Материал и форма зубьев
Пильные диски представляют собой стальные диски, наконечники которых являются резцами, приваренными высокотемпературной сваркой.
Как правило, данные части инструмента изготовляются из спеченного вольфрамокобальтового сплава (марки ВК, ВК6, ВК15 и пр.). Также используют твердые сплавы. Но следует учитывать, что прочность зависит от величины зерна карбидной фазы.
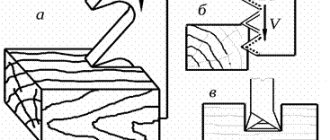
Сама же пайка (зуб) имеет следующие плоскости:
- Передняя;
- Задняя;
- Две боковых (вспомогательных).
То есть, пересекаясь, они формируют две режущие кромки:
Измерение степени заточки дисковой пилы
В большинстве случаев дисковые пилы с победитовыми напайками используют редко, но на значительные объемы материала и на длительное время. Поэтому вполне нормально, что резцы со временем начинают стачиваться. Затачивать данное изделие надо по мере необходимости. Определить степень заточки довольно просто:
- При распиливании материала начинают появляться неровности, зазубрины, сколы, а при резке деревянных предметов – характерный запах и черные следы на материале;
- Работа на станке усложняется, так как необходимо прилагать больше усилий, в результате чего идет сильная нагрузка на двигатель.
Важно! Отсутствие наблюдения за остротой резцов диска может привести к тому, что изделие вообще больше нельзя будет более ни заточить, ни отремонтировать. Поэтому стоит тщательно следить за состоянием инструмента.
Следует отметить что, как правило, в данных станках предусмотрены защитные реле. Но если таковые отсутствуют, аппарат может быстрее дать сбой при неправильной или не вовремя сделанной заточке.
Общие сведения
Как нет панацеи от всех болезней, так нет и одного универсального пильного элемента для всех видов работ с деревом. Для быстрой, качественной, а главное, безопасной работы, каждая операция требует соответствующего диска.
До того, как выбрать диск, необходимо определиться с рабочим материалом:
- породой дерева – твердая или мягкая;
- будет проводиться распил вдоль или поперек;
- типом обрабатываемой заготовки – доски, фанера, ДСП, наличие какого-либо покрытия.
Диски для разных задач
Если поперечный распил хорошо проводить диском с отрицательным углом зубьев, то для продольного этот вариант неприемлем по причине возникновения эффекта отталкивания, так что модель для продольного пиления не подойдет для поперечного. Негативные последствия могут наступить для двигателя пилы – опилки, забиваясь в межзубные пазухи, создают огромные перегрузки на двигатель.
Для каждого вида работ выбираются соответствующие диски, которые могут отличаться:
- серией или подсказкой для вас в мучительном выборе;
- типом и углом зубьев – при положительном наклоне пропил делается быстрее, но неаккуратно, при отрицательном наоборот – медленно, но чисто;
- количеством зубьев – большое их количество (80−90) подходит для чистого реза, но работа замедляется накапливающейся стружкой; чем меньше зубьев (10–40), тем работа идет быстрее, выносится стружка, но срез выглядит рваным;
На фото – диск для чистого реза
- конструкцией – на качественном диске следы шлифовки расходятся от центра, т. е. каждый обрабатывали отдельно; поверхность не должна иметь шероховатостей, иначе он будет нагреваться и зубья быстрей затупятся; кольца жесткости, волнообразные расширения и специальное покрытие полотна также свидетельствуют о его хорошем качестве;
- внешним диаметром;
- диаметром посадочного отверстия;
- максимальными оборотами;
- толщиной полотна – тонкий диск создает минимальные нагрузки на двигатель и может использоваться в аккумуляторной пиле, но и для тяжелых работ он не приспособлен;
- маркировкой – на качественных образцах она лазерная и содержит информацию, которая здесь рассматривается по пунктам.
