Никелирование — самый популярный гальванотехнический процесс. Привлекательный вид, высокая коррозионная стойкость и механические свойства говорят в пользу более широкого применения никеля с декоративно-защитными и функциональными целями.
Никель, нанесенный непосредственно на сталь, носит характер катодного покрытия и, следовательно, защищает только механическим путем. Несплошность покрытия способствует образованию коррозионных пар, в которых сталь является растворимым электродом. В результате этого возникает коррозия под покрытием, которая разрушает стальную подложку и приводит к отслаиванию никелевого покрытия. С целью предупреждения этого явления сталь необходимо покрывать плотным без пористости толстым слоем никеля.
Никелевые покрытия являются основой многослойных декоративно-защитных систем Ni—Сг и Сu-Ni—Сг. Применение ванн с блескообразователями значительно упрощает технологию нанесения многослойных покрытий.
Из-за высоких механических свойств никель применяют для восстановления изношенных деталей машин, гальванопластического изготовления инжекционных форм, и конструкционных элементов, которые трудно или даже невозможно изготовить обычными механическими методами. В химической промышленности толстым слоем никеля покрывают детали, подверженные воздействию крепких щелочей.
Ванны никелирования
Широко применяется в мастерских ванна, состоящая из трех основных компонентов: сульфата никеля, борной кислоты и хлорида, например, никеля.
Сульфат никеля — источник ионов никеля. Хлорид (никеля) существенно влияет на работу никелевых анодов. В безхлоридных ваннах происходит сильное пассивирование никеля, вследствие чего уменьшается содержание никеля в ванне, а результат — снижение выхода по току и ухудшение качества покрытий. В присутствии хлоридов аноды растворяются в степени, достаточной для нормального протекания никелирования. Хлориды повышают проводимость ванны и “работоспособность” ванны при загрязнениях цинком. Борная кислота облегчает поддержание рН на одном уровне. Эффективность этого действия в значительной степени зависит от концентрации борной кислоты (на практике преимущественно ~30 г/л).
Применения хлорида никеля не всеми признается желательным. Из-за высокой его цены, и часто, трудности приобретения. Однако необходимо учесть что, вводя в ванну хлорид никеля, мы вводим в ванну и ни-кель. В хлориде NiCl2•6Н2О теоретически содержится 24,69 % никеля и, следовательно, введя этот хлорид в количестве 40 г/л, мы увеличиваем содержание никеля в ванне примерно на 10 г/л, что уже имеет определенное значение.
Другим, часто дискутируемым вопросом является применение хлорида натрия как источника хлоридов. Известно, что многие гальванические мастерские успешно вводят в ванны блестящего никелирования NaСl.
Существует много причин плохой работы никелевых ванн, и утверждение, что причина — в использовании поваренной соли, мало обосновано. Даже хорошо известная среди гальванотехников английская фирма “Саnning” вводит в состав ванны для блестящего никелирования “NiSOL” хлорид натрия в количестве 28 г/л. Вместо хлорида натрия можно применять другой хлорид, например, как в ПНР, хлорид магния. В течение многих лет известна и повсеместно применяется сульфатная ванна Уоттса. Содержания отдельных компонентов — основы ванн Уоттса для нанесения матовых покрытий составляют, г/л: (200—350) NiS04•7Н20, (30—60) NiС12•6Н20, (25—40) H3ВО3.
Часто в состав ванны Уоттса вводят добавки так называемых электропроводных солей, повышающих электропроводность ванн и улучшающих внешний вид покрытия. Среди этих солей наиболее применяем сульфат магния (~30 г/л), в ваннах для массовой обработки мелких деталей его концентрация значительно выше.
Сульфат никеля чаще всего вводят в концентрации 250—350 г/л. В течение длительного времени считали целесообразной верхнюю границу концентрации, что позволяло проводить процесс при больших плотностях тока без опасения прижога покрытия на ребрах и на выступающих участках. В последнее время наметилась тенденция к ограничению сульфата никеля менее 200 г/л, чем заметно снижаются потери раствора.
Концентрация хлоридов в никелевой ванне точно не нормирована. В так называемых хлоридных ваннах концентрация хлорида никеля превышает 200 г/л и, следовательно, нет необходимости в добавке сульфата никеля. В условиях мастерской это не оправдывается, даже исходя из цены хлорида никеля.
Концентрация борной кислоты достигает 25—40 г/л. Ниже 25 г/л увеличивается тенденция к быстрому защелачиванию никелевой ванны. Однако превышение уровня в 40 г/л может оказаться неблагоприятным благодаря возможности кристаллизации борной кислоты в форме кристаллов, оседающих на стенках ванны и анодах. Особенно легко протекает это явление в неблагоприятных или слабо обогреваемых ваннах.
Сульфатная ванна работает в широком диапазоне температур, плотности тока и рН. При комнатной температуре никелирование применяется редко. Для покрытий, нанесенных в холодных ваннах, часто происходит при декоративном хромировании отслаивание никеля вместе с хромом. Поэтому следует нагревать ванну по крайней мере до 30 °С.
Ванна с блекообразователями работает при 50—60 °С. Плотность тока необходимо выбирать экспериментально с тем, чтобы не происходило прижога покрытий.
Сульфатная ванна работает надежно в широком диапазоне рН. Ранее в ваннах поддерживалась, как правило, величина рН = 5,4—5,8, что мотивировалось меньшей агрессивностью и лучшей кроющей способностью ванны. Однако столь высокое значение рН приводит к значительному росту напряжений в никелевых покрытиях. Поэтому в большинстве применяемых в промышленности ванн рН = 3,5—4,5.
Современные ванны требуют перемешивания, что необходимо с точки зрения интенсификации процесса никелирования и уменьшения опасности питтинга. Перемешивание ванны тянет за собой необходимость непрерывной фильтрации с целью устранения механических загрязнений.
Перемешивание с помощью подвижной катодной штанги не так эффективно, как перемешивание сжатым воздухом, и кроме того, оно требует специального ингридиента, исключающего пенообразование. Соответственно очищенный воздух служит в настоящее время в гальванических мастерских ПНР для перемешивания всех никелевых ванн, оборудованных устройствами для блестящего никелирования, изготавливаемыми в Институте точной механики.
Общая характеристика ванн блестящего никелирования.
Традиционные ванны для нанесения матовых покрытий применяются в настоящее время неограниченно. Их используют, в частности, для предварительного никелирования стальных изделий перед кислым меднением, полагая, что на матовом никеле матовое покрытие, осажденное в кислой ванне, имеет лучшую адгезию, чем на блестящем никеле. Это допущение иногда обосновано, так как в ваннах с блескообразователями накапливаются продукты распада органических добавок, приводя к пассивированию никелевых покрытий преимущественно в гальванических мастерских, работники которых пренебрегают правилами сохранения никелевых ванн, длительно эксплуатируемых без регенерации.
Однако, существует ситуация, заставляющая отказаться от никелирования в ваннах с блескообразующими добавками, по той причине, что блестящие покрытия недостаточно пластичны и разрушаются при изгибе никелированных предметов. Перед принятием решения об использовании блестящего никелирования в серийном производстве сначала необходимо проверить пригодностьэтого процесса на образцах.
Виды никелирования
Никелирование в простых домашних условиях проводят двумя способами:
- электролитическим;
- химическим.
Выбор способа зависит от структуры и формы материала.
Электролитическое никелирование
При электролитическом способе используются вещества, частично или полностью состоящие из ионов и обладающие ионной проводимостью. Никелевое покрытие наносят за счет электрохимических свойств этих веществ. Наибольшее распространение получили электролиты сернокислого натрия и хрома.
В зависимости от степени отражения покрытия различают никелирование:
Функции электролитического никелирования
- матовое;
- блестящее.
Для нанесения матового покрытия используются электролиты без добавок. Изделия с матовым оттенком не имеют металлического блеска.
