- Виды шестерней
- Образцы шестерней
- Материалы изготовления
- Технологии производства шестерней
- Способы финальной обработки
- Разновидности станков для изготовления шестерней
- Изготовление на заказ
Шестерни – это зубчатые колеса (зубчатые диски) с конической или цилиндрической поверхностью. Они являются важнейшими элементами, передающим вращательное движение в зубчатом механизме. Обязательное условие наличия не менее шести зубьев, дало название детали. Обычно шестерни используются парами, так как принцип их функционирования основан на поочередном ответном зацеплении зубьев обоих колёс друг за друга. Шестерня, получающая вращательное движение извне – ведущая в паре, вторая – ведомая.
Результатом разницы в размере диаметров зубчатых колёс является ускорение или замедление крутящего момента. Например, уменьшенное ведущее колесо, увеличивает крутящий момент ведомого. Важно и количество зубьев. Разность их количества в паре зубчаток необходима для преобразования оборотов вала и крутящего момента на выходе. А прибавление количества зубцов, повышает плавность хода.
Виды шестерней
Существует градация зубчатых колёс в зависимости от материала их производства. В механизмы, испытывающие повышенные нагрузки, устанавливают шестерни из титана и стали, конструкции которых устойчивы к динамическим нагрузкам, связанным с принудительным торможением механизмов большой массы и высокой силой противодействия. Но возможно и комбинирование с целью экономии дорого металла. Это сборные бандажированные колеса, внутренняя часть которых, например, чугун, а зубчатый венец – сталь.
Виды шестерней из цветных металлов (алюминия, меди, латуни) применимы в газовой среде из – за отсутствия при работе искрообразования. Также они коррозийноустойчивы и могут работать в сухой сцепке, без применения смазочных материалов. В сырьё для производства шестерней – железо, сталь, чугун, бронзу, могут вводиться смягчающие компоненты – кожа, фибра, бумага. Самые недорогие в производстве и обладающие меньшим сроком службы – пластиковые шестерни. Они часто бывают подвержены перегреву, плавлению, деформации.
Шестерни отличаются по глубине, направлению и форме зубьев:
Прямозубые
Данный тип шестерни является наиболее востребованным в производстве. Ее формы простые, на круглом профиле такого зубчатого колеса, зубья расположены строго параллельно оси вращения. Производят шестерни с прямыми зубьями путем зубофрезеровки или методом литья. Недостаток такого вида зубчаток заключается в возможности стыковки только с элементами, находящимися параллельно, в одной плоскости. Положительные стороны – высокий КПД, минимальный люфт и низкое трение и небольшой нагрев.
Косозубые
Плавность и бесшумность работы таких зубчатых колёс обеспечивается расположением зубцов под углом и их увеличенной длиной. Из-за большой площади соприкосновения, возникает повышенное трение, которое компенсируется применением смазки. Также из-за возникновения осевой механической силы при работе косозубых зубчатых колес, необходима установка упорных подшипников. Косозубый тип колес способен выдержать более крупные нагрузки и обычно используются в механизмах, работающих на более высоких оборотах.
Парные косозубые шестерни
Здесь решают проблему осевой нагрузки зубчатые колеса с двойным комплектом расходящихся в разные стороны зубцов. Если в месте соединения двойной зубчатой шестерни нет паза, а зубы образовывают V – образную форму, то рисунок профиля такой шестерни называется ёлочка.
С внутренним зацеплением
В узлах и механизмах, которые имеют более сложную конструкцию, применяются шестерни с внутренним зацеплением. Зубья в таком зубчатом колесе расположены на внутренней поверхности и при ее вращении ответная деталь вращается в туже сторону. Эта особенность обеспечивает уменьшение количества зубчатых колёс в механизме, а также их однонаправленное движение. Такой вид шестерен используется в планетарных передачах, в насосах. Также такие механизмы за счет использования данных типов колес являются менее габаритными.