Безусловно, вы должны знать технические возможности вашего инструмента, которые включают:
- мощность двигателя, который «потянет» диски с высокими оборотами; большим количеством зубьев и отрицательным их углом;
- скорость вращения шпинделя – пропорция размер полотна = мощность привода лучше не нарушать и не видеть последствий;
Скорость вращения в зависимости от диаметра
- размер посадочного штифта, который гарантирует надежную посадку диска, в противном случае покупается кольцо-переходник, но желательно все же подобрать нужный размер. Например, пильный диск по дереву 200х32 должен устанавливаться на штифт диаметром 32 мм;
- допустимый внешний диаметр, защитный кожух служит дополнительным ограничителем.
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы – алмазные круги, круги из карбида кремния (зеленого) и др.
Важно! Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой.
При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты.
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
Существуют специальные приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную – поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.
Режущие лезвия для твердых материалов
Режущая поверхность дисков изготовлена из абразива из карбида кремния, армированного стекловолокном. Доступны два типа лезвий. Для мягких материалов:
- бетонный блок,
- кирпич,
- известняк.
Другой предназначен для твердых материалов:
- конкретный,
- мрамор,
- глазурованная керамическая плитка.
- гранит
Лезвия для резки пластиковых труб
Лезвия с 60 зубьями для резки пластика, мягких цветных металлов. Деревянные лезвия с 40 зубьями режут пластиковые трубы. Чем меньше скорость погружения в пластик, тем лучше. Если быстро вставить лезвие в трубку, оно может застрять в трубке, отскочить. Медленно вставляя диск в трубку, можно избежать этих проблем.
Мы надеемся, что эта статья о пильных дисках послужит руководством при выборе правильного кругового инструмента для резки правильного материала. Пильные полотна имеют информацию о выборе и маркировку. Есть пиктограммы, которые показывают положение резки материала: продольный или поперечный разрез. Установочные размеры можно изменить с помощью насадок.
Меры безопасности
Единственный серьезный недостаток этого средства – это опасно. Выдвижной защитный кожух над основанием пилы защищает от попадания материала сверху и по бокам инструмента. Будьте осторожны при использовании циркулярной пилы, используйте средства защиты глаз, ушей и органов дыхания.
Резка дерева
Набрав в поисковике «новосибирская циркулярная пила» вы увидите, что у дисковых пил есть автоматические тормоза, которые останавливают полотно при отпускании куркового переключателя. Есть модели с функцией сбора пыли, опилок. В магазинах часто продают два типа лезвий: из сверхскоростной стали и с твердосплавными режущими пластинами. Второй дороже, но лучше сопротивляется износу.
Диски из фанеры изготовлены из быстрорежущей стали и имеют до 160 зубьев на лезвие. Гравировка с обеих сторон чистая, образуется меньше пыли. Пильные полотна по фанере используются для резки ламината.
Виды заточки
Непосредственно сам процесс подразделяется на три вида:
1. Заточка передней поверхности прямого зуба
Зуб и абразивный круг устанавливаются перпендикулярно друг другу, учитывая то, что сама пила должна иметь горизонтальное положение. В том случае, если в станке не предусмотрена угловая шкала наклона, можно использовать маятниковый угломер. Далее необходимо крепко зафиксировать инструменты.
Сам процесс представляет собой соприкосновение абразивного круга и натачиваемой поверхности взад и вперед посредством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется с каждым зубом пилы.
Для удобства можно сделать отметину на том зубе, с которого началась заточка.
2. Заточка скошенного по передней поверхности зуба
Данный вид заточки предусматривает исполнение тех же действий, что и прежде, с темотличием, что угол наклона должен быть изменен в соответствии с расположением зубьев. Измерить наклон можно маятниковым угломером. Сперва натачиваются положительные углы зуб через зуб.
Далее происходит сам процесс:
- Затачивается каждая вторая напайка;
- Затем меняется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предусматривает возможность изменения положения диска таким образом, чтобы задняя плоскость напайки соприкасалась с абразивным кругом.