Блестящее никелирование получают путем добавления в электролит специальных блескообразователей на основе хлорамина, пропаргилового спирта, бепзосульфамида и других окислителей.
Наилучшая защита никелевого покрытия достигается при минимальной пористости защитного слоя. С этой целью производят его омеднение либо используют многослойную структуру материала.
К сведению. При одинаковой толщине многослойные покрытия в несколько раз надёжнее однослойных материалов.
Наиболее распространёнными примерами многослойных материалов являются медно-никелево-хромовые покрытия.
Основными недостатками электролитического никелирования являются:
- высокая степень пористости;
- неравномерность осаждения никеля;
- сложность обработки поверхностей со сложной формой.
Химическое никелирование
Основой метода служит свойство ионов никеля восстанавливаться в жидкой среде. С этой целью используют гипофосфит натрия или другие химические реактивы. Химический способ позволяет обрабатывать изделия со сложной формой поверхности.
Недостатком способа является относительная дороговизна сухих реактивов, используемых для приготовления водных химических растворов.
Расход никелевых анодов.
Практики, занимающиеся никелированием ежедневно, знают, что расход никеля связан, в основном, с расходом никелевых анодов, обусловливающим также потребность в частом пополнении анодов; вместе с тем ванна работает целыми месяцами без надобности в добавке сульфата никеля.
Желая сэкономить на никеле, некоторые работники мастерских идут по линии наименьшего сопротивления и просто наносят тонкое покрытие, ухудшая тем самым качество изделия. Зависимость массы осажденного никеля от толщины покрытия показана в табл. 1.
ТАБЛИЦА 1
ВРЕМЯ, НЕОБХОДИМОЕ ДЛЯ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ ЗАДАННОЙ ТОЛЩИНЫ, S, И МАССА ОСАЖДЕННОГО НИКЕЛЯ, mNi, В ЗАВИСИМОСТИ ОТ ПЛОТНОСТИ ТОКА. ВЫХОД ПО ТОКУ НА КАТОДЕ 92,5 %
| Так, при толщине никелевого покрытия 10 мкм, часто используемого в качестве подслоя под декоративный хром для легких условий эксплуатации, на 1 дм2 поверхности теоретически осаждается 0,89 г никеля, но на практике его будет больше. Даже если мы примем расход никеля 2 г/дм2 и допустим, что 1 кг никеля стоит 1000 зл, то окажется, что стоимость требуемого никеля — 2 зл. Следовательно уменьшение толщины покрытия не дает большой экономии и может причинить ущерб авторитету фирмы. |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| Единая система защиты от коррозии и старения ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ Обозначения Unified system of corrosion and ageing protection. Metal and non-metal inorganic coatings. Symbols | ГОСТ 9.306-85 |
Дата введения для вновь разрабатываемых изделий 01.01.87
для изделий, находящихся в производстве, — при пересмотре технической документации
Настоящий стандарт устанавливает обозначения металлических и неметаллических неорганических покрытий в технической документации.
1. Обозначения способов обработки основного металла приведены в табл. 1.
Таблица 1
| Способ обработки основного металла | Обозначение | Способ обработки основного металла | Обозначение |
| Кравцевание | крц | Электрохимическое полирование | эп |
| Штампование | штм | «Снежное» травление | снж |
| Штрихование | штр | Обработка «под жемчуг» | ж |
| Вибронакатывание | вбр | Нанесение дугообразных линий | дл |
| Алмазная обработка | алм | Нанесение волосяных линий | вл |
| Сатинирование | стн | Пассивирование | Хим. Пас |
| Матирование | мт | ||
| Механическое полирование | мп | ||
| Химическое полирование | хп |
2. Обозначения способов получения покрытия приведены в табл. 2.
Таблица 2
| Способ получения покрытия | Обозначение | Способ получения покрытия | Обозначение |
| Катодное восстановление | — | Конденсационный (вакуумный) | Кон |
| Анодное окисление* | Ан | Контактный | Кт |
| Химический | Хим | Контактно-механический | Км |
| Горячий | Гор | Катодное распыление | Кр |
| Диффузионный | Диф | Вжигание | Вж |
| Термическое напыление | По ГОСТ 9.304-87 | Эмалирование | Эм |
| Термическое разложение** | Тр | Плакирование | Пк |
* Способ получения покрытий, окрашивающихся в процессе анодного окисления алюминия и его сплавов, магния и его сплавов, титановых сплавов, обозначают «Аноцвет».
** Способ получения покрытий термическим разложением металлорганических соединений обозначают Мос Тр
Таблица 2
(Измененная редакция, Изм. № 3).
3. Материал покрытия, состоящий из металла, обозначают символами в виде одной или двух букв, входящих в русское наименование соответствующего металла.
Обозначения материала покрытия, состоящего из металла, приведены в табл. 3.
Таблица 3
| Наименование металла покрытия | Обозначение | Наименование металла покрытия | Обозначение |
| Алюминий | А | Палладий | Пд |
| Висмут | Ви | Платина | Пл |
| Вольфрам | В | Рений | Ре |
| Железо | Ж | Родий | Рд |
| Золото | Зл | Рутений | Ру |
| Индий | Ин | Свинец | С |
| Иридий | Ир | Серебро | Ср |
| Кадмий | Кд | Сурьма | Су |
| Кобальт | Ко | Титан | Ти |
| Медь | М | Хром | Х |
| Никель | Н | Цинк | Ц |
| Олово | О |
4. Обозначения никелевых и хромовых покрытий приведены в обязательном приложении 1.
5. Материал покрытия, состоящий из сплава, обозначают символами компонентов, входящих в состав сплава, разделяя их знаком дефис, и в скобках указывают максимальную массовую долю первого или второго (в случае трехкомпонентного сплава) компонентов в сплаве, отделяя их точкой с запятой. Например, покрытие сплавом медь-цинк с массовой долей меди 50-60% и цинка 40-50% обозначают М-Ц (60); покрытие сплавом медь-олово-свинец с массовой долей меди 70-78%, олова 10-18%, свинца 4-20% обозначают М-О-С (78; 18).
В обозначении материала покрытия сплавом при необходимости допускается указывать минимальную и максимальную массовую доли компонентов, например, покрытие сплавом золото-никель с массовой долей золота 93,0-95,0%, никеля 5,0-7,0% обозначают Зл-Н (93,0-95,0).
В обозначении покрытия сплавами на основе драгоценных металлов деталей часов и ювелирных изделий допускается указывать среднюю массовую долю компонентов.
Для вновь разрабатываемых сплавов обозначение компонентов производят в порядке уменьшения их массовой доли.
(Измененная редакция, Изм. № 2).
6. Обозначения покрытий сплавами приведены в табл. 4.
Таблица 4
| Наименование материала покрытия сплавами | Обозначение | Наименование материала покрытия сплавами | Обозначение |
| Алюминий-цинк | А-Ц | Никель-фосфор | Н-Ф |
| Золото-серебро | Зл-Ср | Никель-кобальт-вольфрам | Н-Ко-В |
| Золото-серебро-медь | Зл-Ср-М | Никель-кобальт-фосфор | Н-Ко-Ф |
| Золото-сурьма | Зл-Су | Никель-хром-железо | Н-Х-Ж |
| Золото-никель | Зл-Н | Олово-висмут | О-Ви |
| Золото-цинк-никель | Зл-Ц-Н | Олово-кадмий | О-Кд |
| Золото-медь | Зл-М | Олово-кобальт | О-Ко |
| Золото-медь-кадмий | Зл-М-Кд | Олово-никель | О-Н |
| Золото-кобальт | Зл-Ко | Олово-свинец | О-С |
| Золото-никель-кобальт | Зл-Н-Ко | Олово-цинк | О-Ц |
| Золото-платина | Зл-Пл | Палладий-никель | Пд-Н |
| Золото-индий | Зл-Ин | Серебро-медь | Ср-М |
| Медь-олово (бронза) | М-О | Серебро-сурьма | Ср-Су |
| Медь-олово-цинк (латунь) | М-О-Ц | Серебро-палладий | Ср-Пд |
| Медь-цинк (латунь) | М-Ц | Кобальт-вольфрам | Ко-В |
| Медь-свинец-олово (бронза) | М-С-О | Кобальт-вольфрам-ванадий | Ко-В-Ва |
| Никель-бор | Н-Б | Кобальт-марганец | Ко-Мц |
| Никель-вольфрам | Н-В | Цинк-никель | Ц-Н |
| Никель-железо | Н-Ж | Цинк-титан | Ц-Ти |
| Никель-кадмий | Н-Кд | Кадмий-титан | Кд-Ти |
| Никель-кобальт | Н-Ко | Хром-ванадий | Х-Ва |
| Хром-углерод | Х-У | Нитрид титана | Ти-Аз |
Таблица 4
(Измененная редакция, Изм. № 3).
