Токарный станок по дереву – ценное оборудование для любого столяра. Неважно, используется агрегат в цеху или исключительно для мелкой работы в бытовой мастерской, иногда детали выходят из строя и требуют замены.
Многие из частей токарного станка по дереву, вполне возможно сделать дома своими руками. Это будет экономичнее и практичнее покупки конструктивного элемента промышленного производства.
Функциональные особенности и устройство
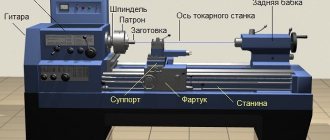
Задняя и передняя бабки любого токарного станка – важные детали конструкции, каждая из которых выполняет свои функции.
Передняя бабка. От точности изготовления данной детали зависит качество всей конструкции в результате. На передней бабке расположен шпиндель, который передает на обрабатываемую деталь движение кручения. Основными элементами передней бабки являются:
- корпус;
- шпиндель;
- подшипники;
- конструкция для контроля направления движения шпинделя;
- устройство, которое контролирует скорость движения шпинделя;
- устройство для подключения и установки оборудования.
Задняя бабка. Это опорный узел деревообрабатывающего токарного станка, который предназначен для фиксации заготовки. Основные элементы конструкции задней бабки:
- корпус;
- пиноль;
- маховик;
- рукоятка маховика;
- винт, чтобы перемещать заднюю бабку в поперечном направлении.
Задняя бабка имеет в пиноли отверстие, куда вставляется инструмент для обработки детали. Во время рабочего процесса бабка передвигается по станине для подборки оптимального расстояния в зависимости от длины обрабатываемой заготовки.
История токарных станков в Советском Союзе
Развитие станкостроения в СССР началось после Октябрьской революции. После открытия быстрорежущей стали и твердых сплавов стали выпускать мощные агрегаты. 1А62 — один из первых станков, которые стали эксплуатировать в массовом и серийном производстве. Выпущен .
В 1956 г. ему на смену пришла усовершенствованная модификация 1К62 с большей мощностью и диапазоном режимов. Позже инженеры продолжали работать над усовершенствованием конструкции агрегатов. По сей день на предприятиях функционируют 16К20, ДИП 200, ДИП 300 и другие модели.
Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.
Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.
Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.
Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Методы напайки твердосплавных пластин
Напайка твердосплавных пластин производится в пламенных, газовых или электрических муфельных печах Источник youtube.com
Пайка резцов состоит из нагрева самой пластины и расплавления припоя, которые могут претворяться в жизнь разными путями с использованием:
- Токов высокой частоты (high frequency currents).
- Плазменных газовых или муфельных печей.
- Контактной сварки.
- Ацетиленокислородной горелки.
Рекомендация: для серебряных припоев следует использовать высокотитановые сплавы Т60К6 или Т30К4, которые понижают термической напряжение, появляющееся при охлаждении.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Видео описание
Пайка токарного резца.
В пламенных, газовых или муфельных печах
В первую очередь нагревают в печи головку держателя до температуры 800°C, при которой плавится бура (Na₂[B₄O₅(OH)₄]·8H₂O). Затем на посадочное место насыпают порошковую или намазывают пастообразную буру и опять отправляют в печь. Прогретую заново деталь достают из печи и с помощью металлической щетки избавляются от шлака на месте посадки резца. После очистки посадочное место заново посыпают или намазывают флюсом, прикладывают туда твердосплавную пластинку, густо посыпают ее и посадочную основу бурой, сверху кладут припой и опять отправляют в печь, разогретую до 1200°C до момента расплавления припоя.
После расплавления припоя резец вынимают из печи, кладут на какую-либо ровную металлическую поверхность и, если есть необходимость, поправляют твердосплавную пластику. Затем пластину плотно прижимают к посадочному месту (можно использовать минусовую отвертку) и выжидают 5-6 секунд, пока припой не схватится. Только все это нужно делать очень быстро, пока деталь не остыла.
Чтобы избежать растрескивания припоя от термического напряжения при охлаждении, готовый резец погружают в коробку с подогретым песком или с растертым древесным углем. Конечно, если у вас имеется дома камерная печь, то разогрейте ее до 250°C, поместите туда резец и оставьте его до полного остывания вместе с печью. После всех процедур резец в заводских условиях очищают пескоструйным аппаратом, но дома вы можете сделать это металлической щеткой.