Если же станка для заточки не имеется, можно смастерить всё своими руками. Как заточить диск своими руками:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно крепко сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на которой будет располагаться сам диск (при необходимости угол наклона можно будет менять подпоркам);
Важно! Абразивная пила и пильный диск должны располагаться перпендикулярно друг другу.
- Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки).
Подведение итогов
Дисковые пилы – незаменимый инструмент при необходимости распиловки большого объема пиломатериалов. Правильный выбор пильного диска не менее важен, чем навыки работы с инструментом. Предложенный материал позволит понять классификацию и основные особенности конструкции пильных дисков для дерева. (См. также статью Шлифмашинка по дереву: особенности.)
Видео в этой статье представляет собой короткий обзор твердосплавного диска Freud.
Возможно, вы не задумывались, но правильный выбор пилы-ножовки определяет не только срок её службы, но и удобство работы, качество среза. Рассмотрим основные параметры правильного выбора этого необходимого в хозяйстве и столярной деятельности инструмента.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Основные характеристики оснастки
При выборе подходящего диска для вашей машины необходимо учитывать ряд важных факторов, которые влияют на производительность. Основными технологическими показателями являются:
- Мощность электродвигателя. Чтобы подойдет пильный диск большого диаметра, нужно повернуть мотор как можно выше. Недостатком таких устройств является их вес. Например, устройство с электродвигателем мощностью 1200 Вт весит около 4 кг. Самая мощная система мощностью 2000 Вт уже весит 7 кг.
- Глубина. Чтобы получить длинный пропил определенной глубины, очень важно правильно выбрать мощность.
Скорость вращения диска. Этот параметр прямо пропорционален плотности заготовки. Срез будет чистым, если скорость вращения будет очень высокой.
диск на торцовочной пиле
Регулировка угла наклона. Многие модели пил имеют такую настройку. Если вы будете часто пилить под наклоном, то нужно брать диск, толщиной более 2,5 мм.
Более тонкие диски будут изгибаться при резе под углом и точный рез сделать не получится.
Выбираем угол заточки режущих зубьев
Звенья на режущих насадках имеют рабочую зону, которая имеет соответствующий угол заточки. В зависимости от вида зубьев, диск может применяться как в одном направлении пиления, так и в двух. Когда звенья притупляются с одной части, то диск необходимо развернуть, и продолжить работу в обратном направлении. Однако так можно делать далеко не со всеми циркулярными дисками, например, не подходят для этого круги со скошенной формой звеньев.
Если выполняется заточка диска циркулярной пилы своими руками, то необходимо понимать, что в зависимости от направления реза, нужно учитывать угол заточки.
- Если планируется пилить древесину в продольном направлении расположения волокон, то угол заточки на звеньях должен составлять 15-25 градусов
- Если древесина распиливается в поперечном направлении, то угол заточки снижается до 5-10 градусов
- Универсальным углом заточки считается величина 15 градусов. Кругами с такими звеньями можно пилить не только поперек, но и вдоль
При затачивании зубьев на пильных кругах и дисках для циркулярной пилы, болгарки и циркулярки, необходимо учитывать еще один немаловажный фактор — это величина плотности распиливаемого материала. Чем ниже плотность, тем выше должна быть острота зуба. Если циркулярная пила применяется для распиловки пластика или пластмассы, то угол заточки диска должен быть отрицательным.
Выбор по назначению
Кроме учета основных разновидностей пил, выбор ножовки по дереву должен осуществляться по запросу под определенный вид работ:
- Размашная для продольного пиления;
- Поперечная хорошо справляется с древесиной поперек расположения волокон;
- Шиповая для вырезания пазов, шипов и технологических углублений в изделиях;
- Выкружная для выпиливания отверстий разной формы;
- Складная ножовка по дереву
Эти виды ножовок по дереву обобщают приведенные выше модели инструмента. Выбор следует осуществлять по основному назначению, для чего приобретается выбираемый вид инструмента. Для домашнего хозяйства целесообразно приобрести пилу со сменными полотнами или иметь в арсенале несколько ножовок разного вида.
