3.2 Technological transition
A technological transition is a completed part of a technological operation, performed by the same means of technological equipment under constant technological conditions and installation. If a tool was changed when turning the roller, then processing the same surface of the workpiece with this tool will be a new technological transition (Figure 3.3). But the tool change itself is an auxiliary transition.
Figure 3.3 — Technological transition diagram
An auxiliary transition is a completed part of a technological operation consisting of human and (or) equipment actions that are not accompanied by a change in the properties of the object of labor, but are necessary to complete the technological transition. Transitions can be combined in time due to the simultaneous processing of several surfaces, i.e. they can be carried out sequentially (roughing, semi-finishing, finishing turning of a stepped shaft or drilling four holes with one drill), in parallel (turning a stepped shaft with several cutters or drilling four holes at once four drills) or parallel-sequentially (after turning a stepped shaft simultaneously with several cutters, simultaneous chamfering with several chamfering cutters, or drilling four holes sequentially with two drills).
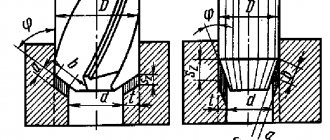
Installation is a part of a technological operation performed with unchanged fastening of the workpieces being processed or the assembly unit being assembled. Rotating parts to any angle is a new installation. If the roller is first turned in a three-jaw chuck in one setting, and then it is turned over and turned, this will require two settings in one operation (Figure 3.4).
Figure 3.4 - Scheme of the first (a) and second (b) installation
A workpiece installed and secured on a rotary table, subjected to drilling, reaming and countersinking, has one setting, but with the rotation of the table it will take a new position.
A position is a fixed position occupied by a rigidly fixed workpiece or assembled assembly unit together with a device relative to a tool or a stationary piece of equipment when performing a certain part of the operation. On multi-spindle and semi-automatic machines, the workpiece, when it is secured, occupies different positions relative to the machine. The workpiece moves to a new position together with the clamping device (Figure 3.5).
When developing a technological process for processing workpieces, it is preferable to replace installations with positions, since each additional installation introduces its own processing errors.
Figure 3.5 — Scheme for changing workpiece positions on a multi-spindle machine
3.4 Working and auxiliary stroke
A working stroke is the completed part of a technological transition, consisting of a single movement of the tool relative to the workpiece, accompanied by a change in the shape, size, surface quality and properties of the workpiece. The working stroke usually accompanies the continuous processing of one layer of the workpiece, for example, on a lathe - processing a shaft per pass, on a planer - one movement of the cutter during cutting.
An auxiliary stroke is a completed part of a technological transition, consisting of a single movement of the tool relative to the workpiece, necessary to prepare the working stroke. For example, when rough turning a shaft, the cutter returns to its original position, making an auxiliary move.
A technique is a complete set of human actions used when performing a technological transition or part of it and united by one purpose. Typically, the technique is an auxiliary action of the operator when operating the machine (manually), measuring the workpiece. Reception element - pressing a button, moving a handle, etc.
Important characteristics of the technological process and operation are the cycle, technological operation, tact and rhythm of release.
3.6 Cycle, beat and rhythm of release
The cycle of a technological operation is the calendar time interval from the beginning to the end of a periodically repeating technological operation, regardless of the number of simultaneously manufactured products.
A takt is the time interval through which products or blanks of certain names, standard sizes and designs are periodically produced.
The rhythm of production is the number of products or blanks of certain names, standard sizes and designs produced per unit of time.
It is desirable that the time spent on one operation be equal to the release takt time or a multiple of it. Such adjustment of the time spent on an operation is achieved by varying degrees of concentration of operations, the use of optimal processing modes, reducing auxiliary time due to multi-place devices, automation of loading, transportation, the use of more high-performance equipment, parallel work on the same type of backup machines, etc.