Винтовые
Работает такое исполнение зубчатого зацепления, работает в паре с шестерней или червячным зубчатым колесом. Особенная форма в виде длинного цилиндра с зубьями обеспечивает точное сцепление такой шестерни с расположенной перпендикулярно другой шестерней. Механизм, который состоит из пары таких деталей, также является компактным и удобным в использовании, например редукторов, где нужна возможность понижать или повышать передаточное число.
Секторные
Такие шестерни осуществляют не весь оборот, а шаговую передачу крутящего момента, благодаря частично нанесенным, на ширину определённого сектора зубьям. Являясь ведущей шестерней, она поворачивает ведомое колесо только на часть оборота, продолжая дальнейшее вращение до следующего зацепа. Является начальной деталью механизма, с которой начинается вращение. Данный вид колеса используется в фасовочном оборудовании, в печатающей и банковской технике.
С круговыми зубьями
Шестерни с круговым типом зубьев готовы выдерживать большие нагрузки и при этом работать с максимально плавным ходом. Применение таких дорогостоящих колес возможно, когда требуется сверхнизкая шумность работы механизма и максимально возможная компактность. Зубья колеса изогнутые по радиусу и скрученные, требуют особой технологии производства. Недостатком является сниженный коэффициент полезного действия. Не самый популярный вид шестеренок, использование которых нужно при сборке наиболее компактного механизма с тихим ходом работ.
Конические
В таком зубчатом диске зубья бывают прямые, косые, скругленные и тангенциальные. Зубья на шестернях данного вида расположены по наружному краю. Конические шестерни используются с перпендикулярно расположенными друг к другу валами, для передачи крутящего момента под углом. Часто используются в таких механизмах, как редукторы и различных автомобильных узлах, КПП. На колесах, работающих в паре, количество зубьев может отличаться, это дает возможность менять передаточное число, повышая или понижая его.
Зубчатые рейки
Механизм состоит из зубчатой рейки и зубчатой шестеренки, данные две детали работают в паре и являются ответными элементами друг для друга, превращая поступательное движение во вращательное и наоборот. Такая рейка с зубьями является элементом речной передачи. Также может работать совместно с секторной шестеренкой. Рейки производят различной длин, в зависимости от механизма в которой она будет работать.
Звёздочки
Для работы такого вида зубчатого колеса требуется роликовая цепь. Связывают элементы и передают вращение на детали, находящиеся на некотором удалении друг от друга. Передаточное число на ведущей шестерне может увеличиваться или уменьшаться из-за разницы в количестве зубцов и диаметре звёздочек. Работа такого вида шестерней также обеспечивается присутствием зубчатого резинового ремня. При использовании в работе ремня не требуется смазка деталей. Плюсом зубчатого ремня является еще и низкий шум работы относительно использования цепи. При увеличении нагрузки возможно проскальзывание приводного ремня со звездочки.
Корончатые
Корончатые шестерни, используют в механизмах не часто, так как не рассчитаны на большие нагрузки. Название таких шестерней обусловлено боковым расположением зубьев, похожих на корону. Корончатые шестерни достаточно редки и используются при необходимости встраивания механизма в ограниченное пространство. Совместимы как с прямозубыми, так и с коническими шестернями.
История
Сама по себе идея механической передачи восходит к идее колеса. Применяя систему из двух колёс разного диаметра, можно не только передавать, но и преобразовывать движение. Если ведомым будет большее колесо, то на выходе мы потеряем в скорости, но зато крутящий момент этой передачи увеличится. Эта передача удобна там, где требуется «усилить движение», например, при подъеме тяжестей. Но сцепление между передаточными колесами с гладким ободом недостаточно жесткое, колёса проскальзывают. Поэтому вместо гладких колес начали использовать зубчатые.
В Древнем Египте для орошения земель уже использовались приводимые в действие быками устройства, состоявшие из деревянной зубчатой передачи и колеса с большим числом ковшей.
Вместо зубьев первоначально использовали деревянные цилиндрические или прямоугольные пальцы, которые устанавливали по краю деревянных ободьев.
Изготовленный в I веке до н.э. Антикитерский механизм состоял из десятков металлических зубчатых колес.
