Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.
В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Изготовление домкратного трубогиба
Домкратный трубогиб является самым элементарным инструментом для деформации металлического профиля и труб, который можно соорудить самостоятельно.
Для его изготовления потребуются такие изделия:
- автомобильный домкрат;
- два швеллера шириной 100 мм и длиной по 60 см;
- четыре уголка со сторонами 50 мм и длиной по 40 см;
- основание-станина;
- два валика в виде песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления валиков;
- полукруглая насадка для домкрата с внутренним углублением.
Если заготовка исходных материалов и процесс сборки покажется вам излишне трудоемким, то гидравлический трубогиб лучше приобрести в готовом виде. С правилами выбора оборудования ознакомит рекомендуемая нами статья.
Для изготовления домкратного трубогиба необходимо:
- Приварить четыре уголка в вертикальном положении к станине.
- В швеллерах от центра к краю просверлить в обе стороны отверстия для болтов, которые будут удерживать валики.
- На каждые два уголка поставить ребром швеллер и приварить его. Оба швеллера должна быть повернуты друг к другу основаниями, и расстояние между ними должно равняться длине валиков.
- Вставить между швеллерами валики в симметричных местах и закрепить их болтами.
- Установить на винт домкрата полукруглую насадку и поставить гидравлический инструмент в центр станины между швеллерами.
После сборки конструкции можно класть трубу снизу валиков и прижимать её по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото из
Ржавые детали домкратного трубогиба
Установка валиков между швеллерами
Одевание насадки на домкрат
Как происходит работа домкратного трубогиба
Недостатком данного устройства является его статичность, ведь прокрутить всю длину профиля через трубогиб не получится.
К плюсам домкратного трубогиба относится дешевизна, простота конструкции и отсутствие необходимости в тяжелом физическом труде.
Желающие сделать станок для работы с профильными трубами массу полезной информации найдут в следующей статье, с содержанием которой мы советуем ознакомиться.
Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
belor44 Пользователь FORUMHOUSE
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.
Moning Пользователь FORUMHOUSE
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Учитывая наличие упругих деформаций, радиус оправки должен быть чуть меньше, чем требуемый радиус гиба заготовки.
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
Минимальные радиусы гибки труб в холодном состоянии
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Трубогиб и компоненты для его изготовления
Учитывая тематику статьи, не трудно догадаться, что далее речь пойдет о самостоятельном изготовлении трубогиба, применяемого относительно профильных изделий. Можно, конечно же, приобрести такое устройство и в специализированном строительном магазине. Обычно производимые для продажи модели различаются принципом действия, а также могут отличаться способом подведения к ним электрической проводки, если речь идет об автоматических станках с редуктором.
Выделяются такие агрегаты:
- определенными требованиями к опыту работы с подобными установками;
- высокой стоимостью.
Если какое-то из условий не устраивает начинающего работника, то лучше всего разобраться с возникнувшей проблемой поможет подробная схема, по которой можно создать трубогиб для профтрубы своими руками, чтобы при этом добиться минимальных затрат и максимального качества.
Самыми популярными и наиболее простыми в изготовлении являются фронтальные трубогибы, состоящие из следующих элементов:
- три металлических ролика/вала;
- приводная цепь;
- ось вращения;
- механизм, создающий тягу для приведения в движение всей конструкции;
- металлические профили для создания каркаса агрегата.
Лучше не экономить на элементах самодельного трубогиба, если конечно речь не идет о создании одноразового устройства, которое может сломаться уже после первого сеанса работы.
Работает прокатный трубогиб по определенной технологии, без знания которой будет достаточно сложно сделать правильный изгиб, не повредив при этом трубу. Обычно процесс загиба трубы осуществляется за счет процедур вальцовки и прокатки, минимизирующих риск деформации и полного перелома трубы.
Визуально процесс выглядит достаточно просто: профильная труба вставляется в устройство между прокатными валиками, а затем проворачивается ручка. Такая конструкция с легкостью формирует изгибы под заданным углом и с учетом других параметров.
