5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 120 | 170 | 195 | — | — | — | — | — |
| 5 | — | — | — | — | 300 | — | — | — |
| 5,5 | — | — | — | — | — | — | 340 | — |
| 6 | — | — | — | 240 | 300 | 300 | — | 380 |
| 7 | — | — | — | — | — | — | — | 380 |
| 8 | — | — | — | 240 | — | — | 340 | 380 |
| 10 | — | — | — | — | — | — | — | 380 |
Стандартизация, параметры обработки
Государственных стандартов, непосредственно регламентирующих гибку листового материала, не существует, однако в справочниках рекомендации приводятся. Основаны они на практике заводов, исследованиях институтов. Начиная с 30-х годов, данные приводились в отраслевых документах (ОСТ), машиностроительных нормалях (МН), стандартах предприятий (СТП). ГОСТы на гнутые профили (уголок, швеллер, пр.) содержат требования к размерам радиусов.
Классический справочник конструктора, под редакцией Анурьева, содержит сведения о минимальных внутренних радиусах гиба (R) листового проката. Для мягких сталей величина равна удвоенной толщине листа: R = 2S. Деформация наклепанного металла или поперек волокон требует увеличения радиуса примерно вдвое.
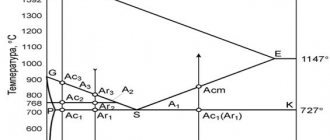
Наружные и внутренние волокна максимально растянуты и сжаты соответственно, возникающие напряжения могут привести к трещинам при циклических нагрузках. Негативный эффект ослабляют, увеличивая радиусы гибки, проводя рекристаллизационный отжиг. При горячей обработке, потребное усилие меньше за счет повышения пластичности. Оптимальный температурный интервал исключает рост зерен при перегреве, окисление по границам кристаллитов — неисправимый брак — пережог металла. Также учитывают скорость деформации, особенности оборудования.
51д. Минимальный радиус гибаR угловой неравнополочной стали большей полкой внутрь, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 195 | 270 | 300 | — | — | — | — | — |
| 5 | — | — | — | — | 450 | — | — | — |
| 5,5 | — | — | — | — | — | — | 545 | — |
| 6 | — | — | — | 380 | 450 | 480 | — | 600 |
| 7 | — | — | — | — | — | — | — | 600 |
| 8 | — | — | — | 380 | — | — | 545 | 600 |
| 10 | — | — | — | — | — | — | — | 600 |
Нормы минимальных радиусов изгиба
При гибке арматуры огромное значение имеет соблюдение минимального радиуса гиба арматуры. Неверно согнутые рабочие стержни становятся ослабленным местом в возводимой ЖБК и могут привести к разрушению или расколу монолитного бетона в точке расположения согнутой арматуры.
В любом металлическом каркасе слабыми местами являются точки соединения стыкуемых стержней. Особенного внимания требуют угловые соединения. На угловых участках монолитной бетонной конструкции требуется проводить сгибание арматуры с определенным радиусом гнутья арматуры, благодаря чему усиливается прочность арматурного каркаса.
Для соединения прутов в угловых участках необходимо сгибать и укладывать рабочую арматуру так, чтобы с каждым присоединяемым к ней прутком получался нахлест не менее величины 80 см. Согнутые арматурные пруты применяются как для создания фундаментных каркасов, так и для соединения элементов, подвергаемых воздействию растягивающих сил. В процессе сгибания металлические стержни должны сохранить свои исходные прочностные качества.
Внимание! Изгибание арматуры своими руками с помощью ручного станка допускается проводить только с металлическим типом изделий, композитный тип должен изгибаться на заводских станках.