7. В обозначении материала покрытия, получаемого способом вжигания, указывают марку исходного материала (пасты) в соответствии с нормативно-технической документацией.
8. В обозначении покрытия припоем, получаемого горячим способом, указывают марку припоя по ГОСТ 21930-76, ГОСТ 21931-76.
9. Обозначения неметаллических неорганических покрытий приведены в табл. 5.
Таблица 5
| Наименование неметаллического неорганического покрытия | Обозначение |
| Окисное | Окс |
| Фосфатное | Фос |
10. При необходимости указания электролита (раствора), из которого требуется получить покрытие, используют обозначения, приведенные в обязательных приложениях , .
Электролиты (растворы), не указанные в приложениях, обозначают полным наименованием, например, Ц9. хлористоаммонийный. хр, М15. пирофосфатный.
11. Обозначения функциональных свойств покрытий приведены в табл. 6.
Таблица 6
| Наименование неметаллического неорганического покрытия | Обозначение |
| Твердое | тв |
| Электроизоляционное | эиз |
| Электропроводное | э |
12. Обозначения декоративных свойств покрытий приведены в табл. 7.
Таблица 7
| Наименование декоративного свойства | Декоративный признак покрытия | Обозначение |
| Блеск | Зеркальное | зк |
| Блестящее | б | |
| Полублестящее | пб | |
| Матовое | м | |
| Шероховатость | Гладкое | гл |
| Слегка шероховатое | сш | |
| Шероховатое | ш | |
| Весьма шероховатое | вш | |
| Рисунчатость | Рисунчатое | рсч |
| Текстура | Кристаллическое | кр |
| Слоистое | сл | |
| Цвет* | — | Наименование цвета |
* Цвет покрытия, соответствующий естественному цвету осажденного металла (цинка, меди, хрома, золота и др.) не служит основанием для отнесения покрытия к окрашенным.
Цвет покрытия обозначают полным наименованием, за исключением черного покрытия – ч.
13. Обозначения дополнительной обработки покрытия приведены в табл. 8.
Таблица 8
| Наименование дополнительной обработки покрытия | Обозначение |
| Гидрофобизирование | гфж |
| Наполнение в воде | нв |
| Наполнение в растворе хроматов | нхр |
| Нанесение лакокрасочного покрытия | лкп |
| Оксидирование | окс |
| Оплавление | опл |
| Пропитка (лаком, клеем, эмульсией и др.) | прп |
| Пропитка маслом | прм |
| Термообработка | т |
| Тонирование | тн |
| Фосфатирование | фос |
| Химическое окрашивание, в том числе наполнение в растворе красителя | Наименование цвета |
| Хроматирование* | хр |
| Электрохимическое окрашивание | эл. Наименование цвета |
* При необходимости обозначают цвет хроматной пленки: хаки – хаки, бесцветной – бцв; цвет радужной пленки – без обозначения.
14. Обозначение дополнительной обработки покрытия пропиткой, гидрофобизированием, нанесением лакокрасочного покрытия допускается заменять обозначением марки материала, применяемого для дополнительной обработки.
Марку материала, применяемого для дополнительной обработки покрытия, обозначают в соответствии с нормативно-технической документацией на материал.
Обозначение конкретного лакокрасочного покрытия, применяемого в качестве дополнительной обработки, производят по ГОСТ 9.032-74.
15. Способы получения, материал покрытия, обозначение электролита (раствора), свойства и цвет покрытия, дополнительную обработку, не приведенные в настоящем стандарте, обозначают по технической документации или записывают полным наименованием.
(Измененная редакция, Изм. № 2).
16. Порядок обозначения покрытия в технической документации:
обозначение способа обработки основного металла (при необходимости);
обозначение способа получения покрытия;
обозначение материала покрытия;
минимальная толщина покрытия;
обозначение электролита (раствора), из которого требуется получить покрытие (при необходимости);
обозначение функциональных или декоративных свойств покрытия (при необходимости);
обозначение дополнительной обработки (при необходимости).
В обозначении покрытия не обязательно наличие всех перечисленных составляющих.
При необходимости в обозначении покрытия допускается указывать минимальную и максимальную толщины через дефис.
Допускается в обозначении покрытия указывать способ получения, материал и толщину покрытия, при этом остальные составляющие условного обозначения указывают в технических требованиях чертежа.
(Измененная редакция, Изм. № 2).
17. Толщину покрытия, равную или менее 1 мкм, в обозначении не указывают, если нет технической необходимости (за исключением драгоценных металлов).
18. Покрытия, используемые в качестве технологических (например, цинковое при цинкатной обработке алюминия и его сплавов, никелевое на коррозионно-стойкой стали, медное на сплавах меди, медное на стали из цианистого электролита перед кислым меднением) допускается в обозначении не указывать.
19. Если покрытие подвергается нескольким видам дополнительной обработки, их указывают в технологической последовательности.
20. Запись обозначения покрытия производят в строчку. Все составляющие обозначения отделяют друг от друга точками, за исключением материала покрытия и толщины, а также обозначения дополнительной обработки лакокрасочным покрытием, которое отделяют от обозначения металлического или неметаллического неорганического покрытия чертой дроби.
Обозначение способа получения и материала покрытия следует писать с прописной буквы, остальных составляющих – со строчных.
Примеры записи обозначения покрытий приведены в приложении 4.
(Измененная редакция, Изм. № 1, 2, 3).
21. Порядок обозначения покрытий по международным стандартам приведен в приложении 5.
21. Введен дополнительно (Измененная редакция, Изм. № 3).
Обязательное
ОБОЗНАЧЕНИЯ НИКЕЛЕВЫХ И ХРОМОВЫХ ПОКРЫТИЙ
| Наименование покрытия | Обозначение | |
| сокращенное | полное | |
| Никелевое, получаемое блестящим из электролита с блескообразующими добавками, содержащее более 0,04% серы | — | Нб |
| Никелевое матовое или полублестящее, содержащее менее 0,05% серы; относительное удлинение при испытании на растяжение не менее 8% | — | Нпб |
| Никелевое, содержащее 0,12-0,20% серы | — | Нс |
| Никелевое двухслойное (дуплекс) | Нд | Нпб. Нб |
| Никелевое трехслойное (триплекс) | Нт | Нпб. Нс. Нб |
| Никелевое двухслойное композиционное – никель-сил* | Нсил | Нб. Нз |
| Никелевое двухслойное композиционное | Ндз | Нпб. Нз |
| Никелевое трехслойное композиционное | Нтз | Нпб. Нс. Нз |
| Хромовое обычное | — | Х |
| Хромовое пористое | — | Хп |
| Хромовое микротрещинное | — | Хмт |
| Хромовое микропористое | — | Хмп |
| Хромовое «молочное» | — | Хмол |
| Хромовое двухслойное | Хд | Хмол. Х. тв |
* При необходимости в технических требованиях чертежа указывают символ химического элемента или формулу химического соединения, используемого в качестве осаждаемого вещества.