Образцы шестерней
Еще
Материалы изготовления
Материал для изготовления подбирается в зависимости от ее размера, механизма, где она будет работать и от материала ответной детали, с которой происходит взаимодействие. Металлические шестерни используются в небольших механизмах и крупногабаритных промышленных установках, редукторах, зубчатых передачах, соответственно нагрузка разная и материал подбирается исходя из этих параметров.
Исполнение шестерней можно встретить из таких материалов как:
- Сталь;
- Бронза;
- Латунь;
- Дюраль;
- Второпласт;
- Капролон;
- Пластмасса.
Шестерни в стальном исполнении наиболее износостойкие и надежные, если дополнительно закалить их до нужной твердости. Стальные зубчатые колеса применяются в узлах, где есть большие нагрузки и высокая скорость вращения деталей. Для того чтобы шестерни долгое время служили без поломок и внезапного выхода из строя, необходимо тщательно следить за смазочным материалом, таким как трансмиссионное масло и контролировать уровень и своевременно менять его. Преимуществом шестерней из стали — стойкость к динамическим нагрузкам в механизмах, где присутствует такое действие как торможение. Стальные зубья легко выдержат данный вид нагрузки.
Шестерни из бронзы, латуни и других видов цветных металлов применяются там, где нет больших нагрузок на устройство. Они идеально подходят для работы в агрессивной среде, так как цветной металл стойкий к коррозии. Преимуществом шестерней из цветных металлов — низкий шум и более плавный ход работы. Такие детали обычно используют в промышленных редукторах, где из бронзы состоит червячное зубчатое колесо. Шестерни из капролона, второпласта или любого другого вида пластика менее устойчивы к износу и быстрее стачиваются зубья в работе. Данный вид шестерней не подходит для работы с большой нагрузкой и высокими оборотами. При высоких оборотах происходит быстрый нагрев и пластиковая шестерня начинает плавиться. Но у них есть и преимущества, такие как небольшой вес. Пластик отлично подходит для небольшого размера зубчатых колес, например их, используют в печатной технике, принтерах, бытовой технике, некотором банковском оборудовании.
Формула расчета параметров прямозубой передачи
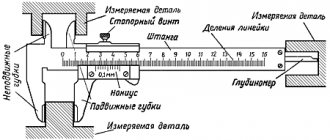
Чтобы определить параметры прямозубой шестеренки, потребуется выполнить некоторые предварительные вычисления. Длина начальной окружности равна π×D, где D — ее диаметр.
Расчет модуля зубчатого колеса
Шаг зацепления t – это расстояние между смежными зубами, измеренное по начальной окружности. Если это расстояние умножить на число зубов z, то мы должны получить ее длину:
проведя преобразование, получим:
Если разделить шаг на число пи, мы получим коэффициент, постоянный для данной детали зубчатой передачи. Он и называется модулем зацепления m.
размерность модуля шестерни — миллиметры. Если подставить его в предыдущее выражение, то получится:
выполнив преобразование, находим:
Отсюда вытекает физический смысл модуля зацепления: он представляет собой длину дуги начальной окружности, соответствующей одному зубцу колеса. Диаметр окружности выступов De получается равным
где h’- высота головки.
Высоту головки приравнивают к m:
Проведя математические преобразования с подстановкой, получим:
Диаметр окружности впадин Di соответствует De за вычетом двух высот основания зубца:
где h“- высота ножки зубца.
Для колес цилиндрического типа h“ приравнивают к значению в 1,25m:
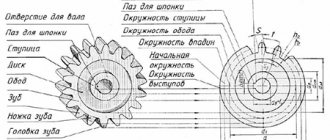
Устройство зубчатого колеса
Выполнив подстановку в правой части равенства, имеем:
что соответствует формуле:
и если выполнить подстановку, то получим:
Иначе говоря, головка и ножка зубца относятся друг к другу по высоте как 1:1,25.