- AltGTU 419
- AltSU 113
- AmPGU 296
- ASTU 266
- BITTU 794
- BSTU "Voenmekh" 1191
- BSMU 172
- BSTU 602
- BGU 153
- BSUIR 391
- BelGUT 4908
- BSEU 962
- BNTU 1070
- BTEU PC 689
- BrGU 179
- VNTU 119
- VGUES 426
- VlGU 645
- VmedA 611
- VolgSTU 235
- VNU named after Dalia 166
- VZFEI 245
- VyatGSHA 101
- VyatGSU 139
- VyatGU 559
- GGDSK 171
- GomGMK 501
- GGMU 1967
- GGTU named after. Sukhoi 4467
- GSU named after Skorina 1590
- GMA named after. Makarova 300
- DSPU 159
- DalGAU 279
- DVGGU 134
- DVGMU 409
- DVGTU 936
- DVGUPS 305
- FEFU 949
- DonSTU 497
- DITM MNTU 109
- IvGMA 488
- IGHTU 130
- IzhSTU 143
- KemGPPK 171
- KemGU 507
- KGMTU 269
- KirovAT 147
- KGKSEP 407
- KSTA im. Degtyareva 174
- KnAGTU 2909
- KrasGAU 370
- KrasGMU 630
- KSPU named after. Astafieva 133
- KSTU (SFU) 567
- KGTEI (SFU) 112
- PDA No. 2 177
- KubGTU 139
- KubSU 107
- KuzGPA 182
- KuzGTU 789
- MSTU im. Nosova 367
- MSEU named after. Sakharova 232
- MGEC 249
- MGPU 165
- MAI 144
- MADI 151
- MGIU 1179
- MGOU 121
- MGSU 330
- MSU 273
- MGUKI 101
- MGUPI 225
- MGUPS (MIIT) 636
- MSUTU 122
- MTUSI 179
- KhAI 656
- TPU 454
- NRU MEI 641
- NMSU "Mining" 1701
- KhPI 1534
- NTUU "KPI" 212
- NUK them. Makarova 542
- HB 777
- NGAVT 362
- NSAU 411
- NGASU 817
- NSMU 665
- NGPU 214
- NSTU 4610
- NSU 1992
- NSUEU 499
- Research Institute 201
- OmSTU 301
- OmGUPS 230
- SPbPK No. 4 115
- PGUPS 2489
- PSPU named after Korolenko 296
- PNTU named after. Kondratyuka 119
- RANEPA 186
- ROAT MIIT 608
- RTA 243
- RGGMU 118
- RGPU named after. Herzen 124
- RGPPU 142
- RGSU 162
- "MATI" - RGTU 121
- RGUniG 260
- REU im. Plekhanova 122
- RSATU im. Solovyova 219
- RyazSMU 125
- RGRTU 666
- SamSTU 130
- SPbGASU 318
- ENGEKON 328
- SPbGIPSR 136
- SPbGLTU named after. Kirova 227
- SPbGMTU 143
- SPbGPMU 147
- SPbSPU 1598
- SPbGTI (TU) 292
- SPbGTURP 235
- SPbSU 582
- GUAP 524
- SPbGUNIPT 291
- SPbGUPTD 438
- SPbGUSE 226
- SPbSUT 193
- SPGUTD 151
- SPbGUEF 145
- SPbGETU "LETI" 380
- PIMash 247
- NRU ITMO 531
- SSTU named after Gagarina 114
- SakhSU 278
- SZTU 484
- SibAGS 249
- SibGAU 462
- SibGIU 1655
- SibGTU 946
- SGUPS 1513
- SibGUTI 2083
- SibUPK 377
- SFU 2423
- SNAU 567
- SSU 768
- TRTU 149
- TOGU 551
- TGEU 325
- TSU (Tomsk) 276
- TSPU 181
- Tula State University 553
- UkrGAZHT 234
- UlSTU 536
- UIPKPRO 123
- USPU 195
- USTU-UPI 758
- USPTU 570
- USTU 134
- KhGAEP 138
- KhGAFK 110
- KHNAGH 407
- KhNUVD 512
- KhNU named after Karazina 305
- KNURE 324
- KhNEU 495
- CPU 157
- ChitGU 220
- SUSU 306
Technological process and its structure
The product is obtained as a result of the manufacturing process.