Как же определиться
Такое количество новой информации непросто применить на практике, потому мы дадим вам несколько советов, как последовательно выбрать подходящую пилу.
- Первый фактор, который надо участь – какой распиливаемый материал пойдет в работу и каково желаемое качество среза. Плотники, работающие с небольшими деревянными изделиями, выбирают мелкие пилы с коротким полотном. Для столяра лучше использовать крупные зубья и полотно – этому мастеру не требуется высокая точность работы, в приоритете скорость. Ножовка садовая складная идеально подойдет дачникам, которые будут только прорезывать деревья и кустарники.
- Частота применения. Определите, как часто вам придется работать с инструментом. Если потребность возникает редко, возьмите пилу с калеными зубьями, если часто и будет возникать необходимость в заточке – из обычной стали.
- Качество стали должно быть высоким для инструмента с любой периодичностью использования. Чем выше класс металла, тем качественнее изделие. Перед покупкой возьмите инструмент в руки и аккуратно согните полотно до 45 0 . Хороший металл упругий и при отпускании конца пилы восстановит свою форму, не сместив центральной оси. Заметили отклонение – верните ножовку продавцу.
- Цена в данном случае – гарант качества. Конечно, при условии, что продавец честный и не предлагает вам подделку. Хорошее изделие не может стоить дешево. Выбирайте в среднем ценовом диапазоне, если позволяет кошелек – не поскупитесь на дорогую пилу. Выберите производителя по рейтингу доверия и отдайте предпочтение его продукции в магазине. В большинстве случаев такая тактика позволяет избежать покупки непонятно чего вместо хорошего инструмента.
- Возьмите ножовочный инструмент в руку. Вам должно быть комфортно держать его. Материалом изготовления может выступать цельный пластик с прорезиненной ручкой.
Придерживаясь этих простых правил вы без труда выберете подходящую для ваших потребностей ножовку по дереву.
“>
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
Главные параметры на которые стоит обращать внимание при выборе
Это характеристики, если не соблюдаются, диск просто не подходит к конкретному инструменту.
Внешний диаметр
На стационарных циркулярах, особенно на поделках, можно использовать диски с большой разницей в диаметре. Маленький для резки тонких кусков, отлично подходит для пиломатериалов большого размера. В этом случае желательно иметь другой набор дисков.
Посадочный диаметр
В советское время для стационарных и обрезных циркуляров предусматривались только два посадочных диаметра: 32 мм и 56 мм. Сегодня производители во всем мире производят седельные валы и диски разных размеров 18 мм, 20 мм, 30 мм и т.д.
Однако стандарты остаются, даже если их стало больше. И это понятно: люфта здесь не допускается. Диск должен плотно сидеть на валу, иначе они просто не смогут работать. Слишком маленький диаметр круга не позволит установить диск на вал; слишком большой вызовет смещения, удары и вибрации, несовместимые с работой.
Иногда используются переходные кольца или шайбы для обеспечения совместимости различных диаметров. Например, используя шайбу с внутренним диаметром 32 мм и внешним диаметром 56 мм, диск с внутренним диаметром 56 мм может быть установлен на опорном валу диаметром 32 мм.
Переходное кольцо 1 мм позволяет диску 32 мм соответствовать валу 30 мм и т.д.
Толщина
Параметр имеет значение. Тонкие диски имеют множество преимуществ и недостатков по сравнению с более толстыми. Преимущества:
- увидел быстрее
- с меньшим шумом,
- сделать тонкий срез с минимумом отходов на опилки.
Последнее особенно важно при распиловке дорогой древесины. Иногда всего 2-3 мм определяет, сколько, например, прутков выйдет из панели: 5-6 при распиле тонким диском или 4-5 при толстом пропиле.
Тонкое лезвие делает пропил шириной 2-3 мм. Толщина – 3-4 мм. Иногда большой диск с широким зубом может разрезать 5-6 мм шириной.