Примечание. Допускается применять сокращенные обозначения и указывать суммарную толщину покрытия.
(Измененная редакция, Изм. № 2).
Обязательное
ОБОЗНАЧЕНИЯ ЭЛЕКТРОЛИТОВ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ
| Основной металл | Наименование покрытия | Основные компоненты | Обозначение |
| Алюминий и его сплавы | Окисное | Хромовый ангидрид | хром |
| Щавелевая кислота, соли титана | эмт | ||
| Борная кислота, хромовый ангидрид | эмт | ||
| Магний и его сплавы | Окисное | Бифторид аммония или фтористый калий | фтор |
| Бифторид аммония, двухромовокислый калий или хромовый ангидрид | фтор. хром | ||
| Бифторид аммония, двухромовокислый натрий, ортофосфорная кислота | фтор. хром. фос |
Обязательное
ОБОЗНАЧЕНИЯ РАСТВОРОВ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ
| Основной металл | Наименование покрытия | Основные компоненты | Обозначение |
| Магний и его сплавы | Окисное | Двухромовокислый калий (натрий) с различными активаторами | хром |
| Двухромовокислый калий (натрий) с различными активаторами, плавиковая кислота и фтористый калий (натрий) | хром. фтор | ||
| Магний и его сплавы | Окисное | Едкий натр, станнат калия, ацетат натрия, пирофосфат натрия | стан |
| Сталь, чугун | Окисное | Молибденовокислый аммоний | мдн |
| Сталь | Фосфатное | Барий азотнокислый, цинк монофосфат, цинк азотнокислый | окс |
| Чугун | Фосфатное | Барий азотнокислый, кислота ортофосфорная, марганца двуокись | окс |
| Магний и его сплавы | Фосфатное | Монофосфат бария, фосфорная кислота, фтористый натрий | фтор |
(Измененная редакция, Изм. № 1).
Обязательное
ПРИМЕРЫ ЗАПИСИ ОБОЗНАЧЕНИЙ ПОКРЫТИЙ
| Покрытие | Обозначение |
| Цинковое толщиной 6 мкм с бесцветным хроматированием | Ц6. хр. бцв |
| Цинковое толщиной 15 мкм с хроматированием хаки | Ц15. хр. хаки |
| Цинковое толщиной 9 мкм с радужным хроматированием с последующим нанесением лакокрасочного покрытия | Ц9. хр/лкп |
| Цинковое толщиной 6 мкм, оксидированное в черный цвет | Ц6. окс. ч |
| Цинковое толщиной 6 мкм, фосфатированное в растворе, содержащем азотнокислый барий, монофосфат цинка, азотнокислый цинк, пропитанное маслом | Ц6. фос. окс. прм |
| Цинковое толщиной 15 мкм, фосфатированное, гидрофобизированное | Ц15. фос. гфж |
| Цинковое толщиной 6 мкм, получаемое из электролита, в котором отсутствуют цианистые соли | Ц6. нецианистый |
| Кадмиевое толщиной 3 мкм, с подслоем никеля толщиной 9 мкм, с последующей термообработкой, хроматированное | Н9. Кд3. т. хр |
| Никелевое толщиной 12 мкм, блестящее, получаемое на вибронакатанной поверхности с последующим полированием | вбр. Н12. б |
| Никелевое толщиной 15 мкм, блестящее, получаемое из электролита с блескообразователем | Нб. 15 |
| Хромовое толщиной 0,5-1 мкм, блестящее, с подслоем сил – никеля толщиной 9 мкм | Нсил9. Х. б |
| Хромовое толщиной 0,5-1 мкм, с подслоем полублестящего никеля толщиной 12 мкм, получаемое на сатинированной поверхности | стн. Нпб12.Х |
| Хромовое толщиной 0,5-1 мкм, блестящее с подслоем меди толщиной 24 мм и двухслойного никеля толщиной 15 мкм | М24. Нд15. Х. б |
| Хромовое толщиной 0,5-1 мкм, блестящее, с подслоем меди толщиной 30 мкм и трехслойного никеля толщиной 15 мкм | М30.Нт15. Х. б |
| Хромовое толщиной 0,5-1 мкм, блестящее с подслоем двухслойного никелевого композиционного покрытия толщиной 18 мкм | Ндз 18. Х. б |
| Хромовое двухслойное толщиной 36 мкм: «молочное» толщиной 24 мм, твердое толщиной 12 мкм | Хд36; Хмол24. Х12. тв |
| Покрытие сплавом олово-свинец с массовой долей олова 55-60% толщиной 3 мкм, оплавленное | О-С (60)3. опл. |
| Покрытие сплавом олово-свинец с массовой долей олова 35-40% толщиной 6 мкм, с подслоем никеля толщиной 6 мкм | Н6. О-С(40) 6 |
| Оловянное покрытие толщиной 3 мкм, кристаллическое, с последующим нанесением лакокрасочного покрытия | 03. кр/лкп |
| Медное толщиной 6 мкм, блестящее, тонированное в синий цвет, с последующим нанесением лакокрасочного покрытия | М6. б. тн. синий/лкп |
| Покрытие сплавом золото-никель толщиной 3 мкм, с подслоем никеля толщиной 3 мкм | Н3. 3л-Н(98,5-99,5)3 |
| Золотое толщиной 1 мкм, получаемое на поверхности после алмазной обработки | алм. 3л1 |
| Химическое никелевое толщиной 9 мкм, гидрофобизированное | Хим. Н9. гфж; Хим. Н9. гфж 139-41 |
| Химическое фосфатное, пропитанное маслом | Хим. Фос. прм |
| Химическое фосфатное, получаемое в растворе, содержащем азотнокислый барий, монофосфат цинка, азотнокислый цинк | Хим. Фос. окс |
| Химическое окисное электропроводное | Хим. Окс. э |
| Химическое окисное, получаемое в растворе, содержащем едкий натр, станнат калия, ацетат натрия, пирофосфат натрия с последующим нанесением лакокрасочного покрытия | Хим. Окс. стан/лкп |
| Химическое окисное, получаемое в растворе двухромовокислого калия (натрия) с различными активаторами | Хим. Окс. хром |
| Химическое окисное, получаемое в растворе, содержащем молибденовокислый аммоний, пропитанное маслом | Хим. Окс. мдн. прм |
| Анодно-окисное твердое, наполненное в растворе хроматов | Ан. Окс. тв. нхр |
| Анодно-окисное электроизоляционное с последующим нанесением лакокрасочного покрытия | Ан. Окс. эиз/лкп |
| Анодно-окисное твердое, пропитанное маслом | Ан. Окс. тв. прм; Ан. Окс. тв. масло 137-02 |
| Анодно-окисное, получаемое на штрихованной поверхности | штр. Ан. Окс |
| Анодно-окисное, получаемое окрашенным в зеленый цвет в процессе анодного окисления | Аноцвет. зеленый |
| Анодно-окисное, окрашенное электрохимическим способом в темно-серый цвет | Ан. Окс. эл. темно-серый |
| Анодно-окисное, получаемое на химически полированной поверхности, окрашенное химическим способом в красный цвет | хп. Ан. Окс. красный |
| Анодно-окисное, получаемое в электролите, содержащем хромовый ангидрид | Ан. Окс. хром |
| Анодно-окисное, получаемое в электролите, содержащем хромовый ангидрид | Ан. Окс. хром |
| Анодно-окисное, получаемое в электролите, содержащем щавелевую кислоту и соли титана, твердое | Ан. Окс. эмт. тв |
| Анодно-окисное, получаемое на матированной поверхности в электролите, содержащем борную кислоту, хромовый ангидрид | мт. Ан. Окс. эмт |
| Горячее покрытие, получаемое из припоя ПОС 61 | Гор. Пос 61 |
| Серебряное толщиной 9 мкм, с подслоем химического никелевого покрытия толщиной 3 мкм | Хим. Н3. Ср9 |
| Покрытие, получаемое способом химического пассивирования, гидрофобизированное | Хим. Пас. гфж |
Справочное
ОБОЗНАЧЕНИЕ ПОКРЫТИЙ ПО МЕЖДУНАРОДНЫМ СТАНДАРТАМ
1. Материал основного металла и покрытия обозначают химическим символом элемента.