The production process is the totality of all the actions of people and production tools necessary at a given enterprise for the manufacture or repair of manufactured products.
The production process includes not only the main processes directly related to the manufacture of parts and assembly units, but also all necessary processes, for example: preparation of production; receipt, transportation, control and storage of materials (semi-finished products); equipment repair, etc.
A technological process (TP) is a part of the production process that contains actions to change and subsequently determine the state of the item of production.
Technological method is a set of rules that determine the sequence and content of actions when performing shaping, processing or assembly, movement, including technical control, testing in the technological process of manufacturing or repair, established without regard to the name, standard size or design of the product.
Based on the execution method, there are three main parts of the technological process: forming, processing and assembly.
Shaping is the production of a workpiece or product from liquid, powder or fibrous materials: casting, molding, electroforming.
Processing is a specified change in the shape, size, surface roughness or properties of a workpiece during a technological process: cutting and pressure processing, heat treatment, electrophysical and electrochemical processing, coating.
Assembly is the formation of detachable or permanent connections between the component parts of a workpiece or product: welding, riveting, soldering, gluing, screwing, etc.
A workpiece is a production item from which a part or an integral assembly unit is made by changing the shape, dimensions, surface roughness and material properties.
For a qualitative change in production items, i.e. To carry out the technological process, various means of production are used, primarily production tools . These include:
Technological equipment (equipment) is a production tool in which materials or workpieces, means of influencing them and, if necessary, energy sources are placed to perform a certain part of the process. For example: presses, metal cutting walls, galvanic baths, test benches, workbench, etc.
Technological equipment (equipment) is a production tool added to technological equipment to perform a certain part of the process. For example: cutting tools, gauges, molds, fixtures, etc.
The technological process is carried out at workplaces . A workplace is a part of the production area of a workshop where one or more performers of work and the unit of technological equipment they serve, as well as equipment and production items, are located.
The technological process is structurally divided into the following elements:
Technological operation (operation) is a completed part of the technological process of processing one or more simultaneously processed workpieces, performed at one workplace by one worker or team. The operation begins from the moment the workpiece is installed in the machine and includes all its subsequent processing and removal from the machine. Operation is the main element in the development, planning and costing of technological processes. Examples of operations: drilling a hole in a part, cutting gear teeth, stamping magnetic core plates, etc. Technological operations are divided into technological and auxiliary transitions.
Technological transition (transition) is a completed part of a technological operation, characterized by the constancy of the tool used, the operating mode of the machine and the surfaces formed by processing or connected during assembly. The next transition begins from the moment any of these parameters are changed.
An auxiliary transition is a completed part of a technological operation, consisting of human and (or) equipment actions that are not accompanied by a change in shape, size and surface roughness, but are necessary to complete the technological transition (for example, installing a workpiece, changing tools, etc.)
The transition consists of working and auxiliary moves.
A working stroke is a completed part of a technological transition, consisting of a single movement of the tool relative to the workpiece accompanied by a change in the shape, size, surface roughness or properties of the workpiece. A technological transition can consist of one or several working steps. For example, rough milling of a plane with a large machining allowance can be done in two or more working passes.
An auxiliary stroke is a completed part of a technological transition, consisting of a single movement of the tool relative to the workpiece, not accompanied by a change in the shape, size, surface roughness or properties of the workpiece, but necessary to complete the working stroke.
When changing the position of the workpiece being processed, the operation may consist of several settings and positions.
Installation is a part of a technological operation performed while permanently securing the workpieces being processed or the assembly unit being assembled.