Минусы тонких дисков:
- имеют тенденцию гнуться, поэтому иногда разрез может быть волнистым,
- он может быстро перегреться, иногда вплоть до «размытия», что может полностью разрушить диск. Перегретые диски начинают «трястись» с разной амплитудой, иногда до 10 мм и более.
Более толстые и тяжелые диски медленнее, но стабильнее.
Разновидность
Используются два принципиально разных типа дисков:
Изготовленные полностью из режущей стали, их называют встраиваемыми или монолитными.
монолитный и твердосплавный диск
С режущими зубьями, приваренными к различным твердым сплавам.
Первые относятся к исходящему типу. Они широко использовались в то время, когда еще не было технологий точной и прочной пайки твердых сплавов. Однако у монолитных дисков остается ряд преимуществ:
- очень долгий срок службы, он ограничен только тем, что со временем после множества заточек диаметр диска уменьшается до критических размеров,
- легкость заточки и правки зубов,
- без сварки, прочность зубьев в одном куске.
- возможность изменять форму и углы заточки зуба,
Минусы: они требуют регулярной правки, заточки и повторной заточки зубов, так как имеют меньшую прочность, чем зубы из твердых сплавов.
Стоили они недешево, так как не только зубья, но и вся серия изготавливались из специальной инструментальной стали.
Для переноски и удержания режущих зубьев из твердых сплавов без раскачивания, без перегрева подходят другие более дешевые стали. Сегодня они используются на дисках с припаянными зубьями.
Качество такого диска во многом зависит от состава твердых сплавов. Большинство производителей держат свои рецептуры в секрете. Однако общеизвестно, что самыми прочными были старые советские диски с «победитовыми» зубьями.
Сегодня в сплавах используются карбид вольфрама, кобальт и другие элементы. Простые и бытовые диски не отличаются особой прочностью – они крошатся, сварной шов отскакивает, быстро очищается до нуля после нескольких заточек из-за небольшого размера. Но дорогие профессиональные диски от известных брендов могут служить долго и требовать менее частой заточки.
Количество зубьев
Чистота среза в основном зависит от количества зубов. Важно, что отличается не только количество зубцов, например, на 10 см окружности, но главное – их размер. Если зубов много, они небольшого размера. Мелкие зубья режут медленнее и чище, извлекая меньше материала.
Различия в функционировании диска с небольшим количеством крупных зубцов и большим количеством мелких зубцов очень значительны.
- При работе с большим зубчатым диском трение меньше, и двигателю легче.
- Диск меньше нагревается.
- Образуются крупные опилки.
- Лезвие режет быстрее.
- На выходе большой зуб может вытащить куски материала, особенно фанеры, ДСП и т.д.
- На срезе могут оставаться круглые полосы и следы зубов.
Диск с мелкими зубьями и большим их количеством образует мелкие опилки.
- От трения нагревается, дерево может гореть.
- Требуется запас мощности двигателя, так как трение может привести к торможению диска.
- Маленький зуб на высокой скорости вырывает меньше материала на выходе.
- Высокая скорость резания достигается без разводов, чистая, как при хонинговании.
Для быстрой и легкой резки больше подходят диски с редкими и крупными зубьями. Для лучшего резания зуб с большим количеством мелких зубцов лучше подойдет для резки по диагонали и сквозь волокна.
Геометрия зуба
Во всех современных дисках используются два типа зубьев:
- «Орлиный клюв».
- Прямые заостренные зубы.
Форма первого варианта хорошо проверена, выверена и просчитана. Передний острый кончик зуба выбрасывает опилки. Полость под твердосплавным зубом не создает трения, облегчает движение диска, снижает нагрев. Такие диски успешно используются для продольной, диагональной и поперечной резки.
угол заточки зубьев пильного диска
Заостренные зубы, аналогичные зубьям «двуручной» или ручной пилы, лучше пилили древесину. Поэтому сегодня их можно встретить на торцовочных пилах, особенно старых моделей. Для этого они очень эффективны. Для продольной резки такая форма зуба непригодна: сильное трение, создается шум, диск перегревается, дерево горит.