Электропривод фуговального станка
Ну и конечно не забудьте про привод. Все механизмы должны вращаться. Это значит, что привод будет являться «сердцем» станка. Приведем некоторые рекомендации по этому элементу конструкции: — в первую очередь приготовьте электродвигатель.
Электродвигатель для фуговального станка
Лучше всего для этих целей использовать трехфазный агрегат. Конечно, в этом случае вам возможно придется переделывать электрическую сеть в своей мастерской, то это того стоит. Трехфазные электродвигатели, работающие при напряжении в 380 В, способны развивать большую мощность. К тому же и крутящийся момент у таких устройств подходящий для наших целей. Минимальное значение по мощности должно быть 3 кВт, ну а максимальное по вашему усмотрению;
- для передачи вращательного момента от электродвигателя к рабочему валу должно осуществляться при помощи ремней. Лучше всего для этих целей подойдет двухручьевая клинообразная форма. Такие ремни более надежные;
- сам электродвигатель можно монтировать консольно, непосредственно внутри рамы станка. Такой способ поможет решить проблему, связанную с натяжением ремня. Если вы хотите укрепить двигатель более крепко, то нужно добавить в конструкцию салазки, с помощью которых будет проводиться регулировка;
- чтобы увеличить частоту вращения вала, стоит использовать два шкива. Один, большего диаметра, устанавливают на электродвигатель. Шкив с меньшим сечением монтируют на вал.
Очень внимательно отнеситесь к обеспечению питанию станка. Трехфазный ток подается по четырехжильному кабелю. При этом должно быть организовано надежное заземление. Эти требования помогут избежать несчастных случаев при работе на станке.
Расположение органов управления сверлильным станком 2А112
Расположение органов управления сверлильным станком 2а112
Спецификация органов управления станка 2А112
- Рукоятка ручной подачи шпинделя
- Рукоятка фиксации шпиндельной бабки на колонне
- Рукоятка для перемещения шпиндельной бабки по колонке
- Кнопки управления электродвигателем
- Гайка для регулирования скорости вращения шпинделя
Для чего нужен фуговальный станок
В деревообрабатывающей мастерской могут находиться самые разные станки, но наиболее часто используемые (конечно, кроме циркулярной пилы) можно назвать фуговальные и рейсмусовые устройства. Эти два вида агрегатов немного схожи по своей функции, но отличаются по способу использования.
Если вам необходимо изготовить деревянную заготовку в виде доски, бруса или щита, то лучше воспользоваться рейсмусовым станком. Такое устройство, основным инструментом которого является все тот же нож, способно разрезать исходный материал на две параллельные части. При этом обе они будут подогнаны к определенным размерам.
Рейсмусовые станки выпускаются как одностороннего, так и двустороннего типа. В первом случае за один проход обрабатывается только одна сторона заготовки. Более производительным является двусторонний рейсмусовый станок. Здесь на выходе уже получается практически готовая деталь.
У рейсмусовых станков вал расположен над столешницей. Причем последняя делается массивной, чтобы сгладить большие вибрации. Кроме этого, механизм оснащается специальным кожухом, который предназначен для погашения шумов.
У фуговального станка немного другая задача. Это устройство используется для создания гладкой, без существенных шероховатостей, поверхности на заготовке. Такой станок также как и предыдущий вариант оснащается валом с ножами, только в фуговальном он расположен под столешницей.
Заготовка подается на рабочую поверхность с одной стороны, выход с противоположной уже частично обработанной. Так слоем за слоем достигается нужная ровность. После обработки на фуговальном станке деталь можно подавать на рейсмусовый.
Основные технические характеристики станка Т-65
| Наименование параметра | Т-65 | С-95 | Т-28 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 120 | 50 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 12 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 32 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 125 | 220 |
| Наибольшая длина обтачивания, мм | 70 | 55 | |
| Наибольшая высота держателя резца, мм | 7 х 7 | 6 х 9 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 6 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 8 | 10 |
| Конус Морзе шпинделя | № 1 | 39°30` | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 3 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 1300..3000 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 44 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 38 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | 39°30` | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 30 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 420 х 200 х 250 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 19,2 | 25 |