The concept of a technological operation and its elements
A technological process is usually divided into parts called operations.
A technological operation is a completed part of a technological process performed at one workplace. An operation covers all actions of equipment and workers on one or more jointly processed or assembled production objects. So, when processing on machines, the operation includes all the actions of the worker to control the machine, as well as automatic movements of the machine associated with the process of processing the workpiece until it is removed from the machine and proceeds to processing another workpiece.
The operation is characterized by the immutability of the workplace, technological equipment, subject of labor and performer. When one of these conditions changes, a new operation takes place.
The content of the operation is determined by many factors and, above all, factors of an organizational and economic nature. The range of work included in the operation can be quite wide. The operation may consist of processing just one surface on a separate machine. For example, milling a keyway on a vertical milling machine. The production of a complex body part on an automatic line consisting of several dozen machines and having a unified control system will also be an operation.
A technological operation is the main element of production planning and accounting. Based on the operations, the labor intensity of the process, the necessary equipment, tools, devices, and the qualifications of workers are determined. For each operation, all planning, accounting and technological documentation is drawn up.
The operations included in the technological process are performed in a certain sequence. The content, composition and sequence of operations determine the structure of the technological process .
The sequence of passage of a blank part or assembly unit through the workshops and production areas of an enterprise during the technological process of manufacturing or repair is called a technological route .
There are intershop
and
intra-shop
technological routes.
The structure of an operation involves dividing it into its component elements - settings, positions and transitions.
To process a workpiece, it must be installed and secured in a fixture, on a machine table or other type of equipment. When assembling, the same should be done with the part to which other parts must be attached.
Installation is a part of a technological operation performed with constant fastening of the workpieces being processed or the assembly unit being assembled.
Each time the workpiece is removed again and then secured on the machine, or when the workpiece is rotated at any angle to process a new surface, a new setting takes place.
Depending on the design features of the product and the content of the operation, it can be performed either from one or from several installations. In the technological documentation, installations are designated by the letters A
,
B
,
C
, etc.
For example, when processing a shaft on a milling and centering machine, milling the ends of the shaft on both sides and aligning them is performed sequentially in one installation of the workpiece. Complete processing of a shaft workpiece on a screw-cutting lathe can be carried out only from two workpiece installations in the centers of the machine, since after processing the workpiece on one side (installation A
), it must be unfastened, turned over and installed in a new position (installation
B
) for processing with the other side. In case of turning a workpiece without removing it from the machine, it is necessary to indicate the angle of rotation: 45o, 60o, etc.
An installed and secured workpiece, if necessary, can change its position on the machine relative to the tool or working parts of the machine under the influence of linear movement devices or rotary devices, taking a new position.
A position is each individual fixed position occupied by a permanently fixed workpiece or assembled assembly unit together with a fixture relative to a tool or a stationary piece of equipment when performing a certain part of the operation. When processing a workpiece, for example, on a turret lathe, the position will be each new position of the turret head. When processing on multi-spindle automatic and semi-automatic machines, the invariably fixed workpiece occupies different positions relative to the machine by rotating the table, which sequentially brings the workpiece to different tools.
Technological transition is a completed part of a technological operation, performed by the same means of technological equipment under constant technological conditions and installation. The technological transition, therefore, characterizes the constancy of the tool used, the surfaces formed by processing or connected during assembly, as well as the constancy of the technological regime.
For example, technological transitions will be obtaining a hole in a workpiece by processing with a twist drill, obtaining a flat surface of a part by milling, etc. Sequential processing of the same hole in the gearbox housing with a boring cutter, countersink and reamer will consist of three technological transitions, respectively, since during processing with each tool a new surface is formed.
In the turning operation, the diagram of which is shown in Fig. 11a, two technological transitions are performed. Such transitions are called simple
or
elementary.
A set of transitions, when several tools are simultaneously involved in the work, is called
a combined transition
(Fig. 11, b).