Материал основного металла, состоящий из сплава, обозначают химическим символом элемента с максимальной массовой долей. Основной неметаллический материал обозначают NM, пластмассу – PL.
Материал покрытия, состоящий из сплава, обозначают химическими символами компонентов, входящих в сплав, разделяя их знаком дефис. Максимальную массовую долю первого компонента указывают после химического символа первого компонента перед знаком дефис.
2. Обозначение способов получения покрытия приведены в табл. 9.
Таблица 9
| Способ получения покрытия | Обозначение |
| Катодное восстановление | — |
| Анодное окисление | An |
| Химический | — |
| Горячий | — |
| Термическое напыление | met |
3. Обозначения дополнительной обработки покрытия приведены в табл. 10.
Таблица 10
| Наименование дополнительной обработки покрытия | Обозначение |
| Оплавление | f |
| Наполнение | u |
| Хроматирование* | c |
* Цвет хроматной пленки обозначают:
А – бесцветный с голубоватым оттенком; В – бесцветный с радужным оттенком; С – желтый, радужный; D – оливковый (хаки).
Покрытия А и В относятся к 1-му классу хроматных покрытий, покрытия С и D, обладающие более высокой коррозионной стойкостью, относятся ко 2-му классу.
4. Обозначение типов никелевых и хромовых покрытий приведены в табл. 11.
Таблица 11
| Наименование покрытия | Обозначение |
| 1. Хромовое обычное | Crr |
| 2. Хромовое без трещин | Crf |
| 3. Хромовое микротрещинное | Crmc |
| 4. Хромовое микропористое | Crmp |
| 5. Никелевое блестящее | Nib |
| 6. Никелевое матовое или полублестящее, требующее полировки | Nip |
| 7. Никелевое матовое или полублестящее, которое не следует полировать механическим способом | Nis |
| 8. Никелевое двухслойное или трехслойное | Nid |
5. Обозначение записывают в строчку в следующем порядке:
химический символ основного металла или обозначение неметалла, за которым следует наклонная черта;
способ нанесения покрытия, при котором указывают химический символ металла подслоя;
химический символ металла покрытия (при необходимости в круглых скобках указывают чистоту металла в процентах);
цифру, выражающую минимальную толщину покрытия на рабочей поверхности в мкм;
обозначение типа покрытия (при необходимости);
обозначение дополнительной обработки и класса (при необходимости).
Примеры обозначений приведены в табл. 12.
Таблица 12
| Покрытие | Обозначение | Обозначение международного стандарта |
| 1. Цинковое покрытие по железу или стали толщиной 5 мкм | Fe/Zn5 | ИСО 2081 |
| 2. Цинковое покрытие по железу или стали толщиной 25 мкм с бесцветным хроматным покрытием 1-го класса | Fe/Zn25c1A | ИСО 4520 |
| 3. Оловянное оплавленное покрытие толщиной 5 мкм, нанесенное на железо или сталь по подслою никеля толщиной 2,5 мкм | Fe/Ni2,5Sn5F | ИСО 2093 |
| 4. Серебряное покрытие по латуни толщиной 20 мкм | Cu/Ag20 | ИСО 4521 |
| 5. Золотое покрытие с содержанием золота 99,5% на медном сплаве толщиной 0,5 мкм | Cu/Au(99,5) 0,5 | ИСО 4523 |
| 6. Микротрещинное хромовое покрытие толщиной до 1 мкм, по блестящему никелю толщиной 25 мкм, на пластмассе | Pl/Ni25bCrmc | ИСО 4525 |
| 7. Покрытие сплавом олово-свинец, с содержанием олова 60% толщиной 10 мкм, оплавленное, по железу или стали с подслоем никеля толщиной 5 мкм | Fe/Ni5Sn60-Pb10f | ИСО 7587 |
Приложение 5 Внесено дополнительно (Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Академией Литовской ССР
РАЗРАБОТЧИКИ
Э.Б. Давидавичус
, канд. хим. наук;
Г.В. Козлова
, канд. техн. наук (руководители темы);
Э.Б. Ромашкене
, канд. хим. наук;
Т.И. Бережняк
;
А.И. Волков
, канд. техн. наук;
Т.А. Карманова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.01.85 № 164
3. Срок первой проверки – 1992 г.; периодичность проверки – 5 лет
4. Взамен ГОСТ 9.037-77; ГОСТ 21484-76
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.032-74 | 14 |
| ГОСТ 9.304-87 | 2 |
| ГОСТ 21930-76 | 8 |
| ГОСТ 21931-76 | 8 |
6. ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, утвержденными в октябре 1985 г., феврале 1987 г. (ИУС 1-86, 5-87)
ВНЕСЕНО изменение № 3 утвержденное Постановлением Госстандарта России от 22.05.92 № 498 (ИУС 8-92)
Приготовление ванн никелирования.
Для приготовления ванн никелирования рекомендуется применять деминерализованную воду или в крайнем случае водопроводную. Грунтовую воду применять не следует. Рабочую и запасную ванны из стального листа футеруют изнутри твердой резиной или поливинилхлоридом. Обе ванны тщательно промывают и заполняют водой, добавляя серную кислоту ~5 г/л.
На следующий день ванны тщательно ополаскиваются и запасная ванна на половину объема наполняется водой. Воду нагревают до 60 °С и при постоянном перемешивании растворяют сначала борную кислоту, затем сульфат и хлорид никеля.
Так как обычно для приготовления ванны применяют технические химикаты, загрязненные посторонними металлами и органическими соединениями, то необходима предварительная очистка ванны. С этой целью увеличивают рН ванны до 5,0, вводя свежеосажденный карбонат никеля, полученный из сульфата никеля.
В отдельном сосуде, заполненном до половины теплой водой, растворяют сульфат никеля и заливают его водным раствором карбоната натрия до полного исчезновения зеленого осадка карбоната никеля. Осторожно сливают воду, а оставшийся осадок добавляют в ванну малыми порциями при постоянном перемешивании до pН = 5,0. Находящийся в продаже основной карбонат никеля не так хорош, как свежеприготовленный, так как он растворяется хуже.
Некоторые упрощают процесс повышения рН, вместо карбоната никеля добавляя малыми порциями в ванну 20%-ный NаОН. В течение часа раствор необходимо интенсивно перемешивать вплоть до полного растворения зеленой взвеси карбоната никеля.
После увеличения рН до 5,0 доливают малыми порциями водный раствор перманганата калия при постоянном перемешивании, вплоть до устойчивого появления бледно-розового цвета. Затем добавляют активированный уголь “Сагbороl S-ехtга” (1 г/л) и перемешивают 2 ч. Ванну оставляют в покое до следующего дня. В таком состоянии ванна должна иметь естественный цвет сульфата никеля, если же она не имеет этого цвета, то добавляют серную кислоту до рН = 3,8—4,0; на катодную штангу до исчезновения фиолетового цвета.
Дальнейшая очистка состоит в проработке ванн при малой плотности тока. Предварительно очищенный в запасной ванне раствор перекачивают в рабочую ванну, доводят деминерализованной водой до заданного уровня, добавляют серную кислоту до рН = 3,8—4,0; на катодную штангу подвешивают максимально возможное количество волнистых стальных пластинок и включают ток плотностью сначала ~0,5 А/дм2, а после нескольких десятков минут его уменьшают до 0,2—0,3 А/дм2. Электролиз длится 6 ч при постоянном перемешивании и температуре ~ 60 °С. По доведении рН до нормы очищенная ванна готова к эксплуатации. В ней никелируют пробные загрузки с целью выбора оптимальных условий обработки. При блестящем никелировании добавляют соответствующие вещества.
