Для работы на фрезеровочном станке с ЧПУ с деталями больших размеров необходим большой вакуумный стол. Такое оборудование очень дорогое в связи со сложностью транспортировки и не всегда подходит для определенных задач, но можно сконструировать стол самостоятельно, под индивидуальный размер и потребности.
Вакуумные столы для ЧПУ предназначены для станков фрезерной работы с крупными листами дерева или металла. Большинство станков с ЧПУ используют криволинейную обработку. Для работы на фрезерных станках нужна поверхность, которая надежно фиксирует обрабатываемые детали. Вакуумный стол прижимает изделия к поверхности, не давая им перемещаться, делая работу на фрезерном станке более точной, комфортной. Кроме того, полноценное оборудование обеспечивает нагрев до нужной температуры. Он более универсальный, чем магнитный стол, подходящий только для обработки металлических изделий.
Довольно часто фрезерные станки с ЧПУ идут в комплекте с вакуумным столом, однако при его отсутствии или недостаточно большом размере требуется другой прибор. В этом случае можно купить подержанное устройство сомнительного качества или изготовить его самостоятельно.
Матричные (решетчатые) рабочие столы станка ЧПУ
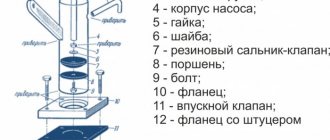
Матричные столы изготавливаются из листового композитного материала на основе фенольных смол и синтетических волокон. Поверхность рабочего стола разделена глухими каналами в форме решетки, к которым, через специальные отверстия, подводится вакуум.
Для того чтобы создать область вакуума для фиксации детали на рабочем столе станка ЧПУ, необходимо вокруг одного или нескольких отверстий подвода вакуума вложить в каналы уплотнительный шнур. При этом шнур не должен выступать за область периметра закрепляемой заготовки, а его концы должны быть плотно замкнуты для исключения подсоса воздуха. Остальные незадействованные отверстия системы подвода вакуума рабочего стола закрываются резиновыми пробками.
Такой способ крепления заготовки детали на рабочем столе станка ЧПУ наиболее эффективен при обработке фрезами верхней плоскости детали. Однако если в процессе изготовления фасадов МДФ необходимо обработать боковые стороны заготовки, или выполнить криволинейный распил, когда нижний край фрезы должен выходить за пределы обрабатываемой заготовки, то, чтобы не повредить поверхность рабочего стола, применяют, так называемую, «жертвенную» подложку.
В качестве «жертвенной» подложки можно использовать любые доступные пористые материалы. Как правило, это шлифованное ДСП, черновое МДФ или ХДФ.
Благодаря пористости материала подложки, силой вакуумной системы, из ее внутренней структуры быстро откачивается воздух, а на поверхности создается область разряжения. Таким образом, если положить ламинированную заготовку детали на данную подложку, то она плотно прижмется к ней и надежно зафиксируется.
С помощью «жертвенной» подложки на рабочем столе станка ЧПУ можно фрезеровать как отдельные детали, так и производить распил и обработку широкоформатных листов по технологии Nesting.
Однако тут стоит заметить, что выполняя таким способом раскрой широкоформатных листов на фрезерном станке ЧПУ можно столкнуться с сильной потерей вакуума в области пропилов и, как следствием, смещением или вылетом из-под инструмента мелких деталей и обрезков. Чтобы минимизировать вероятность возникновения подобных ситуаций, перед использованием «жертвенной» подложки следует убедиться, что вакуумный насос обладает достаточной мощностью, а подводящие элементы вакуумной системы достаточной пропускной способностью.
Решить проблему в ситуации, когда требуется обработать на станке ЧПУ мелкие заготовки, или устранить вероятность смещения деталей при обработке по технологии Nesting, помогут конструктивные особенности рабочего стола матричного типа. Дело в том, что производители деревообрабатывающих фрезерных станков ЧПУ практично предлагают конструкцию рабочего стола, состоящую из нескольких автономных матричных рабочих столов, разделенных Т-образными пазами.
Эффект от разделения рабочей поверхности на отдельные зоны достигается, когда в соответствии с запрограммированным порядком обработки деталей из широкоформатных панелей, с помощью открытия или закрытия кранов магистралей вакуумной системы, вся мощь от работы вакуумного насоса, не распределяется на несколько зон, а переносится в область, где на текущий момент производится обработка.