In this case, all tools operate at the same feed and rotation speed. In the case when a change occurs in successively processed surfaces with one tool with a change in cutting modes (speed when processing on hydrocopying machines or speed and feed on CNC machines), a complex transition occurs during one working stroke of the tool .
Technological transitions can be carried out sequentially (Fig. 11,a) or parallel-sequentially (Fig. 11,b).
When processing workpieces on CNC machines, several surfaces can be sequentially processed by one tool (for example, a scoring cutter) as it moves along a trajectory specified by the control program. In this case, they say that the specified set of surfaces is processed as a result of performing a tool transition.
Examples of technological transitions in assembly processes include work related to connecting individual machine parts: giving them the required relative position, checking the achieved position and fixing it with fasteners. In this case, the installation of each fastener (for example, a screw, bolt or nut) should be considered as a separate technological transition, and the simultaneous tightening of several nuts using a multi-spindle impact wrench should be considered as a combination of technological transitions.
A technological operation, depending on the organization of the technological process, can be carried out on the basis of concentration or differentiation of technological transitions. With the concentration of transitions, the structure of the operation includes the maximum possible number of technological transitions under given conditions. This organization of the operation reduces the number of operations in the technological process. In the limiting case, the technological process can consist of only one technological operation, including all the transitions necessary for the manufacture of the part. When differentiating transitions, one strives to reduce the number of transitions included in a technological operation. The limit of differentiation is such a construction of the technological process when each operation includes only one technological transition.
A characteristic feature of technological transition in any process (except hardware) is the possibility of its isolation at a separate workplace, i.e. isolating it as an independent operation. In the case of a one-transition operation, the concept of an operation may coincide with the concept of a transition.
When organizing the processing process according to the principle of differentiation of the construction of an operation (and not a transition), the technological process is divided into one- and two-transition operations, subordinate in duration to the release cycle. If operations (for example, gear hobbing, spline milling) last beyond the exhaust cycle, then backup machines are installed. Consequently, the limit of differentiation is the release stroke.
The principle of concentration of operations is divided into the principle of parallel concentration and sequential one. In both cases, a large number of technological transitions are concentrated in one operation, but they are distributed among positions in such a way that the processing time for each operation is approximately equal to or less than the production cycle. Based on the longest time for positions, the time norm for the operation will be determined. According to the principle of sequential concentration, all transitions are performed sequentially, and the processing time is determined by the total time for all transitions.
A technological transition during cutting processing can consist of several working strokes.
A working stroke as the completed part of a technological transition, consisting of a single movement of the tool relative to the workpiece, accompanied by a change in the shape, size, surface quality or properties of the workpiece. The number of working strokes performed in one technological transition is selected based on ensuring optimal processing conditions, for example, reducing the cutting depth when removing significant layers of material.
An example of a working stroke on a lathe is the removal of one layer of chips continuously with a cutter, on a planing machine - removal of one layer of metal over the entire surface, on a drilling machine - drilling a hole to a given depth.
Working strokes occur in cases where the amount of allowance exceeds the possible depth of cut and it has to be removed in several working strokes.
When repeating the same work, for example, drilling four identical holes sequentially, there is one technological transition performed in 4 working strokes; if these holes are made simultaneously, then there are 4 combined working strokes and one technological transition.
The operation also includes elements associated with the implementation of auxiliary movements and necessary for the implementation of the technological process. These include auxiliary transitions and techniques.
An auxiliary transition is a completed part of a technological operation, consisting of human and (or) equipment actions that are not accompanied by a change in shape, size or surface properties, but are necessary to complete the technological transition.
Auxiliary transitions include, for example, securing a workpiece on a machine or in a fixture, changing a tool, moving a tool between positions, etc. For assembly processes, auxiliary transitions can be considered transitions for installing a base part on an assembly stand or in a fixture on a conveyor, moving parts attached to it and etc.