Простейший самодельный станок состоит из следующих функциональных элементов:
- обычный домкрат;
- набор металлических профилей и полка для формирования каркаса;
- пружины с повышенной прочностью;
- 3 валика;
- приводная цепь и различные мелкие запчасти, крепежи.
Шаблоны и пружины
В случае если гибка труб не будет постоянной, а скорее всего, одноразовой, например, если необходимо соорудить теплицу на даче или навес под автомобиль, то проводить постройку сложного изделия необязательно. Круглая или профильная труба легко сгибается с минимальными усилиями без применения специальных приборов.
Существующие методы ручной гибки позволяют изменять конфигурацию и направление труб с приличным радиусом и минимальным риском повреждения внутренней поверхности. Если же задача заключается в гибке толстостенной трубы, то роль тягового приспособления может выполнять лебедка или домкрат. Однако при необходимости проводить работу с трубами в диаметре до 40 миллиметров достаточно приложить небольшие физические усилия и мускульную силу.
В любом случае создание самодельного трубогиба — вполне выполнимое действие и относительно несложное. Большие финансовые затраты полностью отсутствуют, если не учитывать необходимость приобретения домкрата. Однако даже здесь цена на самодельный инструмент гораздо ниже, чем в случае с покупными решениями.
Как сделать гидравлический трубогиб
При помощи описанного выше приспособления не получится выгибать профильные трубы под углом более 50-60 градусов. Для таких целей понадобится гидравлический трубогиб, имеющий другую конструкцию и принцип действия.
Изготовление подобного приспособления самостоятельно является достаточно простым. Весь процесс его сборки состоит из следующих этапов:
- К металлической плите с размерами двух сторон 300×300 мм и толщиной 8-10 мм привариваются 4 уголка длиной 300-350 мм.
- К уголкам привариваются два швеллера с заранее просверленными отверстиями для опорных роликов. Отверстия на швеллерах располагаются не в одну линию, а лесенкой – это позволяет изменять уголки гибки трубы.
- На плиту устанавливается домкрат.
- На шток домкрата надевается «башмак» – насадка для гибки трубы имеющая форму полукруга.
- Опорные ролики изготавливаются из прочной стали, и имеют сквозные отверстия по центру – они предназначены для осей.
После этого башмак при помощи подъема штоком домкрата устанавливается на такое расстояние от плоскости опорных роликов, чтобы можно было вставить туда профиль. Далее подъемом башмака штоком домкрата профиль изгибается под необходимым углом.
Изготавливая подобный трубогиб для профильной трубы своими руками, «башмак» и валы лучше всего приобрести, а не изготавливать самостоятельно.
Виды станков
Согласно требованиям эксплуатации, различают неподвижные (стационарные) и ручные станки. Стационарные конструкции применяются в большей степени на заводах. Сделанный собственными руками ручной прибор более подойдет для выполнения работ в бытовых условиях.
В зависимости от привода существует несколько разновидностей трубогибочных устройств:
- Гидравлические (применяется гидродомкрат). Бывают стационарными и ручными. Сгибают трубы диаметром до 3 дюймов. Такие станки применяются в специальных производствах и могут осуществлять внушительный объем работ.
- Механические. Давление образовывается ручным способом при помощи основного винта либо рычага.
- Электрические. Сгибание происходит за счет электродвигателя), подходит для изгиба любых труб – как с тонкими, так и с толстыми стенками. Благодаря электронике производятся точные расчеты угла сгиба. Такие трубы не имеют деформаций.
- Электрогидравлические. Гидроцилиндр работает с помощью электродвигателя.
Изогнуть трубу возможно разными способами.
В связи с этим трубогибы по способу изгиба разделяют на:
- Сегментные. Снабжаются особым устройством, которое одновременно тянет и сгибает заготовку под нужным углом вокруг сегмента.
- Станок арбалетного вида. Оборудуется особым механизмом, состоящий из изгибающего компонента.
- Пружинные устройства. Снабжаются пружинами. На таких станках возможно обрабатывать металлопластиковые детали.
