Каждый профессионал, имеющий дело с режущим инструментом, будь то мясник, плотник, токарь или ювелир, при заточке всегда соблюдает закон: угол заточки зависит от материала, который будут резать. Материал, из которого сделан резец, никакого отношения к этому углу не имеет, просто два резца из разных металлов будут отличаться износоустойчивостью при одном и том же угле заточки и том же обрабатываемом материале.
Все углы заточки определены еще в XIX веке. Волосы мы будем брить с углом заточки 8º-12º, независимо от марки бритвы: «Sollingen», или «Tpyд Baчa». Кожу резать – угол 15º-18º, сделан ли наш косяк из пилы Р9, или откован из рессоры, неважно. Ювелир, для обработки стали, свой штихель заточит под угол 85º-90º, будь то «Fish» made in Swiss, или самоделка с Дмитровского рынка. Я начал с этой прописной азбучной истины, потому, что у дилетантов, видящих нож второй раз в жизни, мнение совершенно противоположное: все зависит только от материала, из которого этот нож сделан. Ну, а поскольку незнание законов ответственности не снимает, то в результате – разочарования и обиды на всю оставшуюся жизнь. Я с этим сталкиваюсь ежедневно, поэтому опишу два типичных случая махрового невежества.
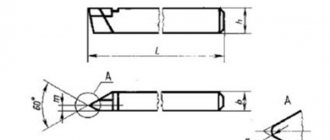
Случай первый. Короткое предисловие: стамески для резьбы по дереву имеют твердость 52 ед.-59 ед. HRC, угол заточки 23º-30º. Угол заточки зависит опять же от породы дерева: маленький – для мягких пород (липа, тополь, осина), большой – для твердых (дуб, самшит и несть им числа). Идеально закаленная сталь при угле заточки меньше 18º начинает заворачиваться (загибаться), если сталь крошится – это брак. Стамеска обязательно имеет «плечо», т.е. фаску, которая обуславливает определенный радиус резьбы: заход в массив дерева и выход из него. Если нужно увеличить этот радиус, то меняют толщину стамески, но не угол заточки.
Это было предисловие. А теперь типичный случай. Покупают набор стамесок и возвращают с претензией: стамески не режут и гнутся. Смотрю: все резцы переточены, плеча нет, угол заточки 5º-8º т.е вид у стамески такой:
Резать она не может принципиально, т.к. не имеет плеча, а отсюда и радиуса поворота – идет по прямой. Никакие объяснения не принимаются, поскольку невежество агрессивно и всегда считает себя правым.
Случай второй. Претензии к булатному ножу: стекло не режет, а гвоздь не рубит. Причина та же: нож переточен – кромка 0,1 мм, угол заточки 20º. Такой нож, из чего бы ни был сделан, может резать только кожу. Объясняю на примере зубила. Делают его из стали У7-У8, угол заточки 45º-60º, ширина плеч 10-12 мм, твердость 52-58 ед.HRC. При этих параметрах зубило рубит железо не тупясь (пока не столкнется с закаленной сталью). Главное здесь – ширина плеч.
Не обязательно изучать сопромат, чтобы понять, что давление перераспределяется равномерно на всю площадь, металл испытывает небольшую нагрузку на 1м м² и не деформируется. Возьмите это же зубило, сточите до толщины 0,1 мм и попробуйте рубить гвозди – гвоздь будет вминаться на весь свой диаметр, значит, если вы хотите, чтобы нож перерубал гвоздь, то заточите его 45º -60º, и создайте толщину кромки 1-2 мм. Тогда он будет рубить гвозди, независимо из чего этот нож сделан: из стали У8, Х12ФМ, или булата, здесь я опровергаю устойчивое мнение: «и раз это булат, то он должен…»
Булат никому и ничего не должен, это сталь, которая подчиняется всем законам металловедения, ну и как он будет рубить гвозди при маленьком угле заточки и узких плечах?! Преимущество булата перед сталью в том, что при угле заточки в 60º — он бреет. Я в своей практике чуть не отрезал первую фалангу на указательном пальце, проведя по обуху с углом в 90º. Режут торчащие во все стороны карбиды. Размеры у них вполне ощутимые: это веретено, толщиной 3-5 µ и длиной 10-15µ. Отсюда вывод: при желании булатное лезвие можно легко загубить заточкой: нужно создать узкие плечи, маленький угол, обработать мягкими водяными камнями, потом протянуть кромку вдоль медного прутка или бруска твердого дерева и вырвать все карбиды. На кромке образуется полоса блестящей, полированной матрицы с твердостью 45 ед. После этого можно смело соревноваться с ножом, сделанным из алюминиевой ложки – булат проиграет. Соблюдать определенные законы заточки стали и булата не сложнее, чем бензин заливать в бензиновый двигатель, а солярку – в дизель. Хотя можно встать в позу, как суровый сибирский мужик, который затолкал рельс в пилораму, а потом качал укоризненно головой и приговаривал: «Ну, что ж ты подвела – заграничная штучка!».
