При сварке ответственных конструкций большое внимание уделяется катету сварного шва. На заводах и предприятиях этот параметр проверяется отдельно и изделие могут признать негодным и отправить на переделку, что повлечет потерю времени и финансовые расходы. Здесь мы рассмотрим, что такое катет шва, как его правильно рассчитать и проверить.
Катет шва — это две стороны треугольника, расходящиеся от прямого угла. По сути, катет здесь имеет такое же определение, что и в школьной геометрии. В идеале, чтобы такой треугольник был равнобедренным, тогда одинаковая часть наплавленного металла ложится на каждую сторону. Это обеспечивает наилучшее удержание деталей и прочность соединения.
Понятие катета сварного шва применимо ко всем видам сварки. Достичь определенного катета при соединении можно покрытым плавящимся электродом (ММА), горелкой полуавтомата (MIG/MAG), неплавящимся вольфрамовым стержнем и горелкой аргоновой сварки (TIG). Поскольку в угловом и тавровом соединении всегда два катета (на вертикальной и нижней поверхности заготовок), при измерении, для удобства, их иногда обозначают как К1 и К2. В хорошем шве К1 и К2 равны.
Выбор катета
Сама поверхность сварочного шва на угловых соединениях бывает:
- Выпуклой — валик выступает наружу, иногда превышая длину самого катета. Внешне такой шов выглядит мощно, но увеличенное количество наплавленного металла ведет к образованию внутренних напряжений. Из-за этого изделие склонно к деформациям, особенно, если его стенки 2-3 мм.
- Вогнутой — поверхность шва изогнута внутрь и расположена ниже высоты катета. Чтобы получить такую форму, требуется увеличить силу тока и быстрее вести электрод или горелку. На полуавтомате стоит повысить индуктивность, чтобы процесс отделения капли стал более плавным. Это увеличивает глубину проплавления и содействует вогнутой поверхности шва.
- Ровной — между сторонами углового соединения почти ровная, косая плоскость поверхности шва. Такое получается реже, но все же возможно. Этот вариант более удобен для механической обработки стыков — мало счищать наплавленного металла и оснастка шлифовальной машины захватывает сразу всю поверхность.
Под катетом в каждом случае подразумевается длина (на горизонтальной части заготовки) и высота (на вертикальной части заготовки) стороны треугольника, начинающаяся от корня шва. По-другому, это расстояние от кромки (наружной границы) шва до поверхности другой детали.
Кажется, чем больше катет, тем лучше, но это не так. Большой катет сварного шва создает напряжения в соединении и ведет к выворачиванию конструкции. Увеличивается площадь нагрева детали. Изделие может сильно повести. Большой катет — это всегда перерасход материала (электродов, сварочной или присадочной проволоки), задержка по времени. Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
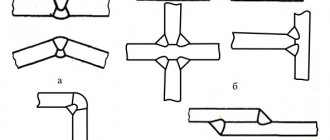
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Рекомендуем к прочтению Как рассчитать прочность сварного шва
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй – вдоль боковых по обеим сторонам.
Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня – наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
Длина сварного шва.
Расчет катета шва
Поскольку угловой сварочный шов похож в сечении на треугольник, узнать высоту и длину его сторон можно при помощи геометрической формулы, задействовав математические способности. Расчет производится по формуле:
T=S*cos45º
Приведенные составляющие расшифровываются так:
T — величина катета шва, которую мы пытаемся вычислить
S — ширина валика (в геометрии — гипотенуза треугольника)
cos45º — это стандартное значение с коэффициентом 0.7
Произведем расчет катета сварного шва на практике. Например, у нас угловое соединение с шириной валика 5 мм. Подставляем это значение в формулу и получаем 5*0.7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
Опытным путем были установлены оптимальные параметры сварочного шва для каждой толщины металла. Если их придерживаться, то получится прочное соединение без перерасхода присадочного материала. Представляем характеристики сварочного шва в таблице.
| Толщина заготовок, мм | Тип соединения | Минимальный катет шва, мм |
| 4-5 | Тавровое с двухсторонним проваром | 4 |
| 6-10 | Тавровое с двухсторонним проваром | 4-5 |
| 11-16 | Тавровое с двухсторонним проваром | 4-6 |
| 17-22 | Тавровое с двухсторонним проваром | 5-7 |
| 23-32 | Тавровое с двухсторонним проваром | 6-8 |
| 4-5 | Тавровое с односторонним проваром или угловое с односторонним проваром | 5 |
| 6-10 | Тавровое с односторонним проваром или угловое с односторонним проваром | 6 |
| 11-16 | Тавровое с односторонним проваром или угловое с односторонним проваром | 7 |
| 17-22 | Тавровое с односторонним проваром или угловое с односторонним проваром | 8 |
| 23-32 | Тавровое с односторонним проваром или угловое с односторонним проваром | 9 |
Как видно, размер катета составляет от 30 до 100% от толщины детали — чем тоньше заготовка, тем ближе величина катета к показателю ее сечения. При сварке деталей с разной толщиной катет выбирается по большему показателю. Например, если вы свариваете заготовки сечением 5 и 10 мм с проваром только с одной стороны, катет шва должен быть 6 мм (берется из расчета, как будто две стороны имеют толщину 10 мм). Если ориентироваться на тонкую сторону, то получится слабое усиление на толстом металле и соединение будет ненадежным. Но в таком случае важно правильно выбрать силу тока и варить с определенной техникой ведения дуги.