Т-образные пазы на рабочей поверхности станка ЧПУ позволяют зафиксировать заготовку без использования вакуумной системы, с помощью механических зажимов (струбцин). С одной стороны, данный способ позволяет надежно фиксировать мелкие детали. С другой – отключать вакуумный насос и экономить электроэнергию при обработке заготовок методом гравировки, когда весь процесс может достигать нескольких часов.
Следует также отметить, что некоторые производители станков ЧПУ в качестве дополнительной опции к матричному рабочему столу предлагают набор вакуумных присосок, аналогичных тем, что используются на консольных столах.
Для чего нужен вакуумный пресс и как он работает
Корпусная и мягкая мебель часто производится из пленочных мебельных фасадов, поскольку последние сочетают в себе такие достоинства как: • широкий спектр цветов; • различные формы; • невысокую стоимость.
Для изготовления таких фасадов применяется специальное оборудование, и главный инструмент в этом производстве – вакуумный пресс. Устройство позволяет усадить пленку ПВХ на заготовку с МДФ основой.
Пресс состоит из следующих ключевых элементов:
• вакуумной камеры или стола; • термомодуля.
Камера обычно выполнена в прямоугольной форме, для нее используется жесткий материал – когда изнутри искусственно создается отрицательное давление, этот материал не сжимается. С наружной стороны происходит укладка пленки ПВХ, и герметизация ее краев с рамой.
Пленка усаживается в таком порядке действий:
• заготовки укладываются на стол; • процесс герметизации; • пленки разогреваются; • откачивается воздух; • процесс охлаждения; • вырезаются заготовки, излишки пленки с фасада удаляются.
Подготовка к работе
Как сделать координатный стол своими руками
До сборки изучаем конструкцию по частям. Если не из чего выбрать, то докупаем необходимые материалы для поочередной сборки.
Какие материалы использовать?
Не запрещено своими руками собирать конструкцию из имеющихся материалов. В дело идет все:
- Фанера любой толщины.
- Доски или щиты из них. Бруски любые.
- ДСП, ДВП.
- Стальной прокат и алюминий.
- Трубный прокат.
Необходимые комплектующие
Именно докупать комплектующие нужно в том случае, если задуман фрезерный стол с ЧПУ. Но классический стационарный станок не трудно сделать из:
- Любого ручного фрезера.
- Дрели.
Инструменты для работы
Для работы готовим:
- Столярный клей.
- Гайки, саморезы и болты нужного размера.
- Материал для крышки (МДФ или фанера).
- Электроинструмент (лобзик, торцовую пилу и т.д.).
- Наждачную бумагу.
- Инструмент для разметки.
Типы зажимных элементов консольных столов
Как сделать стол для циркулярной пилы своими руками?
Присоски. Могут отличаться размером (для широких и узких деталей) и высотой. Существенным недостатком присосок является слабая фиксация пористых материалов (шлифованное ДСП, фанера).
Вертикальные зажимы. Могут работать как от вакуумной системы, так и от сжатого воздуха пневмосистемы станка.
Пластины для упоров. Устанавливаются на упоры, когда необходимо заблокировать небольшие детали, не позволяющие произвести прочную блокировку при помощи одних присосок.
Горизонтальные зажимы. Используются для деталей большой толщины (например, из массива дерева).
Стол CFT. Уменьшенная версия матричного стола. Отдельно при помощи шлангов и фитингов подключается к вакуумной системе станка.
Контршаблоны. Аналог «жертвенной» подложки, который фиксируется на рабочем столе присосами, но имеет дополнительные отверстия для вставки трубок для подключения к общей вакуумной системе.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.
Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм; • прут: 2 м, диаметр 10 мм; • профильная труба: 2 м, 20х20х2 мм.
Вакуумный пресс своими руками
Вакуумный пресс своими руками
Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
Как сделать монтажную пластину
Как сделать столярный верстак своими руками?
Монтажная пластина обязательно шире диаметра фрезы, если предвидится работа с несколькими режущими насадками. Выгоднее или же бюджетнее сформировать этот элемент из березовой фанеры на 20 мм.
Но практичнее работать на самодельном станке с литым поликарбонатом в качестве монтажной пластины. Суть работы такая:
- Снимают с электроинструмента подошву, предварительно положив пластину для монтажа «лицом» вверх.
- Временно соединяют пластину и подошву при помощи двухстороннего скотча.
- Подбирают сверла под диаметр заводских креплений, засверливают на пластине правильные для крепления отверстия.
- Дальше соединяют самодельную пластину с фрезером, устанавливают на стол для подгонки.
- В цангу ставят сверло на 8 мм, опускают двигатель. Нужно сверлом коснуться пластины, отметить центр.
