Я понимаю, что не я первый и не я последний создаю свой вакуумно-формовочный станок, но все же хочу поделиться с вами статьей о нем.
Конструкция для вакуумной формовки своими руками стандартная: деревянная рамка для фиксации материала, которому придается форма, и деревянный ящик с отверстиями в крышке сверху в качестве вакуумной камеры. Самый недорогой в исполнении вариант.
Основные разновидности
На сегодняшний день выпускаются два типа прессов вакуумного типа:
- оборудование обычного типа (такие прессы используются в тех случаях, когда на заготовку необходимо оказать максимально щадящее воздействие, и способны создавать давление, значение которого не превышает 0,95 кг/см2);
- вакуумные прессы повышенного давления (оборудование данного типа способно обеспечить давление, значение которого доходит до 8,5 кг/см2).
В обычном прессе облицовочный материал прижимается к детали атмосферным давлением, а в прессе с избыточным давлением в полость над заготовкой дополнительно нагнетается сжатый воздух
Оборудование первого типа применяется в тех случаях, когда пленкой ПВХ или шпоном требуется покрыть изделия несложной конфигурации. Вакуумные прессы, способные создавать высокое давление, применяются для шпонирования или покрытия пленкой ПВХ деталей сложной формы. Кроме того, такое оборудование часто используется как вакуумный формовщик, при помощи которого из листового пластика изготавливают объемные изделия различной конфигурации.
Наиболее распространены два варианта компоновки вакуумных прессов
Теперь приступаем к изготовлению формы
В качестве формы можно использовать любые материалы: дерево, гипс и т.д.
Если не требуется высокая гладкость формы, то можно использовать пенополеуретан, поскольку он хорошо поддается обработке канцелярским ножом.
Если на форме имеются вогнутые места, то необходимо в каждом углублении просверлить отверстие тонким сверлом d = 0,1-0,5мм.
Конструктивные особенности
Вакуумный пресс для фасадов мебели и других элементов ее конструкции составляют следующие элементы:
Основные элементы вакуумного пресса
Большая часть моделей вакуумных прессов дополнительно оснащается одним или несколькими валами, устанавливаемыми с торцевой стороны оборудования. Такие валы, которые делают работу на вакуумном прессе более удобной и сокращают время выполнения технологических операций, используются для установки рулонов с используемой для покрытия пленкой.
Многие современные модели вакуумных прессов для МДФ и ДСП могут работать в автоматическом режиме, что обеспечивают устанавливаемые на такое оборудование системы ЧПУ. Особенно актуальным использование вакуумных прессов с ЧПУ является для предприятий, выпускающих мебель сериями, когда на подобном оборудовании приходится выполнять покрытие пленкой или шпоном множества однотипных деталей. В таких случаях системы ЧПУ, устанавливаемые на такое оборудование, позволяют повысить его производительность и, соответственно, снизить себестоимость выпускаемой продукции.
Промышленный мембранно-вакуумный пресс с ЧПУ с подогревом верхней и нижней плиты
Покраска изделия
Остается только покрасить изделие.
Используя для формовки ПЭТФ (полиэтилэнтерефталат — то из чего делают бутылки) можно изготавливать блистерные упаковки или незаурядные праздничные формы для желе.
Как вы видите сделать вакуумный станок своими руками совсем не сложно и весьма не дорого.
Как говорил ранее, технологию вакуумной формовки можно применять в моделировании и т.д.
Как правильно выбрать оборудование
Выбирая мембранно-вакуумный пресс для решения определенных задач, следует ориентироваться на его наиболее важные параметры.
Марка и страна-производитель насоса
На вакуумных прессах могут быть установлены насосы от зарубежных (как правило, итальянских) или отечественных производителей. В первом случае вакуумный пресс мембранный будет стоить дороже, но и насос, который на нем установлен, будет надежнее. Между тем отечественные вакуумные насосы тоже достаточно надежны, но самое главное – проблем с их ремонтом возникать не должно, так как найти запасные части для отечественного насосного оборудования не представляет особых сложностей.
Надежность и производительность пресса зависит в первую очередь от вакуумного насоса
Материал облицовки вакуумного стола
Очень важно, чтобы это был именно металл, а не листы ДСП, которые для таких целей используют некоторые производители. После непродолжительного использования столы, изготовленные из ДСП, просто придут в негодность.