Правильная настройка аппарата для сварки
Режим работы определяется 3 параметрами:
- напряжением;
- силой тока;
- скоростью движения электрода.
Настройка аппарата состоит в подборе их оптимальных значений.
На это влияют следующие факторы:
- Толщина заготовок.
- Материал.
- Вид шва.
Параметры подбирают опытным путем, действуя в такой последовательности:
- Берут ненужный фрагмент из того же материала, что и заготовки, которые нужно приварить.
- Зачищают его шлифмашинкой до металлического блеска.
- Выставляют на аппарате напряжение в 15-20 В и сварочный ток в 100 А.
- Зажигают дугу и путем постепенного регулирования параметров добиваются стабильного горения с хорошей глубиной провара.
- Фиксируют оптимальные настройки письменно или посредством фотосъемки.
- Плавно уменьшают силу тока, пока дуга не погаснет. Записывают ампераж, при котором это произошло.
- Возвращают регулятор на 100 А, снова зажигают дугу и увеличивают силу тока до наибольшего значения. Его тоже фиксируют.
- Снижают напряжение на 0,5 В и тем же способом определяют минимальную и максимальную силу тока. Несколько раз повторяют это действие, с каждым разом уменьшая вольтаж.
- Возвращаются к оптимальным настройкам.
- В том же порядке определяют верхний и нижний пределы силы тока, несколько раз повышая напряжение с шагом в 0,5 В.
Рекомендуем к прочтению Как проводится контроль качества сварных соединений
Пункты 6-10 инструкции позволяют определить крайние точки диапазона, в пределах которого можно регулировать аппарат перед работой с другими заготовками.
При настройке полуавтомата скорость подачи присадочного прутка подбирают в зависимости от силы тока: чем больше ампераж, тем быстрее должен поступать материал.
Последствия неправильного вычисления катета
Негативные последствия большого катета мы уже рассмотрели. Второй распространенной ошибкой является слишком маленький катет шва. Тогда на сторонах оказывается мало наплавленного металла, что уменьшает силу соединения. При изломе или вибрации конструкция может не выдержать нагрузки и шов треснет. Хотя малый катет экономит расходные материалы, он допустим только на неответственных соединениях (мангал, стол и пр.).
Еще одна ошибка сварщиков — несимметричный катет. Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Особенности усиления сварных швов
Сделать укрепление обычной сварки не так трудно, но когда дело касается угловых соединений, им потребуется особый подход.
Задача будет осложнена тем, что нередко при усилении шва с помощью увеличения его длины приходится использовать дополнительные наплавы, ребра, накладки и другие конструкции. А подбираются они индивидуально под размер области варки, ее расположения, материала, который сваривали, характеристик катета и т. д.
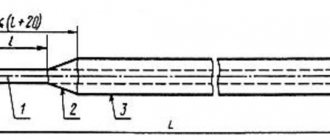
Схема изображения сварного шва с усилением и без него
Что влияет на катет сварного шва
На формирование катета шва угловых и тавровых соединения влияет ряд факторов:
- Направленность горелки или электрода.
Если варить угловые швы с удержанием электрода или горелки под углом 45º, то жидкий металл под действием силы тяжести стечет на нижнюю полку, занизив вертикальный катет. Опытные сварщики в таком случае изменяют угол на 20-30º, направляя конец электрода на вертикальную поверхность. Так получается изменить высоту катета, добиться равностороннего треугольника в сечении шва. - Положение изделия в пространстве.
Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
- Скорость ведения дуги.
При быстром проведении шов получается узким, а катет нередко малым. Сварка с задержкой ведет к увеличению высоты шва и росту катета. Скорость сварки нужно подбирать на черновой заготовке, попробовав разные варианты, и только потом переходить на сварку ответственного изделия.
- Сила тока.
Малая сила тока содействует наложению присадочного металла сверху, без глубокого проплавления. Катет получается большой, но качество соединения при этом плохое. Слишком высокий сварочный ток ведет к глубокому проплавлению, но увеличивает текучесть металла, содействует подрезам на вертикальной стороне, что тоже является дефектом.
- Индуктивность.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
- Характеристики присадочного металла.
Если стержень плавящегося электрода или проволока полуавтомата имеют высокотемпературные добавки, то сварочная ванна получается более густая, что ведет к росту катета. Низкотемпературные сплавы растекаются быстрее, снижая высоту катета шва.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Рекомендуем к прочтению Какими бывают дефекты сварных швов
Режим сварки подбирают по заготовке с наименьшей толщиной, чтобы не прожечь ее.
Что такое валик в сварке
Сварочный валик – это металл шва, наплавленного в результате однократного перемещения источника тепла, т.е. в результате одного прохода. Представленная далее картинка поможет понять, что называется валиком в сварке (при вертикальном и потолочном пространственном положениях).