Эксплуатация и регенерация никелевых ванн. Стабилизация ванн для никелирования состоит в поддержании заданных концентраций отдельных составляющих и регуляторном устранении загрязнений.
Легче всего регулировать состав, исходя из химического анализа, однако опытный гальваник решает эти проблемы самостоятельно.
Особое внимание следует обратить на контроль и корректирование рН — ежедневную обязанность персонала, отвечающего за надежную работу никелевой ванны. Заметим, что это не очень сложно, так как ванна постепенно защелачивается, и, следовательно, возникает необходимость добавки чистой серной кислоты. Готовят раствор, содержащий 25 % (объемн.) концентрированной кислоты и 75 % (объемн.) дистиллированной воды, и добавляют его малыми порциями в ванну при постоянном перемешивании. Для контроля рН достаточно иметь индикаторную бумагу ограниченного набора, например, трех — пяти диапазонов производства ПНР.
Цветовая шкала на этой бумаге не так выразительна, как на бумажках Мерка, но после определенного времени обслуживающий персонал приобретет опыт и будет делать отсчет значений рН с достаточной точностью. Несоблюдение необходимой величины рН повлечет за собой заметное ухудшение качества покрытий.
При очень большом значении рН, т. е. при недостаточной кислотности, покрытия становятся хрупкими и склонными к шелушению, а также приобретают желтый оттенок; легко также возникает прижог покрытия в местах больших плотностей тока. При рН менее 4 ослабляется блеск покрытия. Никелевая ванна легко загрязняется металлическими примесями, особенно при обработке латунных и цинковых изделий: наиболее часто — медью, цинком, железом и свинцом. Медь придает никелевому покрытию темный цвет.
Малая концентрация цинка приводит к появлению на никелевом покрытии черных точек, большая концентрация цинка проявляется в виде почернения покрытий в местах малых плотностей тока; сильное загрязнение цинком может привести к распространению черных полос по всей поверхности.
Загрязнение железом приводит к росту внутренних напряжений в покрытии, следствием чего является хрупкость никеля. Коллоидальная взвесь соединений железа, появляющаяся в никелевой ванне, может служить причиной появления сильного питтинга.
Загрязнение свинцом проявляется в виде бурого или чернобурого слоя в местах малой плотности тока. Свинец может попасть в ванну из свинцовых труб, применяемых для нагрева, или с погружаемых нагревателей, помещаемых в свинцовый кожух. Это исключительно вредно для ванн с блескообразователями.
Примесные металлы удаляют электролитически при малой плотности тока методом, описанным при составлении ванны. Время очистки зависит от степени загрязнения ванны и может длиться от нескольких часов до нескольких их десятков. Через определенное время стальные листы следует вынуть из ванны, очистить стальной щеткой и снова поместить в ванну. Не следует оставлять обесточенные листы в ванне, так как это приводит, по крайней мере, к частичному растворению в ней загрязнений.
Современные ванны для никелирования перемешиваются воздухом и, следовательно, механические загрязнения, оседающие на дне, распределяются по всему объему ванны и часть из них попадает в покрытие, придавая ему шероховатость. Таким образом возникает необходимость непрерывной фильтрации ванны, хотя в большинстве мастерских избегают этого, ограничиваясь периодической фильтрацией, и не жалуются на шероховатость покрытий. Это свидетельствует об умении поддержания ванны в надлежащей чистоте, прежде всего, о невозможности попадания анодного шлама в ванну вследствие хорошей задержки его анодным мешком.
По поводу фильтрации ванн блестящего никелирования с помощью активированного угля существуют разные мнения. Теоретически при каждой фильтрации ванны следовало бы применять уголь с целью удаления вредных органических загрязнений, к которым относят, между прочим, продукты разложения блескообразующих добавок. В действительности уголь поглощает также и некоторые необходимые для нормальной работы органические добавки, в результате чего увеличивается расход довольно дорогих препаратов, например, таких как “DF-Ьis”.
Несмотря на такую неблагоприятную ситуацию для потребителя, необходимо здесь выбирать золотую середину, заключающуюся в том, что фильтрация через свежий активированный уголь происходит раз в неделю и, наконец, частоту замены угля можно установить, исходя из собственных наблюдений. Полный отказ от угля является технической ошибкой, так как с течением времени ванна загрязняется органическими соединениями настолько сильно, что покрытия становятся хрупкими и пассивированными, что затрудняет их декоративное хромирование.
Необходимо, однако, обратить внимание на сорт активированного угля. В ПНР применяют уголь Саrbороl S-ехtга в пылеобразном виде. Случайные сорта могут принести больше вреда, чем пользы, так как они загрязнены примесными металлами, например, цинком.
Несмотря на большую заботу о никелевой ванне, она так может так загрязниться органическими веществами, что возникает необходимость капитальной регенерации с использованием перманганата калия.
Содержимое ванны, нагретой до 60 °С, перекачивают в запасную ванну и доводят рН с помощью карбоната никеля до 5,5—5,8. Растворенный в воде перманганат добавляют малыми порциями до получения бледнорозового цвета. Во время введения перманганата обязательно тщательное перемешивание.
На каждый литр таким образом обработанной ванны добавляют 3 г активированного угля и сильно перемешивают в течение нескольких часов. Затем оставляют ванну на 10—12 ч, после чего прозрачный раствор отфильтровывают осторожно в рабочую ванну, не трогая осадок на дне. Если розовый цвет остается и далее, то добавляют пергидроль, разбавленный в дистиллированной воде в соотношении 1:5 до получения нормального зеленого цвета ванны. С целью предупреждения избытка пергидроля его добавляют небольшими порциями. После корректировки рН никелируют пробные изделия, помня, что блеск будет хуже, так как часть блескообразующего раствора была уничтожена и лишь после дополнения блескообразователей будет получен желаемый декоративный вид.
Железо, загрязняющее никелевую ванну, устраняют, в основном, во время описанной выше обработки при малой плотности тока, однако, для более полного удаления этого металла поступают следующим образом:
электролит переливают в запасную ванну, нагревают до температуры 60 С и подщелачивают до рН = 6 карбонатом никеля или едким натром, причем необходимо перемешивание. Затем добавляют пергидроль в количестве 1 см3/л, перемешивают 3 ч и оставляют в покое до следующего дня. Светлый раствор отфильтровывают осторожно в рабочую ванну, наблюдая, чтобы, осадок на дне ванны не попал в чистую ванну.
После доведения рН до нормы проводят пробное никелирование и дополняют блескообразующие добавки до получения желаемого блеска.
Правильная дозировка блескообразующих веществ является основным условием успеха при блестящем никелировании. Производители блескообразователей дают приблизительный расход вещества в зависимости от прохождения количества электричества в ампер-часах, но лишь в немногих мастерских есть электросчетчики, а регистрация нагружения ванны в виде подробных записей — не столь простое дело, как кажется.
При длительной эксплуатации ванны возникают разные ситуации, которые сопровождаются значительной потерей блескообразователей, например, при регенерации ванн, описанных выше. Это происходит за пределами электричества.
Содержание блескообразователя в ванне можно определить аналитически, однако для этого надо иметь соответствующее оборудование и основательное знание лабораторной методики. Можно пользоваться услугами специальных лабораторий, однако это не всегда возможно. Следовательно, остается собственная инициатива гальваника, обслуживающего ванну, или другого более грамотного человека.