Таблица гибов арматурных изделий из стали разного класса и разных диаметров
| Классы арматуры | Номинальный диаметр стержня, не менее,мм | Временное сопротивление, не менее, МПа | Предел текучести, не менее, МПа | Относительное удлинение, не менее,% | Угол загиба в холодном состоянии при толщине оправки С |
| А-1 | 6-40 | 380 | 240 | 25 | 180°, С=0,5d |
| А-2 | 10-80 | 500 | 300 | 19 | 180°, С=3d |
| А-3 | 6-40 | 600 | 400 | 14 | 90°, С=5d |
| А-4 | 10-22 | 900 | 600 | 6 | 45°, С=5d |
| А-5 | 10-22 | 1050 | 800 | 7 | 45°, С=5d |
| АТ-4 | 10-40 | 900 | 600 | 8 | 45°, С=5d |
| АТ-5 | 10-40 | 1000 | 800 | 7 | 45°, С=5d |
| АТ-6 | 10-22 | 1200 | 1000 | 6 | 45°, С=5d |
Радиус гиба круглой арматуры
Наименьший размер радиуса гнутья круглой арматуры А240 прежде всего зависит от сечения арматуры сгибаемого прута. При гибке арматуры толщиной меньше 20 миллиметров диаметр оправки должен составлять не менее 2.5 диаметров стального стержня. Для прутков диаметром 20 миллиметров и больше диаметр оправки сгибаемой арматуры должен равняться не менее четырем диаметрам стержня.
Таблица радиусов гиба арматуры и диаметров оправки арматуры с круглой поверхностью в соответствии с нормативами:
| Толщина арматуры, мм | Диаметр оправки, мм | Радиус гиба, мм |
| 8 | 20 | 10 |
| 10 | 25 | 12,5 |
| 12 | 30 | 15 |
| 14 | 35 | 17,5 |
| 16 | 40 | 20 |
| 18 | 45 | 22,5 |
| 20 | 80 | 40 |
| 22 | 88 | 44 |
| 25 | 100 | 50 |
| 28 | 112 | 56 |
| 32 | 128 | 64 |
Радиус загиба арматуры рельефного профиля
Наименьший радиус загиба арматуры а500с и А400 с рельефным профилем диаметром сечения менее 20 мм, должен составлять 2.5 диаметра арматуры. А наименьший радиус загиба рифленой арматуры а500с и А400 толщиной 20 мм и больше должен составлять 8 диаметров сгибаемого арматурного стержня.
Таблица ниже показывает диаметр оправки арматуры а500с, А400 и радиус гиба арматуры согласно государственным нормативам СП 52-101-2003 по армированию.
| Диаметр стержня, мм | Диаметр оправки, мм | Радиус загиба, мм |
| 8 | 40 | 20 |
| 10 | 50 | 25 |
| 12 | 60 | 30 |
| 14 | 70 | 35 |
| 16 | 80 | 40 |
| 18 | 90 | 45 |
| 20 | 160 | 80 |
| 22 | 176 | 88 |
| 25 | 200 | 100 |
| 28 | 224 | 112 |
| 32 | 256 | 128 |
Внимание! Максимально возможный угол гиба арматуры классов А500С и А400С составляет 180 градусов.
51е. Минимальный радиус гиба двутавровой балки, мм
(материал — сталь ВСт3)
| Номер профиля | 10 | 12 | 14 | 16 | 18 | 20 |
| Минимальный радиус гибаR, мм | 250 | 300 | 350 | 400 | 450 | 500 |
Расчет минимального радиуса при гибке листового металла
Диаметр окружности нейтрального слоя (D), который расположен в центре металлического листа длиной L и толщиной S в случае гибки его в барабан, рассчитывается по следующей формуле:
Если толщина стенок металлического барабана равна S, то внутренний диаметр изделия (D) вычисляется таким образом:
Формула вычисления внешнего диаметра (D1) следующая:
Таким образом, разность длины окружности может быть вычислена по формуле:
Следовательно, отношение 2πS/πD должно быть не более 0,05.
На основании того, что 2πS/πD ≤ 0,05 получается, что D ≥ 2S/0,05 = 40S, т. е. для сохранения прочностных качеств листа минимальный внутренний диаметр его гибки должен превышать его толщину в 40 раз, а радиус – в 20 раз. Например, из пластины толщиной 10 мм можно изготовить цилиндр с минимальным внутренним диаметром 40 мм.