Угол заточки
Этот показатель различается для разных устройств и производителей. Основное отличие – это положительный и отрицательный передние углы заточки.
Минус: режущая кромка зуба отклонена назад от оси радиуса на 5-10 градусов. Используется на специальных дисках для пластика, металла, МДФ, ламината, гравировальных дисках и т.д.
Положительный: зуб наклонен вперед, от оси радиуса на 10-20 градусов. Самый популярный вариант стандартных дисков по дереву и другим мягким материалам.
Другие отличия, вид зуба сверху:
- Зуб ровный, ровный, перпендикулярно разрезу. Входите в кусок сразу со всем планом.
- Зуб с треугольным скошенным краем. Сначала введите материал с самой острой выступающей кромкой.
Первый вариант безупречной работы требует постоянно острой заточки и достаточной мощности двигателя.
Второй вариант по определению более острый, поскольку он входит в материал первым с острой кромкой. Но такие зубы склонны к сколам из-за большой нагрузки на тонкий наконечник.
Зубы, заточенные с «имитацией развода». Через одну (левую-правую) такие зубья затачивают под небольшим углом к диску.
Самые неприхотливые диски – с простой прямой кромкой. Они воспринимают ударную нагрузку, когда входят в материал всем полом, поэтому меньше крошатся. Важно то, что их легче затачивать даже вручную на алмазном диске.
достаточно только одного положительного угла наклона вперед. Зубы с более сложной угловой заточкой можно затачивать только на специальных станках, позволяющих сохранить сразу все углы.
Иногда встречаются диски с зубцами необычной формы – «кремлевская стена», попеременно большие и мелкие зубы и так далее. Эти конструктивные изыски покупаются на испытания. Возможно, они где-то находят применение, но не широко.
Посмотрев видео, вы сможете понять, как диски того или иного дизайна работают на практике, и понять, какой из них лучше выбрать для той или иной цели.
Другие параметры
Металл диска при нагревании расширяется. Кроме того, если он нагревается равномерно, он просто немного увеличится в размерах. Но если трение о древесину нагревает и расширяет одну часть диска, в то время как другая остается холодной ближе к центру, диск может деформироваться. Чтобы этого избежать, делаются компенсационные вырезы.
Помимо функции «тепловых швов» эти вырезы уменьшают трение, вибрацию и шум, помогают охлаждать диск воздухом. Чем серьезнее производитель, тем точнее в лабораторных условиях проверяются и испытываются размеры и геометрия, расположение таких вырезов.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
- На верстаке располагается наждачный станок, на валу которого размещается круг с алмазным напылением
- Изготавливается неподвижное основание из ДСП. Это основание одновременно выступает направляющим, по которому будет происходить перемещение подвижной рамки
- На следующем этапе изготавливается подвижная рамка из ДСП или фанеры, стенки которой из рейки должны быть направлены вниз, и выступать в качестве механизма перемещения
- На наружной стороне подвижной рамки размещается фиксатор дисков соответствующего диаметра, а также проделывается паз
- В итоге получается готовый заточный станок для пильных дисков
Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Принцип работы циркулярного диска
Все электрические деревообрабатывающие станки работают по одному принципу. Круглый диск по дереву закреплен на оси мотора, что придает ему мощное вращение. Средство разделено на несколько групп:
- Руководство по эксплуатации.
- Электрический.
Эти системы отличаются только своей конструкцией. Вращение диска в портативном устройстве осуществляется механическим способом. Для электрических устройств требуется электродвигатель. Для регулировки глубины реза, а также регулировки желаемого угла наклона во всех системах есть специальная платформа.
Промышленность выпускает оригинальные мини-пилы, оснащенные аккумулятором. Такой дереворежущий станок, дисковый механизм которого не очень мощный, можно использовать в помещениях, где отсутствует электроснабжение.