Если получим полублестящее покрытие, то это значит, что в ванне очень мало блескообразователя, На 100 л ванны можно добавить 25 см3 добавки “DF-bis”. Если это не приведет к улучшению блеска, то причина лежит в самой ванне. Следует определить рН и температуру ванны и, если после корректировки этих параметров и дальше нет улучшения, то необходимо приступить к очистке ванны с помощью активированного угля и электролиза при малой плотности тока, что подробно описано при рассмотрении ванн.
Очень трудная ситуация возникает в случае избыточного введения блескообразователей. В этом случае покрытия становятся хрупкими в местах очень малой плотности тока; например, в местах контакта изделия с подвесками образуются видимые черные пятна и может быть даже окончательный брак покрытий. Следовательно, необходимо избавиться от избытка блескообразователя, прорабатывая ванну в нормальных условиях, повесив на катодную штангу отходы стального листа, соответственно обезжирив их и протравив.
Одним из часто встречающихся дефектов никелевых покрытий является пористость — так называемый питтинг — небольшие углубления в покрытии, напоминающие наколы, возникающие при никелировании в результате прилипания пузырьков водорода к поверхности катода. Это объясняется большим поверхностным натяжением, в особенности в ваннах для никелирования. В месте расположения пузырька покрытие не образуется, возникает кратер.
Кроме водорода на поверхности катода могут оседать и пузырьки воздуха, содержащегося в ванне. Не работающая ванна охлаждается и поглощает определенное количество воздуха. При нагревании ванны воздух выделяется в виде пузырьков, часть из которых оседает на поверхности катода, приводя к питтингу. Перед началом никелирования ванну следует нагреть до температуры на несколько градусов выше обычно применяемой, выключить нагрев и подождать, пока температура не снизится до нормы. Кроме того, воздух может попасть в ванну вследствие неплотности фильтрующего насоса. Неплотность насоса, безусловно следует устранить.
Большое влияние на образование питтинга имеет также и состояние подложки, пористость которой, неметаллические включения и всякого рода загрязнения поверхности способствуют образованию питтингов. Таким же образом влияют загрязнения ванны взвесью или продуктами распада органических веществ.
С целью предупреждения образования питтинга в ванну добавляют окисляющие или смачивающие вещества. К первым относится пероксид водорода, добавляемый в обычные ванны в виде пергидроля в количествах 0,2—0,5 см3/л.
В ванны с блескообразователями пергидроль не добавляют, так как он действует разрушающе на органические вещества. В таких случаях добавляют смачивающие вещества, например, лаурилсульфат натрия, в количестве 0,1—0,2 г/л.
Пероксид водорода и смачивающее вещество не являются радикальными противопиттинговыми средствами. Устранить газовые пузырьки помогает механическое встряхивание изделий на подвесках в ванне. Подвижная катодная штанга, а еще лучше перемешивание ванны сжатым воздухом, намного облегчает борьбу с питтингом. При устойчивом питтинге следует применять очистку ванны активированным углем.
Никелевые аноды
Никелевые аноды изготовляют в соответствии со стандартом PN-82/Н-92914 размерами 25х25х(3-8) мм и листов шириной 100—300 мм, длиной 600—1000 мм и толщиной 6—12 мм.
Химический состав анодов должен соответствовать стандарту PN-79/Н-8181, а листов — стандарту PN-79/82180. Аноды в виде листов имеют марки № 2, № 3 и № 6А. Для блестящего никелирования применяют аноды № 2. Пример обозначения анодов при размещении заказа: анод никелевый № 2 8Х300Х600 в соответствии со стандартом РН-82/Н-92914. Кубики размещаются в титановых корзинах.
Снятие никелевых покрытий
Никелевые покрытия на стали и сплавах меди, как правило, удаляются в ванне с разбавленной серной кислотой. К 20 л холодной воды добавляют при постоянном перемешивании порциями 30л концентрированной серной кислоты, наблюдая, чтобы температура не была выше 60 °С. После охлаждения ванны до комнатной температуры ее плотность должна быть ~ 1,63.
С целью снижения опасности затравливания материала подложки в ванну добавляют глицерин 50 г/л. Ванны изготовляют из винипласта. Изделия навешиваются на средней штанге, соединенной с положительным полюсом источника тока. Боковые штанги, на которых навешаны свинцовые листы, соединяют с отрицательным полюсом источника тока. Температура ванны не должна превышать 30 °С, так как горячий раствор действует агрессивно на подложку. Плотность тока достигает 4 А/дм2, но можно изменять напряжение в пределах 5—6 В. Через определенное время следует добавлять концентрированную серную кислоту для поддержания плотности, равной 1,63. С целью предупреждения разбавления ванны необходимо изделия в ванну погружать после их предварительной сушки. В случае латунных изделий контроль процесса не представляет труда, так как в момент полного удаления никеля плотность тока резко падает.
Как увеличить срок службы покрытия?
Полученное покрытие имеет пористую структуру. Поэтому металл изделия подвержен коррозии. Чтобы снизить риск ее возникновения, слой никеля покрывают смазочными составами. После их нанесения предмет погружают в емкость с рыбьим жиром. Спустя 24 часа, его излишки убирают при помощи растворителя.
Если изделие имеет крупные габариты, и погрузить его в емкость невозможно, то его поверхность просто натирают рыбьим жиром. Данную процедуру потребуется проводить дважды, с промежутком времени около 12 часов. Через 48 часов после обработки остатки жира нужно удалить.
Никелирование защищает металл от коррозии
Выполнить никелирование стали в домашних условиях можно двумя способами. Данный процесс является несложным, но требует тщательной подготовки и предельной аккуратности при выполнении. Необходимо приобрести качественные компоненты для приготовления раствора, заранее подготовить рабочую зону, емкости, инструменты и устройства.
В процессе работы важно соблюдать меры безопасности: защитить глаза и кожные покровы от попадания химических веществ, обеспечить достаточную вентиляцию помещения, предотвратить возможность воспламенения смеси и электрической установки.
Видео по теме: Химическая металлизация — никелирование
Полезные статьи
Процесс хромирования металлических изделий в домашних условиях
Травление нержавеющей стали в домашних условиях
Технология выполнения цинкования в домашних условиях
Черные никелевые покрытия
Черные никелевые покрытия применяются с декоративной и специальной целью. Их защитные свойства очень низки, поэтому их наносят на подслой из цинка, кадмия или обычного никеля. Стальные изделия предварительно оцинковывают, а латунь и медь — никелируют.
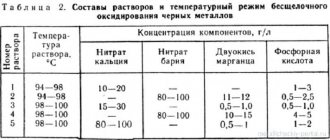
Черное никелевое покрытие твердо и хрупко особенно при большой толщине. В практике удовлетворяются обычно толщиной в 2 мкм. Ванна для нанесения таких покрытий содержит значительное количество цинка и роданида. В покрытии содержится ~50 % никеля, а остальное составляют цинк, сера, азот и углерод. Ниже приведены типичные составы ванн черного никелирования, г/л:
| Ванна 1 работает при комнатной или слегка повышенной температуре, J = 0,1—0,5 А/дм2, рН = 5,6—5,9. Ванна 2 хлоридная и, следовательно, агрессивная более сульфатной. Она работает при комнатной температуре, рН = 5,0 и J = 0,2 А/дм2. Ванна 3 содержит молибдаты и, следовательно, дороже первой и второй ванн. Ее преимуществом является большая кроющая способность и стабильность, так как она содержит борную кислоту. Недостатком является более высокая рабочая температура, как правило, выше 50 °С. Плотность тока составляет 0,2—0,5 А/дм2, рН = 4,3—4,7. Ванны черного никелирования готовят, растворяя все составляющие в теплой воде и фильтруя через фильтровальную бумагу. Если возникают трудности растворения борной кислоты в ванне 3, то ее растворяют отдельно в воде, нагретой до 70 °С. Стабильность ванн заключается в основном в контроле и регулировании рН посредством H2SO4 или NaОН. Получение глубоко черного цвета зависит в основном от правильного выбора плотности тока. Никелированные изделия смазывают горячим маслом. |
Способы нанесения никелевого покрытия
Никелирование изделия в домашних условиях можно выполнить двумя способами: химическим и электролитическим.