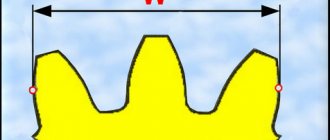
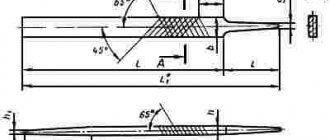
Следующий важный размер, толщину зубца s принимают приблизительно равной:
- для отлитых зубцов: 1,53m:
- для выполненных путем фрезерования-1,57m, или 0,5×t
Поскольку шаг t приравнивается к суммарной толщине зубца s и впадины sв, получаем формулы для ширины впадины
- для отлитых зубцов: sв=πm-1,53m=1,61m:
- для выполненных путем фрезерования- sв= πm-1,57m = 1,57m
Характеристики конструкции оставшейся части зубчатой детали определяются следующими факторами:
- усилия, прикладываемые к детали при эксплуатации;
- конфигурация деталей, взаимодействующих с ней.
Детальные методики исчисления этих параметров приводятся в таких ВУЗовских курсах, как «Детали машин» и других. Модуль шестерни широко используется и в них как один из основных параметров.
Для отображения шестеренок методами инженерной графики используются упрощенные формулы. В инженерных справочниках и государственных стандартов можно найти значения характеристик, рассчитанные для типовых размеров зубчатых колес.
Технологии производства шестерней
Метод обкатки. Производство шестерней таким способом возможно с применением гребёнки – инструмента в форме зубчатой рейки с заточенной, режущей кромкой. Гребенка совершает поступательные или возвратно – поступательные движения относительно вращающейся вокруг своей оси заготовки.
Метод обкатки также возможен при помощи долбяка, имеющего форму режущего зубчатого колеса. Так как толщина металла не позволяет производить такой процесс одноэтапно, долбяк совершает возвратно – поступательные движения относительно заготовки несколько раз. Способ применим при производстве шестерней с внутренним зацеплением.
Возможна обкатка с применением червячной фрезы в качестве режущего инструмента, путём образования червячного зацепления с заготовкой шестерни. Нарезание зубцов шестерни производится при вращении червячной фрезы и заготовки под определённым углом относительно друг друга.
Основным преимуществом метода обкатки является возможность делать шестерни с различной формой зубцов одним и тем же инструментом, меняя его положение относительно заготовки на станке. Такая технология более точная, чем копирование.
Метод копирования (деления). Такое производство шестерней заключается в нарезании впадин зубчатого колеса режущей дисковой или пальцевой фрезой, поочерёдно поворачивающейся на один угловой шаг. Разновидностью приёма является штамповка и протягивание.
Горячее и холодное накатывание. Метод основан на термическом послойном нагреве заготовки и её деформации, для вырезания зубьев, с последующей обкаткой для придания форме точности.
Изготовление конических шестерен. Это обкатка заготовки в станочном зацеплении с воображаемым производящим колесом. В процессе движения инструмент срезает припуск, образуя боковые поверхности зубчатого колеса.
Производство вал – шестерни. Такой сборный механизм состоит из самого вала и зубчатого колеса, размер зубцов которого равен размерам впадин вала. Делается в сборе.
Конические зубчатые колёса
Главная передача в заднеприводном автомобиле
Во многих машинах осуществление требуемых движений механизма связано с необходимостью передать вращение с одного вала на другой при условии, что оси этих валов пересекаются. В таких случаях применяют коническую зубчатую передачу. Различают виды конических колёс, отличающихся по форме линий зубьев: с прямыми, тангенциальными, круговыми и криволинейными зубьями. Конические колёса с круговым зубом, например, применяются в автомобильных главных передачах коробки передач.
Разновидности станков для изготовления шестерней
Для надёжного зацепления и передачи усилия зубчатое колесо должно иметь определённые геометрические формы, которые возможно изготовить только на специальном оборудовании:
- Зубофрезерный станок. Состоит из рабочего стола, подвижной и неподвижной стойки, жёсткого основания. Такой станок ждёт, методом обкатки или копирования, может делать шестерни цилиндрической формы с прямым или винтовым зубом поштучно или серийно. Комплектуется станок фасонными, дисковыми, пальцевыми или червячными фрезами. В зависимости от расположения основной заготовки, такие станки могут быть вертикальными и горизонтальными. Вертикальные станки снабжены стойкой или столом, которые движутся в вертикальном или радиальном направлении и являются особенно удобными для автоматизации процесса. Горизонтальные подходят для нарезания шестерней повышенной сложности.