To perform a technological operation, auxiliary moves and techniques are also necessary.
An auxiliary stroke is a completed part of a technological transition, consisting of a single movement of the tool relative to the workpiece, necessary to prepare the working stroke.
A technique is understood as a complete set of worker actions used when performing a transition or part of it and united by one purpose. For example, the auxiliary transition “install the workpiece in the fixture” consists of the following techniques: take the workpiece from the container, install it in the fixture, secure it.
Auxiliary moves and techniques are taken into account when studying the cost of auxiliary time to perform an operation.
Any technological process takes place over time. The calendar time interval from the beginning to the end of any periodically repeating technological operation, regardless of the number of simultaneously manufactured or repaired products, is called technological operation cycle .
Preparation of technological equipment and technological equipment for performing a technological operation is called setup . Adjustments include installing the fixture, switching the speed or feed, setting the set temperature, etc. Additional adjustment of process equipment and (or) equipment during operation to restore the parameter values achieved during adjustment is called sub-adjustment .
Technological operation, installation, position, transition, stroke. Auxiliary transition, move
A technological operation is a completed part of a technological process performed at one workplace.
A technological operation is the basic unit of production planning and accounting. Based on the operations, the labor intensity of manufacturing products is determined, time and cost standards are established, and the required number of workers and technological equipment is determined.
Installation is a part of a technological operation performed with constant fixation of workpieces or assembled assembly units. Installation designation A, B, C, D, etc.
Position is a fixed position of a device with a workpiece invariably fixed in it relative to the working parts of the equipment to perform part of the technological operation.
Technological transition is a completed part of a technological operation, characterized by the constancy of the tool used and the surfaces formed during processing or connected during assembly. Accompanied by a change in the state of the production facility.
A working stroke is a completed part of a technological transition, consisting of a single movement of the tool relative to the production object, accompanied by a change in the state of the object.
An auxiliary transition is a completed part of a technological operation, consisting of the actions of a worker and equipment. It is not accompanied by a change in the state of the production facility, but is necessary to complete a technological transition.
An auxiliary move is a completed part of a technological transition, consisting of a single movement of the tool relative to the production object, and unaccompanied by a change in its state.
Types of operations
There are quite a large number of different types of operations that can be carried out to obtain a particular workpiece, as well as the final product. The name of the operations may differ depending on the characteristics of the established production. The following types of technological operations are distinguished:
- Route.
- Operating rooms.
- Route and operational.
There is quite a large amount of technical documentation that provides basic information. In this case, certain operations are assigned specific numbers.
Determination of cutting modes during processing (single- and multi-tool)
One-tool machining.
1 ) Determine the cutting depth
t based on the results of calculating operational allowances.
For single-pass processing, we take the average value of the allowance. If there are two passes, then 70% of the allowance is removed for the first pass, 30% for the second. 2 ) Assign feed
s. For machining by turning, drilling, and grinding, the feed per revolution of the workpiece S o or tool is determined; for milling, the feed per tooth of the tool S z . S z = S o /z, where z is the number of cutter teeth.
When roughing, select the maximum allowable feed; for finishing - depending on the required accuracy and roughness of processing, taking into account the geometric parameters of the cutting part of the tool. The feed rate determined according to standards or using other methods (linear programming, simplex method, etc.) must be coordinated with the machine’s passport data. 3 ) Determine the value of the cutting speed
v :
where the values of the coefficients are determined from reference books.
4 ) We calculate rotation
frequency
n where v is the cutting speed, m/min; D is the diameter of the workpiece (tool) in mm.
5) We calculate the coordinate components of the cutting force using formulas of the form:
values other than t and S are selected from lookup tables.
6) We check the cutting mode based on the power and power characteristics of the machine. To do this, we compare the obtained value of the coordinate component Px of the cutting force acting in the feed direction with the permissible force on the feed mechanism Px add.