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Главная страница » Как Наточить Пильный Диск С Победитовыми Напайками
Материал и форма зубьев
Пильные диски представляют из себя железные диски, наконечники которых являются резцами, приваренными высокотемпературной сваркой.
Вы, данные части инструмента изготовляются из спеченного вольфрамокобальтового сплава (марки , 6, 15 и пр.). Также употребляют твердые сплавы. Увы следует учесть, что крепкость находится в зависимости от величины зерна карбидной фазы.
Сама же пайка (зуб) имеет последующие плоскости:
- Передняя;
- Задняя;
- Две боковых (вспомогательных).
Другими словами, пересекаясь, они сформировывают две режущие кромки:
Рейтинг лучших
Пильное оборудование – товар популярный (потребительский). Поэтому есть много желающих заполнить эту нишу своей некачественной продукцией. Проблема в том, что есть производители, которые подделывают известные бренды.
Безопаснее выбирать диски добросовестных брендов с защитой от подделки (голограммы на упаковке, адреса сайтов, где можно подтвердить происхождение товара и т.д.).
Если у вас еще нет такого инструмента, перед покупкой обязательно ознакомьтесь с подробной статьей о том, как выбрать дисковую пилу, а также ознакомьтесь с рейтингом лучших дисковых пил для дома.
Лучшие дорогие
CMT, Италия. Стоимость от 2400 до 10000 рублей в зависимости от размера, количества зубов.
пильные диски smt
Оригинальные изделия SMT относятся к профессиональному классу, зарекомендовали себя качественно, служат долго, редко требуют заточки.
Этот производитель широко представлен на сайтах, где продаются инструменты для массового потребителя. Есть и другие профессиональные производители дисков, их следует искать на сайтах, торгующих профессиональным оборудованием.
Средний ценовой сегмент
Производители электроинструментов часто поставляют инструменты для своей продукции. В то же время они заинтересованы в том, чтобы их инструмент имел хорошую репутацию. Поэтому одноименные полотна пилы, как правило, хорошего качества. К ним относятся: Bosch, Metabo, Bison, Makita, Dewalt.
Цены у этих производителей сопоставимы. Чаще предпочтение отдается брендам Bosch и Makita из-за традиционного немецкого и японского качества, хорошей репутации.
Измерение степени заточки дисковой пилы
Как правило дисковые пилы с победитовыми напайками употребляют изредка, но на значимые объемы материала на в течении продолжительного срока. Потому полностью нормально, что резцы с течением времени начинают стачиваться. Затачивать данное изделие нужно при необходимости. Найти степень заточки достаточно легко:
- При распиливании материала начинают появляться выпуклости, зазубрины, сколы, а при резке деревянных предметов – соответствующий запах и темные следы на материале;
- Работа на станке усложняется, потому что нужно прилагать чем просто усилий, и в результате идет мощная нагрузка на движок.
Принципиально! Отсутствие наблюдения за остротой резцов диска приводит для того, что изделие вообщем не просто нельзя будет более ни заточить, ни отремонтировать. Потому стоит кропотливо заботиться о состоянии инструмента.
Необходимо сказать что, вы, в данных станках предусмотрены защитные реле. Если таковые отсутствуют, аппарат может резвее дать сбой при неверной иначе говоря не впору изготовленной заточке.
Как Самому Точить Пильные Диски Обычным Приспособлением
Точить твёрдосплавные диски
совсем не сложно посредством простого приспособления, а служат такие
диски
раза.
Подбирая абразивного круга необходимо выяснить на то, чтоб его поверхность была малость зернистой, поскольку так достигается подходящая чистота поверхности натачиваемого зуба. Иначе, во время работы на материале будут оставаться сколы, зазубрины и другие недостатки.
Для обработки победитовых напаек скорость вращения круга заточки должна составлять более 15 м/с, другими словами при поперечнике от 120 до 125 мм скорость вращения обязана стать как в кинотеатре 1500 об/мин.
Есть особые приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровненького угла заточки.
Дальше деяния выполняются вручную – поворот пилы по кругу (на зуб), следующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек дома.