Свойства закаленных металлов
Закалка металлов представляет собой процедуру обработки материала высокотемпературным воздействием до определенного предела и дальнейшего охлаждения. В процессе закалки происходит фазовое превращение из аустенита в мартенсит. После закалки изменяются механические свойства сталей: повышаются прочность и твердость, при этом также увеличивается хрупкость, снижается пластичность. Для снижения хрупкости и улучшения пластичности сталь подвергаю отпускному отжигу.
Закаленную сталь допускается обрабатывать разными методами:
- точением;
- фрезерованием;
- сверлением;
- шлифованием.
Но, при любых видах обработки, следует правильно выбирать режимы резания, так как из-за термического воздействия, повышается хрупкость металла. Кроме того, он быстро аккумулирует тепло в месте реза, что приводит к налипанию материала на токарный резец и его быстрому износу.
Выбираем инструмент
Для фрезерования закаленных сталей подходят большинство концевых фрез семейства ЕТ. Они изготавливаются из твердых сплавов, имеют оптимальную геометрию, а также покрытие из защитной пленки. А повышенная острота режущей кромки облегчает обработку и делает ее более плавной.
Для наилучшей эффективности стоит использовать фрезерование на станках с CPU. Числовое программное управление допускает точность обработки до миллиметра и снижает вероятность ошибки и производственного брака.
Источник материала: detalnaya.ru/
Режимы резания при точении закаленной стали
Чтобы получить деталь высокого качества, черновую и чистовую обработку закаленной стали на токарных станках необходимо осуществлять с учетом следующих рекомендаций:
- Начинайте работу на небольшой скорости и с наименьшей глубиной резания. Это позволит получить небольшой угол и добиться правильной обработки кромки, что положительно скажется на сроке службы инструмента.
- Для достижения высокого качества обработки поверхности детали и надежности пластины, увеличивайте подачу постепенно. Такой подход также позволит улучшить стружкоотведение и ее дробление.
- При чистовой механической обработке выбирайте глубину резки больше радиуса пластины у вершины. Это исключит риск отклонения и позволит добиться высокой точности при работе с внутренними поверхностями заготовок.
- Не работайте на очень низкой скорости резания, так как это приведет к деформации оснастки и заготовки.
Немалую роль при точении закаленной стали играет использование СОЖ, которая не только повышает надежность процесса обработки металла, но и увеличивает производительность работы оснастки и качество готового изделия. При этом важно применять СОЖ корректно:
- для черновой и получистовой токарки рекомендуется остановить выбор на нижнем подводе СОЖ в случае чистового обработки следует отдать предпочтение оборудованию с высокоточным нижним подводом смазочно-охлаждающей жидкости;
- уровень давления подачи СОЖ необходимо регулировать в каждом конкретном случае, в зависимости от глубины резки, подачи материала, диаметра сопла, марки обрабатываемой стали.
Виды термической обработки стали
Термообработка стали сводится к трём этапам: нагреву, выдержке и быстрому охлаждению. Существует несколько видов этого процесса, но основные этапы у них остаются одинаковыми.
Выделяют такие виды термической обработки:
- Техническая (отпуск, закалка, криогенная обработка, старение).
- Термомеханическая, при которой используют не только высокую температуру, но и физическое воздействие на металл.
- Химико-термическая включает в себя термическую обработку металла с последующим воздействием на поверхность азотом, хромом или углеродом.
Отжиг
Это производственный процесс нагрева металла до заданной температуры, а затем медленного охлаждения, которое происходит естественным путём. В результате этой процедуры устраняется неоднородность металла, снижается внутреннее напряжение, и уменьшается твёрдость сплава, что значительно облегчает его переработку. Существует два вида отжига: первого и второго рода.
При отжиге первого рода фазовое состояние сплава изменяется незначительно. У него есть разновидности:
- Гомогенизированный — температура составляет 1100−1200 °C, металл выдерживается от 7−14 часов в таких условиях.