Электролитический метод
Нанесение покрытия с использованием электролита называется гальваническим никелированием. Сначала потребуется подготовить водный раствор (электролит). Для этого необходимы следующие компоненты:
- сернокислый никель – 70 г;
- сернокислый магний – 15 г;
- поваренная соль – 2.5 г;
- сернокислый натрий – 25 г;
- борная кислота – 10г;
- вода – 500г.
Каждый из компонентов нужно отдельно растворить в воде и профильтровать. Полученные растворы смешивают и заливают в стеклянную емкость. Для гальванического никелирования в сосуд с электролитом помещают никелевые электроды. Чтобы покрытие на заготовке было равномерным, со всех сторон устанавливают не менее двух электродов.
Подготовленную заготовку помещают в сосуд между электродами таким образом, чтобы она не касалась стен и дна емкости. Электроды соединяют между собой медными проводниками, и подключают к плюсовому контакту источника постоянного тока. Токопроводящий провод подключают к минусовому выводу.
Схема установки для электролитического никелирования
В процессе никелирования стали напряжение питания не должно превышать 6 Вольт. Следует контролировать плотность тока, она не должна превышать 1,2 А. Процесс занимает около 30–40 минут. По его окончании, предмет нужно промыть проточной водой и тщательно просушить. Нанесенное покрытие должно получиться матовым и гладким. Чтобы поверхность изделия приобрела блеск, потребуется выполнить ее полировку.
Химический метод
Никелирование стали и других металлов химическим способом отличается от гальванического прочностью покрытия. При помощи химического никелирования можно легко нанести вещество даже на самые труднодоступные места.
Для выполнения процесса потребуется:
- янтарно-кислый натрий – 7.5 г;
- хлористый никель – 12.5 г;
- гипофосфит натрия – 15 г;
- вода – 500 мл.
В эмалированную посуду наливают воду и растворяют в ней янтарно-кислый натрий и хлористый никель. Затем раствор нагревают до температуры 90 градусов. По достижению требуемой температуры добавляется гипофосфит натрия. Изделие аккуратно подвешивается над емкостью с раствором. Количество жидкости рассчитывается исходя из того, что в 1 литре раствора можно покрыть поверхность площадью 2дм2.
Никелирование контролируется визуально: когда деталь равномерно покроется пленкой, процесс завершается. По окончании, деталь нужно промыть в растворе, изготовленном из воды и небольшого количества мела. После этого осуществляют сушку и полировку детали.
Химическое никелирование
Этот процесс был в свое время одним из главных в технической специальной литературе, и казалось, что он создает сильную конкуренцию для традиционного электролитического никелирования. В настоящее время его оценивают более спокойно и применяют, когда для этого есть техническое и материальное обеспечение.
Основным преимуществом никелевых покрытий, нанесенных химическим путем, является однородная толщина независимо от формы изделия. Это характерно для всех процессов осаждения металла без применения тока.
Особенностью химического никелирования является непрерывное осаждение слоя, что создает возможность образования покрытий любой толщины.
Ванны для химического никелирования состоят из соли никеля, гипофосфита натрия и добавок. Основой являются соли никеля и гипофосфит натрия.
Существуют две разновидности ванн для химического никелирования — кислая и щелочная. В качестве солей никеля, в основном, применяют сульфат или хлорид никеля относительно небольшой (~5 г/л) концентрации. Содержание гипофосфита достигает 10—30 г/л. Добавки вводятся в виде комплексообразующих соединений, ускоряющих осаждение никеля, и стабилизаторов, препятствующих разложению электролита.
В качестве комплексообразующих соединений в специальной литературе упоминаются гликолевая, молочная, лимонная и аминоуксусная кислоты. Ускоряющими являются янтарная, малоновая, пропионовая, масляная, валериановая и другие кислоты. Для стабилизации служат в основном соединения свинца, тиосульфат, тиомочевина и т.д.
Ниже приведены примеры двух ванн для химического никелирования, г/л:
| Ванна 1 кислая, лучше всего работает при рН = 4,3—4,8. Рабочая температура ванны 85—90 °С должна поддерживаться во время всего процесса никелирования. Для регулирования рН служит разбавленный (например, 5 %-ный) раствор едкого натра. Готовят ванну 1 следующим образом: в дистиллированной воде, нагретой до температуры 60 °С, сначала растворяют ацетат натрия, затем сульфат никеля и добавляют молочную кислоту, предварительно нейтрализованную едким натром до рН = 3,5—4,0. Нагрев ванну до 85 °С, добавляют гипофосфит натрия. После этого можно приступить к никелированию. Концентрация тиомочевины очень мала и в условиях мастерской нет возможности взвешивания с точностью до долей грамма. Так как избыток тиомочевины может привести к полной задержке процесса никелирования, лучше полностью отказаться от этого стабилизатора и воспользоваться ванной без тиомочевины. Ванна 2 щелочная. В дистиллированной воде, нагретой до 60 °С, растворяют цитрат натрия, хлориды аммония и никеля, добавляют порциями при постоянном перемешивании раствор аммиака с целью достижения рН = 8—9. При этом происходит заметное изменение цвета раствора с зеленоватого на голубой. После подогрева до 80 °С добавляют гипофосфит и ванна готова к эксплуатации. Приведенная информация очень общая и мало отражает практическую сторону никелирования. При менее 80 °С эффективность ванны очень низка. При 90 °С получают в течение 1 ч слой никеля толщиной 10—20 мкм. При дальнейшем повышении температуры, например, до 95°С получают более толстые слои, но стабильность ванны снижается. В определенный момент может наступить внезапное разложение ванны, что сопровождается появлением черного порошка на дне и стенках ванны. Такая ванна непригодна для дальнейшего использования. Серьезной проблемой является выбор соответствующих рабочих емкостей . В промышленных условиях применяют сложные установки из коррозионностойкой стали, тогда как для никелирования в малом объеме в основном служат стеклянные, фарфоровые или эмалированные емкости. Наилучшим способом нагрева малых и средних емкостей является водяная рубашка. Опустим 5 л стеклянный сосуд в эмалированный 10 л бак с водой, мы можем получить водяную рубашку, пригодную для газо- или электронагрева ее до температуры кипения. В стеклянном сосуде можно достичь температуры 83—85 °С, достаточной для проведения процесса. Высокая температура и сильное газовыделение на поверхности изделий фиксируется обслуживающим персоналом по сильному неприятному запаху. Очевидно, что вся установка должна находиться под вытяжкой. Как видно, вся процедура непроста, вследствие чего применение химического никелирования ограничено теми случаями, когда неприменимы электролитические методы. Например, металлические сильфоны в виде цилиндрической гармошки, применяемые для измерения давления при пневморегулировке, невозможно никелировать электролитически из-за сложной геометрической формы. Химическое никелирование является прекрасным решением этой проблемы. Стальные изделия можно никелировать химически без затруднений. На меди и латуни осаждение никеля начинается после кратковременного контакта с менее благородным металлом, например, железом или алюминием. Для никелирования алюминиевых сплавов обычно применяют щелочные ванны (например ванну 2). На стенках и дне сосуда, применяемого для химического никелирования, могут оседать мелкие частички никеля, в особенности, если поверхность сосуда не очень гладка, имеет царапины. Перед дальнейшим использованием такого сосуда необходимо устранить осевшие частички никеля, растворяя их в азотной кислоте. |
Электролитическое никелирование
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.
Крупные детали лучше очищать пескоструйным аппаратом
Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.
Схема установки для электролитического никелирования
Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.
Схема простого приспособления для нанесения покрытия
Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.
Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)
Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают. Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.
Электролит для осаждения черного никеля
Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.