- Дерновый. Состоит из направляющей, которую располагают внутри трубы перед началом выполняемых работ. Такой элемент с дорном предохраняет деталь от деформации и сплющивания. Данный станок применяется при изготовлении автомобильных труб и для изгиба алюминиевых труб.
- Безворсовый. Гибка совершается за счет наматывания детали на гибочный ролик.
От длины заготовки, которую необходимо согнуть, используют устройства двух видов:
- рычажные станки;
- прокатные устройства.
Наиболее распространенными в использовании считаются устройства рычажного вида. Также имеются в промышленном производстве дерновые и арбалетные трубогибы. Принцип работы таких станков заключается в двух направляющих роликах и нажимного шаблона (дорна). Подобный механизм дает возможность осуществлять холодную обработку круглых металлических труб на малых участках. Благодаря своим малогабаритным размерам арбалетный трубогиб считается более распространенным прибором у профессиональных монтажников технических коммуникаций. Устройство получило свое название за счет того, что конструкция похожа на арбалет.
Для производства значительного количества монотипных деталей малого радиуса изгиба возможно применить трубогиб-улитку. Данный аппарат состоит из двух шкивов (колес) различного диаметра, зафиксированных на валах. Закрепив один конец трубы на колесе, роликом наименьшего диаметра (основным колесом) оказывают давление на заготовку, в то же время прокатывая ролик по обрабатываемому участку детали. Из-за чего труба сгибается вдоль поверхности большого шкива, приобретая его форму. Единственным минусом данного метода считается невыполнимость извлечения закруглений большего радиуса.
Практичными и универсальными в работе считаются прокатные (гибочные) станки, изготовленные своими руками, в которых возможна регулировка угла деформации металлической трубы. Самая простая система прокатного аппарата состоит из основания и зафиксированного на нем приводного вала, находящихся на определенной дистанции друг от друга. Давление на трубу оказывает подвижный ролик, а ее протягивание исполняется за счет вращения основных валов. При создании изгибов малого радиуса понадобится совершить 50-100 прогонов. Чтобы не возникало деформации, следует прокатывать изделие с одной и той же скоростью. Собрать прокатный механизм самостоятельно в бытовых условиях будет сложно, так как потребуются токарные и сварочные работы.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.
Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.
Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
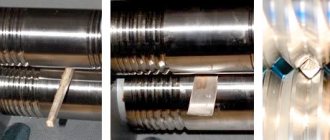
Важные технические моменты при изготовлении профилегиба.
Гибка профильной трубы с заломами.
Ролик трубогиба с ребром по центру.
Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролик трубогиба для гибки круглой трубы.
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.
Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
- Вентилятор своими руками: как сделать самодельный мощный вентилятор. Основные параметры и свойства вентиляторов (130 фото)
- Прикормка своими руками — состав, особенности применения и способы хранения (115 фото и видео)
- Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
Изготовление станка своими руками
В зависимости от того, какие материалы для самостоятельного монтажа трубогиба имеются под рукой, выбирается тип устройства. Проще всего сделать прокатный фронтальный прибор.
Состоит он из следующих частей:
- Валы, которые могут быть из металла, дерева или полиуретана (выбор материала зависит от прочности профильных изделий, которые нужно будет сгибать);
- Цепь для привода станка в действие;
- Ось вращения;
- Механизм для движения валов;
- Металлопрофиль для рамы конструкции.
Принцип работы заключается в том, что если вставить трубу между валами устройства и повернуть прикрепленную к одному из них ручку, валы придут в движение, и труба примет необходимую форму.
Чтобы сделать трубогиб, потребуется его чертеж
Для того чтобы сделать агрегат своими руками, нужно приготовить следующие составляющие элементы:
- Металлопрофили;
- Домкрат;
- Несколько прочных пружин;
- Три ролика;
- Ручка;
- Цепь для привода.
Валы, соединенные цепью, позволяют гнуть трубные изделия. Чтобы удобно было управлять устройством, нужно прикрутить дополнительно ручку для управления роликами. Изготовление производится по определенной схеме.