Ne=, kW or according to other dependencies with verification
where Ndv is the power of the motor driving the main movement of the machine, z is the efficiency of the drive.
If the given ratios are not maintained, it is necessary to adjust the selected values of feed and cutting speed or replace the technological equipment.
Multi-tool processing.
In the case of parallel processing, the depth of cut and feed for each of the tools are selected from the condition of their independent operation, i.e. using the one-tool processing method. Then the feed of the tool block is determined - the smallest technologically permissible feed from the selected values. The cutting speed is determined by the presumably limiting tool. They can be tools that process areas of the largest diameter and greatest length. For several supposedly limiting tools, cutting time coefficients are found:
where Lр is the cutting length of an individual tool, Lрх is the length of the working stroke of the entire tool block.
where Tm is the normalized tool life.
Using the found resistance values T, cutting speeds are found for each of the supposedly limiting tools. In fact, the limiting tool will be the one with the lowest specific cutting speed. This value is adopted for the operation of the entire tool block. Next, the rotation speed n and adjusted according to the machine passport. Next, we calculate the total
cutting forces and power.
Source: studbooks.net
What is a technological transition?
Technological transition
- a completed part of a technological operation, performed on one or more workpiece surfaces, with one or more simultaneously working tools under constant processing conditions. Processing the next surface of the workpiece or changing the processing modes means the presence of a new transition. An auxiliary transition does not change the state of the object of labor, but accompanies the implementation of a technological transition. Time spent on auxiliary operations and transitions should always be reduced.
Term Category: Technologies
Digital library
Other / Industry technology systems / 2.2. Production and technological processes, their structure
At a machine-building (machine repair) enterprise, various processes related to the manufacture (repair) of products are performed.
Manufacturing process -
This is a set of interrelated actions of people and production tools necessary at a given enterprise for the manufacture (repair) of a product.
The production process includes not only the main processes associated with the transformation of raw materials to obtain finished products, but also auxiliary ones, for example, the production of tools, fixtures, equipment repair, as well as service processes (in-plant transportation of materials and parts, warehouse operations, control, etc. ), providing the possibility of manufacturing products. Rational organization of the production process is impossible without thorough technical preparation of production.
Pre-production
. This process includes the following:
1) design preparation of production (development of a product design and creation of drawings of the general assembly of a product, assembly elements and individual parts of products put into production with the preparation of relevant specifications and other types of design documentation);
2) technological preparation of production, i.e. a set of interconnected processes that ensure the technological readiness of enterprises (or an enterprise) to produce products of a given level of quality under established deadlines, output volume and costs. Technological preparation of production includes: ensuring the technological logical design of the product, development of technological processes, design and manufacture of technological equipment, management of the process of technological preparation of production;
3) calendar planning of the manufacturing process on time, in the required output volumes and costs.
A responsible and labor-intensive part of the technical preparation of production is technological design, the labor intensity of which is 30...40% (as a percentage of the total labor intensity of technical preparation) in small-scale production, 40...50% in serial production and 50...60% in mass production.
The increase in the complexity of designing technological processes with an increase in product output is explained by the fact that in large-scale and mass production the development of processes is carried out more carefully than in serial production (the total volume increases, technological equipment becomes more complicated, documentation is developed in more detail).
The complexity of technological design in most cases significantly exceeds the complexity of machine design.
Technological process
(in a broad sense) is a part of the production process that contains actions to change and (or) determine the state of the subject of labor.
In the conditions of mechanical engineering production, the technological process
- this is part of the production process, which includes a sequential change in the size, shape, appearance or internal properties of an item of production and their control.
Objects of labor include blanks and products. A technological process can be attributed to a product, its component or to methods of processing, shaping and assembly, which are defined by GOST 3.1109–82. Technological processes are built according to individual methods of their implementation (the process of machining, assembly, casting, heat treatment, coatings, etc. .P.