- Зубодолбежный станок. Этот агрегат может нарезать шестерни с внешнем и внутренним зацеплением, а также с косыми, прямыми, винтовыми зубцами на цилиндрической поверхности от 12 мм. Наличие встроенного реверса даёт возможность обработки с закрытым углом шеврона.
Стандартная компоновка такого оборудования предполагает наличие:
- Станины. Она гасит вибрацию и объединяет все элементы процесса
- Гитары обработки
- Шпинделя. На него крепится режущий инструмент
- Рабочего стола для крепления заготовки
- Направляющих суппорта
- Долбежного суппорта – место крепления долбяка
- Кулачков врезания.
Основное вращение станка – это результат работы электродвигателя. Передача крутящего момента, поступающего на заготовку и долбяк обеспечивается клиноременной передачей. Облегчает управление станком возможность регулировки скоростей с помощью коробки передач.
Работа зубодолбежного станка с ЧПУ может проходить полностью в автоматическом режиме. Такая модель может быть частью конвейерного производства и иметь функцию погрузки /разгрузки заготовок в автоматическом режиме.
Ошибки при проектировании зубчатых колёс
Зуб, подрезанный у основания
Подрезание зуба
Согласно свойствам эвольвентного зацепления, прямолинейная часть исходного производящего контура зубчатой рейки и эвольвентная часть профиля зуба нарезаемого колеса касаются только на линии станочного зацепления. За пределами этой линии исходный производящий контур пересекает эвольвентный профиль зуба колеса, что приводит к подрезанию зуба у основания, а впадина между зубьями нарезаемого колеса получается более широкой. Подрезание уменьшает эвольвентную часть профиля зуба (что приводит к сокращению продолжительности зацепления каждой пары зубьев проектируемой передачи) и ослабляет зуб в его опасном сечении. Поэтому подрезание недопустимо. Чтобы подрезания не происходило, на конструкцию колеса накладываются геометрические ограничения, из которых определяется минимальное число зубьев, при котором они не будут подрезаны. Для стандартного инструмента это число равняется 17. Также подрезания можно избежать, применив способ изготовления зубчатых колёс, отличный от способа обкатки. Однако и в этом случае условия минимального числа зубьев нужно обязательно соблюдать, иначе впадины между зубьями меньшего колеса получатся столь тесными, что зубьям большего колеса изготовленной передачи будет недостаточно места для их движения и передача заклинится.
Для уменьшения габаритных размеров зубчатых передач колёса следует проектировать с малым числом зубьев. Поэтому при числе зубьев меньше 17, чтобы не происходило подрезания, колёса должны быть изготовлены со смещением инструмента — увеличением расстояния между инструментом и заготовкой (корригированные
зубчатые колеса).
Заострение зуба
При увеличении смещения инструмента толщина зуба будет уменьшаться. Это приводит к заострению зубьев. Опасность заострения особенно велика у колёс с малым числом зубьев (менее 17). Для предотвращения скалывания вершины заострённого зуба смещение инструмента ограничивают сверху.
Изготовление шестерней на заказ
Изготовление на заказ
Производство шестерней на заказ возможно по собственным чертежам заказчика, с указанием желаемой формы, модуля, количества зубцов и степени точности. После изучения предоставленной чертёжной и проектной документации, производится подготовка заготовок и настройка оборудования. После непосредственного процесса изготовления зубчатых колёс, они испытываются и сертифицируются.
Возможно изготовление шестерни по образцу новой или бывшей в употреблении детали. И это не только мелко, средне или крупносерийное производство шестерней, но и выпуск единичной продукции, например, для замены отработанных зубчатых колёс в механизме на производстве.
Стоимость процесса производства шестерней рассчитывается индивидуально для каждого заказчика и зависит от количества и вида необходимых деталей, используемого металла и сложности работ. Современное оборудование с ЧПУ даёт возможность воспроизвести типовую модель или сделать уникальное изделие. Оно имеет высокую точность производственного процесса, в следствие исключения «человеческого фактора», минимизирует брак и издержки.