Для получения узкого валика следует избегать совершения заметных колебательных движений электродом. Данный тип чаще всего применяется при заварке корня шва, при работе с тонкостенными изделиями, при подварке подрезов.
Уширенный валик (ширина не превышает 14 мм.) получается при сварке, выполняемой поперечными колебаниями; используется при сваривании толстостенных деталей, а также угловых и горизонтальных швов.
Широкий валик (больше 14 мм.) используется при сварке заполняющих слоев. Итак, мы помогли начинающему сварщику узнать, что такое сварочный валик. Теперь поговорим о необходимой теории сварочного процесса.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Разделка труб под сварку
В ГОСТе 16037-80 регулируются не только виды сварных соединений стальных трубопроводов (стыковых, нахлесточных и угловых), но и характеристика проведения подготовительных мероприятий с учетом вида.
Перед проведением сварочных работ необходимо провести подготовительные мероприятия. Они включают:
- Механическую зачистку изделий. Она требуется для удаления пыли, следов коррозии и оксидной пленки.
- Химическая обработка в целях удаления пятен от масла и жира, а также пленки.
- Разделка кромок.
Разделка предполагает механическую обработку кромки. В процессе монтажа трубопровода разделка выполняется с применением специальных машин. При проведении ремонта допускается выполнение разделки посредством угловых шлифовальных машин.
Разделку кромок требуется выполнять при толщине заготовок под сварку от 4 мм. Для угловых соединений скашивают одну или обе кромки под углом 45 градусов.
Стыки на стальных трубопроводах могут быть поворотными и неповоротными. При сварке трубопровода рекомендовано применять первый тип, так как они позволяют сварщику занять наиболее выгодное нижнее положение. Кромки при этом разделываются по всему периметру.
При стыковом соединении разница между толщиной стенок не может быть более 10% и превышать 3 мм.
Перед началом монтажа также обрабатываются кромки и околошовная зона на 20-30 мм. Она очищается от механических загрязнений, коррозийных следов и масложировых пятен.
Перед электродуговой сваркой торцы труб необходимо прихватить друг к другу. При диаметре труб, не превышающем 300 мм, делается 4 прихватки. Если же он превышает 300 мм, то прихваты делаются равномерно через 200-300 мм.
Сварка труб с толщиной более 12 мм производится в три приема (проходки).
Если соединяются толстые трубные заготовки, то сформированный шов нужно сделать толще самой детали. Для формирования соединения с заданными параметрами нужно выполнить разделку кромок после снятия фаски. При этом электроду обеспечивается доступ для качественной сварки шва.
При расчете технологических параметров разделки следует особое внимание уделить корректности расчета и соблюдению определенных значений разделки. Это снижает трудоемкость, позволяет экономно расходовать материалы и контролировать себестоимость.
При подготовке стыков разновидность фаски зависит от толщины заготовок: при толщине 3-25 мм применяется односторонняя фаска, 26-60 мм – двухсторонняя. Для угловых стыков устанавливаются такие границы: при значении до 20 мм – односторонняя, до 50 мм – двухсторонняя.
Исходя из геометрической формы профиля, различают следующие подвиды разделки:
- Традиционный (стандартный) скос с профилем в виде трапеции.
- Х-образный, когда два скоса сделаны так, что напоминает профилем очертания буквы Х (практикуется для применения заготовки толщиной 3-25мм).
- U-образный, где профиль поперечного сечения имеет криволинейную форму и напоминает букву U. ГОСТ рекомендует применять данную форму при большой толщине заготовки (26-60мм) для снижения площади сечения и снижения расходов материалов.
Если же труба имеет толщину свыше 60 мм, то применяются специальные формы (в частности, уступы и сложные криволинейные профили).
Для разделки используются газовые резаки и механическая обработка. Первый способ обладает определенными ограничениями и недостатками: он отличается невысокими качествами. Наиболее высокая точность обеспечивается фрезерной обработкой, в отношении труб большого диаметра могут использоваться специальные торцовочные аппараты или шлифмашинки.
Таким образом, ГОСТы на проведение сварочных мероприятий выступают важным документом, которые регламентируют условия для подготовки и проведения сварочных работ. В ГОСТе 16037-80 определены методы сварки стальных трубопроводов, типы соединений, способы разделки и конструктивные элементы для каждого типа. Соблюдение рекомендуемых параметров продлевает сроки службы трубопроводов, обеспечивает долговечность, прочность и герметичность швов.
Усиление стыковых швов
Усиление стыковой сварки осложнено тем, что чаще всего его усиление может привести к порче места соединения. К примеру, если стыковой шов сделан во всю длину или высоту металлических компонентов, то никакого укрепления и вовсе делать нельзя. Наплавка создаст излишнюю концентрацию в месте плавления, из-за чего наплав может не только испортиться, но также вовсе разрушиться. Все дело в том, что высота таких сварных швов определяется только по стыкуемым элементам и при учете строения валика самого соединения. Этот валик и есть выступ.
Если же стыковую варку все же нужно обработать, то предварительно нужно снять напряжение абразивными инструментами. После этого рассчитывается площадь накладок, с помощью которых предстоит усилить шов.