To ensure the most rational process of machining the workpiece, a processing plan is drawn up indicating which surfaces need to be processed, in what order and in what ways.
In this regard, the entire machining process is divided into separate components: technological operations, settings, positions, transitions, moves, techniques.
Technological operation
- This is a completed part of the technological process, performed at one workplace.
For example, turning a shaft, performed sequentially, first at one end, and then after turning, i.e., rearranging the shaft in the centers, without removing it from the machine, at the other end, is one operation. If all the workpieces (shafts) of a given batch are turned first at one end and then at the other, then this will be two operations.
A technological operation is the main element of production planning and accounting. Time standards and prices are set for performing operations. Based on the operations, the labor intensity and cost of the process, the required number of workers by qualifications and technological equipment are determined.
In conditions of automated production under operation
refers to a completed part of the technological process, carried out continuously on an automatic line, which consists of several machines connected by automatically operating transport and loading devices.
In conditions of flexible automated production, continuity of execution can be disrupted by the direction of processed workpieces to an intermediate warehouse during periods between individual positions performed on different technological modules.
In addition to technological operations, the technological process in a number of cases (for example, in continuous production and especially when processing on automatic lines and in flexible technological complexes) includes auxiliary operations
(transport, control, marking, chip removal, etc.)
etc.) that do not change the size, shape, appearance or properties of the processed product, but are necessary for carrying out technological operations.
Installation
- part of a technological operation performed with the workpiece or assembled assembly unit permanently secured.
For example, turning a shaft when fixing it in centers on a lathe is the first setting; turning the shaft after turning it and securing it in the centers for processing the other end - the second setting. The same operation can be performed in one setup on a double-sided machine, which allows simultaneous turning on both sides.
When performing certain technological operations, an installed and secured workpiece or assembled assembly unit must occupy a number of sequential positions relative to the working parts of the equipment with the help of rotating or moving devices, i.e., occupy different positions.
Position
- a fixed position occupied by a permanently fixed workpiece or assembly unit to perform a certain part of the operation.
For example, in Fig. 2.1 shows the milling of surfaces 1 and 2 in two positions; the workpiece is secured to the rotating part 3 of fixture 4. Having processed surface 1 (first position), the workpiece, without loosening it, is turned 180° using the rotating part of the fixture, fixed with clamp 5, and surface 2 is milled (second position).
Rice. 2.1. Milling surfaces 1 and 2 in two positions
GOST 3.1109–82 defines the main elements of technological operations. The operation is divided into technological and auxiliary transitions.
Technological transition
- this is a completed part of a technological operation, characterized by the constancy of the tool used and the surfaces formed by processing or connected during assembly.
For example, sequential turning with a cutter first of one shaft stage and then of another will consist of two technological transitions; if you turn these steps simultaneously with two cutters (Fig. 2.2), then this will be turning in one transition. Machining the same workpiece surface in roughing and then finishing mode will consist of two technological transitions, since the cutting conditions change.
Auxiliary transition
– this is a completed part of a technological operation, consisting of human and (or) equipment actions that are not accompanied by a change in the shape, size and roughness of the surfaces of the object of labor, but are necessary to complete the technological transition. Examples of auxiliary transitions are: positioning the workpiece before processing, turning the cutting head, changing tools, etc.
The transition consists of working and auxiliary moves.
Working stroke
– a completed part of a technological transition in the form of a single movement of the tool relative to the workpiece, accompanied by a change in the shape, size, surface roughness or properties of the workpiece. For each working stroke, one layer of material of a given thickness is removed at a constant processing mode.
Auxiliary move
– a completed part of a technological transition in the form of a single movement of the tool relative to the workpiece, not accompanied by a change in the shape, size, surface roughness or properties of the workpiece, but necessary to complete the working stroke. For example, an auxiliary stroke is the movement of the lathe slide to its original position after turning.
Reception
– this is a complete set of human actions used when performing a transition or part of it and united by one purpose.