Размеры
Это одна из важнейших характеристик, на которую следует обращать особое внимание, когда вы будете выбирать мембранно-вакуумный пресс. От габаритов вакуумного пресса в первую очередь зависит количество заготовок, которые на нем можно обрабатывать одновременно. Естественно, чем большим будет такое количество, тем более производительным будет вакуумный пресс. Между тем следует учитывать и то, что размеры оборудования напрямую влияют и на его стоимость, поэтому выбирать в данном случае следует оптимальный вариант.
Вакуумные прессы изготавливаются типовых размеров, например, для облицовки шпоном чаще всего используются размеры 2500х1500, 3000х1500, 2500х1200 или 3000х1200 мм
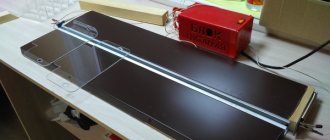
Вид нагревательных устройств
Преимущественное большинство специалистов советует выбирать вакуумные прессы, оснащенные КГТ-лампами, при использовании которых пленка, наклеиваемая на верхнюю часть гнутых деталей, не плавится и не прогорает. В том же случае, если будет выбрано оборудование, оснащенное ТЭНами, то придется постоянно контролировать, чтобы расстояние от таких нагревательных элементов до самой верхней части поверхности заготовки было не менее 150 мм.
Торговая марка пресса
Поскольку вакуумные прессы являются достаточно дорогостоящим оборудованием, выбирать устройство от неизвестных производителей, которое затем придется постоянно ремонтировать, не стоит.
Можно приступать к вакуумной формовке
Поскольку разогревать пластик будем в духовке, поэтому работать будем на кухне по ближе к духовке.
Подключаем пылесос к вакуумной камере. На рабочую поверхность вакуумной камеры, по центру, устанавливаем нашу форму. Только не забудьте под форму подложить подкладки толщиной 1мм (монетки). Это делается для того чтобы пластик, в полной мере облегал внизу формы.
Отрезаем лист пластика по периметру рамки. Для этой цели подойдет любой пластик предназначенный для термоформовки (ПЭТФ, ПВХ и т.д.). Поскольку «вакуум» у нас будет создавать пылесос, то мы не можем использовать толстые пластики. Толщина пластика зависит от мощности всасывания пылесоса, в связи с этим возможно использовать пластик толщиной 0,1-0,4 мм. Пластик прибиваем скобами через каждые 2 см. Скоб не жалейте, поскольку во время формовки мягкий пластик будет пытаться вырваться из крепления.
Помещаем рамку в духовку и выставляем температуру примерно 190 градусов (к каждому виду пластика есть своя температура размягчения, поэтому более точные цифры уточняйте у продавца).
Дожидаемся, когда пластик размягчится и начнет свободно провисать. Достаем рамку. Не забывайте одевать рукавички, поскольку рамка будет весьма горячая.
Незамедлительно, чтобы пластик не остыл, перемещаем рамку на вакуумную камеру, прижимаем и включаем пылесос.
Когда пылесос вытянет весь воздух из под формы, необходимо еще подождать 20 секунд, после чего можно будет выключить пылесос. Если во время формовки, пластик в каких то местах не плотно обволок форму, можно воспользоваться строительным феном, чтобы размягчить пластик. Только не переусердствуйте, чтобы не прожечь дырку.
Когда пластик остынет, можно доставать форму.
Лишнее обрезается ножницами или ножом, для более точных работ можно использовать дремель.
Фрезеровка матрицы. Вторая ошибка
Первым делом, когда у Вас есть модель необходимо подготовить матрицу. На форумах я читал об использовании ДСП, но на практике чаще всего используют МДФ. Формы, которые требуют большую точность и рассчитаны на получение большего количества копий изготавливают из алюминия.
Наша вторая ошибка была в выборе подрядчика для фрезерования модели. Так как наша модель 1000мм x 800мм x 250мм., необходимо было сразу искать подрядчика с соответствующим рабочим полем станка ЧПУ. Мы же поверили в то, что можно без проблем собрать матрицу из 12 частей.
Потеряв время и деньги мы нашли другого подрядчика, который сделал матрицу из двух частей.
После фрезеровки МДФ полученные части необходимо склеить, отшкурить и покрыть слоем эпоксидной смолы для создания защитного слоя.