Делается каркас прибора, металлический профиль для него крепится сваркой или на болты, сбоку и в центре делается вертикальная опора. Устанавливаются ролики: один ниже, а два других выше, расстояние между ними выбирается исходя из того, трубу с каким изгибом нужно получить. Устанавливается цепь, которая будет приводить в движение механизм, ее можно снять со старого оборудования, например, мотоцикла. Приваривается ручка к подвижному ролику для приведения механизма в движение. Устанавливается домкрат под часть профиля с валиком.
Трубогиб готов. Теперь можно сгибать на нем трубки, корректируя во время работы радиус их изгиба.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно!
Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.
Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
https://youtube.com/watch?v=YoG0d5OqeCc%3F
Что представляет собой пуансон
Пуансон – одна из самых главных составляющих трубогиба. Еще его называют башмак. Можно изготовить его из любых подручных материалов. Для изготовления металлического башмака необходимо взять толстостенную трубу из стали, размером немного превосходящую профильную, которую нужно согнуть. Трубу для пуансона распиливают вдоль на фрезерном станке или болгаркой на необходимые по длине элементы. Затем получившуюся деталь сгибают и торцы приваривают к металлическому кольцу. Далее пуансон можно приделать к трубогибу и использовать его по назначению.
По сравнению с заводскими пуансонами, самодельные башмаки обладают рядом преимуществ:
- Дешевизна детали;
- Прочность конструкции;
- Длительный срок службы;
- Легкость монтажа и минимальные временные затраты;
- Надежность.
Трубогиб может существенно отличаться по габаритам
Металлический пуансон будет более долговечным и прочным, а также его очень просто сделать.
Конструкции самодельных приспособлений
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок. Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку. Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали. Вследствие этого труба огибает поверхность большого шкива, повторяя его форму. Единственным недостатком этого способа является невозможность получения закруглений большого радиуса.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката. Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами. Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ. Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Виды трубогибов
В зависимости от конструкции, типа привода, стоимости, все трубогибы подразделяются на следующие виды:
- Угловой трубогибочный станок – наиболее распространенный и простой вид данного инструмента. Используется при гибке труб и профилей различного сечения и диаметров.
- Ручной – переносной компактный инструмент. Применяется ручной трубогиб для профильной трубы небольшого сечения.
- Гидравлический – используется для профильной и круглой трубы различных диаметров. Благодаря плавному процессу гибки, такое оборудование позволяет получать изделия самого высокого качества.
- Электрический – достаточно громоздкое, сложное и дорогостоящее оборудование. Предназначено для выполнения высокоточных работ. Применяется в производственных целях.
Нецелесообразно для таких нужд покупать дорогие профессиональные модели электрических и гидравлических трубогибов.
Горячая гибка
Данный способ позволяет придать профтрубе необходимую форму без риска образования трещин и сплющиваний. Линии изгиба получаются плавными. Данный метод нельзя использовать только для труб из цинка, так как в процессе накаливания выгорает оцинкованный слой, который выполняет функцию защиты конструкции от коррозии.
Необходимые инструменты и материалы:
- кварцевый песок;
- деревянные заглушки — 2 шт;
- газовая сварка (горелка);
- дрель.
Инструкция:
- Профтрубу затыкают деревянным колышком с одной стороны, затем насыпают кварцевый песок и забивают противоположную сторону аналогичным способом. Это необходимо для того, чтобы избежать деформации в процессе гибки трубы. Без использования песка материал конструкции будет испорчен.
- В одном из концов профтрубы делают отверстие, через которое в процессе накаливания будет выходить воздух.
- То место, которое нужно согнуть, разогревают с помощью газовой сварки или горелки, а затем придают профтрубе нужную форму. При работе с газовой сваркой необходимо соблюдать все меры пожарной безопасности. Нужно избегать перегрева металла, которое может привести к появлению окалины и ухудшению эксплуатационных показателей изделия.
- Как только трубное изделие приобрело желаемый изгиб, необходимо вынуть деревянные клинья и высыпать песок. Заглушки можно легко вытащить, нагрев концы профтрубы горелкой.
Как сделать трубогиб своими руками: инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Трубогиб арбалетный пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.
На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
И гидравлическими.
Привод опорных валов может быть как ручным, так и электрическим.