- Рекристаллизационный — температура отжига 100−200 °C, эта процедура используется для клёпаной стали.
При отжиге второго рода происходит фазовое изменения металла. Процесс имеет несколько видов:
- Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
- Неполный — сплав нагревается до критической точки и долго остывает.
- Диффузионный — отжиг производится при температуре 1100−1200 °C.
- Изотермический — нагрев металла происходит как при полном отжиге, но охлаждение ниже критической температуры, остывание на открытом воздухе.
- Нормализованный — производится полный отжиг металла с остыванием на воздухе.
Закалка
Это процесс манипуляции металлом для достижения мартенситного превращения, чем обеспечивается повышенная прочность и уменьшенная пластичность изделия. При закалке сплав нагревают до критического значения, как и при отжиге, но процесс охлаждения производится значительно быстрее, и для этого используют ванную с жидкостью. Существует несколько видов закалки:
- Закалка в одной жидкости, для мелких деталей используют масло, а для крупных — воду.
- Прерывистая закалка — понижение температуры происходит в два этапа: резкое охлаждение до температуры в 300 °C, с помощью воды, а затем изделие помещают в масло или на открытый воздух.
- Ступенчатая — при достижении металла необходимой температуры, его охлаждают в расплавленных солях, а затем на открытом воздухе.
- Изотермическая — сходный со ступенчатой, отличается во времени выдержки.
- Закалка с самоотпуском, сплав охлаждается не полностью, оставляется тёплый участок в середине. В результате металл получает повышенную прочность и высокую вязкость. Такое сочетание отлично подходит для ударных инструментов.
Неправильно сделанная закалка может привести к появлению таких дефектов:
- обезуглероживание;
- трещины;
- коробление или поводки.
Главная причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Поводка и коробление возникает при неравномерном охлаждении искривлённых деталей. Эти дефекты довольно невелики и могут быть исправлены шлифованием. Предварительный отжиг деталей и их постепенный и равномерный нагрев помогут избежать коробления.
Обезуглероживание металла происходит в результате выгорания углерода при длительном нагреве. Интенсивность процесса зависит от температуры нагрева, чем она выше, тем быстрее процесс. Для исправления деталь нагревают в нейтральной среде (муфельной печи).
Окалины на поверхности металла приводят к угару и деформации изделия. Это снижает скорость нагрева и делает механическую обработку более трудной. Окалины удаляются химическим или механическим способом. Для того чтобы избежать их появления, нужно использовать специальную пасту (100 г жидкого стекла, 25 г графита, 75 г огнеупорной глины, 14 г буры, 100 г воды, 30 г карборунда). Состав наносится на изделия и оставляется до полного высыхания, а затем нагревается как обычно.
Отпуск
Он смягчает воздействие закалки, снимает напряжение, уменьшает хрупкость, повышает вязкость. Отпуск производится с помощью нагрева детали, закалённой до критической температуры. В зависимости от значения температуры можно получить состояния тростита, мартенсита, сорбита. Они отличаются от похожих состояний в закалке по свойствам и структуре, которая более точечная. Это увеличивает пластичность и прочность сплава. Металл с точечной структурой имеет более высокую ударную вязкость.
В зависимости от температуры различают такие виды отпуска: низкий, средний, высокий.
Для точного определения температуры используют таблицу цветов. Плёнка окислов железа придаёт металлу разные цвета. Она появляется, если изделие очистить от окалин и нагреть до 210 °C, при повышении температуры толщина плёнки увеличивается.
При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
Высокий отпуск значительно улучшает механические свойства стали, увеличивает вязкость, пластичность, прочность. Её широко используют для изготовления рессор, шатунов двигателей, кузнечных штампов, осей автомобилей. Для мелкозернистой легированной стали отпуск проводят сразу после нормализации.
Чтобы увеличить обрабатываемость металла, его нормализацию производят при высокой температуре (970 °C), что повышает его твёрдость. Для уменьшения этого параметра делают высокий отпуск.
Криогенная обработка
Изменения структуры металла можно добиться не только высокой температурой, но и низкой. Обработка сплава при температуре ниже 0 °C широко применяется в разных отраслях производства. Процесс происходит при температуре 195 °C.
Плюсы криогенной обработки:
- Снижает количество аустенита, что придаёт устойчивость размерам деталей.
- Не требует последующего отпуска, что сокращает производственный цикл.
- После такой обработки детали лучше поддаются шлифовке и полировке.
Химико-термическая обработка
Химико-термическая обработка включает в себя не только воздействие с помощью высокой температуры, но и химическое. Результатом этой процедуры является повышенная прочность и износостойкость металла, а также придание огнестойкости и кислотоустойчивости.
Различают такие виды обработки:
- Цементация.
- Азотирование.
- Нитроцементация.
- Борирование.
Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Перед началом цементации производится тщательное очищение поверхности, после чего её покрывают специальными составами. Процедуру производят после полного высыхания поверхности.
Различают несколько видов цементации: жидкая, твёрдая, газовая. При первом виде используют специальную печь-ванную, в которую засыпают 75% соды, 10% карбида кремния, 15% хлористого натрия. После чего изделие погружают в ёмкость. Процесс протекает в течение 2 часов при температуре 850 °C.
Твёрдую цементацию удобно выполнять в домашней мастерской. Для неё используют специальную пасту на основе кальцинированной соды, сажи, щавелево-кислого натрия и воды. Полученный состав наносят на поверхность и ждут высыхания. После этого изделие помещают в печь на 2 часа при температуре в 900 °C.
При газовой цементации используют смеси газов, содержащие метан. Процедура происходит в специальной камере при температуре в 900 °C.
Азотирование стали — процесс насыщения поверхности металла азотом при помощи нагрева до 650 °C в аммиачной атмосфере. После обработки сплав увеличивает свою твёрдость, а также приобретает сопротивление к коррозии. Азотирование, в отличие от цементации, позволяет сохранить высокую прочность при больших температурах. А также изделия не коробятся при охлаждении. Азотирование металла широко применяется в промышленности для придания изделию износостойкости, увеличения твёрдости и защиты от коррозии.
Нитроцементация стали заключается в обработке поверхности углеродом и азотом при высокой температуре с дальнейшей закалкой и отпуском. Процедура может осуществляться при температуре 850 °C в газовой среде. Нитроцементацию используют для инструментальных сталей.
При борировании стали на поверхность металла наносят слой бора. Процедура происходит при температуре 910 °C. Такая обработка используется для повышения стойкости штампового и бурового инструментов.
Термомеханическая обработка
При использовании этого метода применяют высокую температуру и пластическую деформацию. Различают такие виды термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
- Предварительная.
При высокотемпературной обработке деформация металла происходит после разогрева. Сплав подогревают выше температуры рекристаллизации. После чего производится закалка с отпуском.
Высокотемпературная обработка металла:
- Повышает вязкость.
- Устраняет отпускную хрупкость.
Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
При низкотемпературной обработке заготовку после охлаждения выдерживают при температуре ниже значения рекристаллизации и выше мартенситного превращения. На этом этапе делают пластическую деформацию. Такая обработка не даёт устойчивости металлу при отпуске, а для её осуществления необходимо мощное оборудование.
Для осуществления термомеханической обработки необходимо применять специальные приспособления для давления, нагрева и охлаждения заготовки.
Выбор режущего инструмента для токарной обработки каленой стали
Точение закаленной стали – одна из самых сложных задач в металлообработке, которая лучше всего решается с применением режущей оснастки следующего вида:
- Твердосплавные пластины – универсальный и экономичный вариант, устойчивый к абразивному износу. Такой инструмент лучше всего подходит для работы со сталью твердостью не более 55 HRC. При более высоких характеристиках, срок службы инструмента значительно сократится.
- Керамические пластины – оснастка из смешанной керамики или армированной специальными кристаллами. Она способна прослужить долго даже при работе с очень твердой сталью, но поверхность, обработанная такой пластиной будет иметь не очень высокое качество. Поэтому их рекомендуется использовать для чернового и получистового точения.
- Пластины из сплава кубического нитрида бора (CBN) – высокопрочный резец, способный справиться с закаленной стали до 65 HRC и позволяющий получать идеальный результат при финальной обработке металла с экономией времени производственного процесса до 70%.
Особенности термической обработки
Для придания нужных свойств металлической детали она подвергается термической обработке. Во время этого процесса происходит структурное изменение материала.
Металлические изделия, используемые в хозяйстве, должны быть устойчивыми к внешнему воздействию. Чтобы этого достичь, металл необходимо усилить при помощи воздействия высокой температуры. Такая обработка меняет форму кристаллической решётки, минимизирует внутреннее напряжение и улучшает его свойства.