- Далее по отметке делают отверстие нужного диаметра.
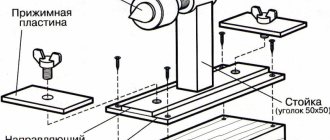
Как сделать подъемную, прижимную, верхнюю раму
В качестве материала изготовления рамы применяем профильную трубу 60х40х2 мм. Прижимную раму выполняем точно в тех размерах, что и у вакуумной рамы. Если ровный профиль – не погнутый и не покрученный достать не удалось, тогда отбираем попарно самые ровные листки. Из них мы изготовим части вакуумного стола, которые плотно примыкают между собой.
Вакуумный пресс своими руками
Этапы изготовления
После подготовки всех инструментов и комплектующих, а также изучения чертежей и принципа устройства оборудования, можно начинать сбору стола своими руками.
Выравнивание заготовки
Чтобы обрабатываемые детали при работе не копировали неровности плиты, изначально стол должен быть идеально ровный. Поэтому подготовленный лист металла следует выровнять. Достаточно сделать 1–2 прохода спиральной фрезой до полного касания. Диаметр фрезы – 20 мм.
Мастерим рабочую поверхность и короба
На первом этапе необходимо создать рабочую поверхность. В заготовленном и выровненном листе необходимо в шахматном порядке с использованием дрели сделать аккуратные отверстия. Тыльная сторона листа предназначена для примыкания к насосу.
Чтобы конструкция была более надежной на рабочую поверхность обязательно установить перегородки. Их основная функция – защищать будущий стол от деформации во время работы.
Нарезка канавок своими руками
Канавки следует нарезать в соответствии с выбранной схемой. Уплотняющий шнур обязательно заказать заранее и уже в зависимости от его диаметра нарезать канавки. Для начала глубину канавок лучше сделать 2.5 -2.7 мм. При необходимости можно увеличить. В рабочем состоянии шнур не должен выступать над поверхностью, иначе могут быть потери вакуума.
Изготовление трассы
Понадобится ПВХ труба диаметром 25 или 32 мм. В покупном оборудовании предусмотрены сквозные отверстия, через которые патрубки проводятся к контуру. При сплошной рабочей поверхности придется делать плиту из двух частей, герметизировать стык и трассу подавать с торца.
Для каждой ветви понадобится отдельный шаровой вентиль, при помощи которого в процессе работы можно задействовать только те зоны, которые необходимы.
Сверление отверстий
Отверстия в плите имеют разное назначение. Также различается и количество разных отверстий:
- на каждой зоне по 1 отверстию для подвода вакуума на пересечение канавок;
- по центрам квадратов, чтобы закрепить к штатному столу, а количество будет напрямую зависеть от жесткости плиты;
- чтобы зафиксировать заготовку с торцов – отверстия в центре квадратов.
Выбор насоса
Это главная деталь во всей конструкции и выбору насоса необходимо уделить особое внимание. Если сама плита сделана по определенному образцу, то можно посмотреть, какой насос стоит в оригинале
Если такой возможности нет, то придется подбирать оборудование экспериментальным методом.
Наиболее дешевым вариантом для стола, изготовленного своими руками, станут вихревые воздуходувки. Их преимущества: не требуют отключения при достижении максимального порога разряжения, небольшой размер, простота при монтаже.
Блок управления
Это электронная часть стола, которая необходима для регулировки нагрева рабочей зоны. В итоге заготовки более надежно фиксируются. Блок управления имеет несколько видов реализации и какой конкретно подходит во многом зависит от ЧПУ станка, к которому мастерится стол.
Вакуумный пресс своими руками. Часть III. Вакуумный стол
Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками.
На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Далее по тексту, вакуумной ванной будем назвать часть вакуумного стола — стальную ёмкость, внутри которой располагаются облицовываемые заготовки, и из которой откачивается воздух.
Под рабочими габаритами (размерами) вакуумной ванны будем понимать её полезный объём, измеренный по внутренним габаритам.
Вакуумным столом условимся называть всю конструкцию в целом, состоящую из вакуумной ванны, верхней (подвижной) прижимной рамы, зажимов и прочих, более мелких элементов.
Иллюстрация внешних и внутренних (рабочих) размеров вакуумной ванны.
Внешние и рабочие размеры вакуумной ванны
Рассмотрим общие принципы выбора размеров вакуумной ванны, обозначим конкретные цифры для нашего пресса.
Чем длиннее вакуумная ванна, тем больше заготовок можно в ней уместить, или облицевать заготовку большего размера. С другой стороны, чем длиннее ванна, тем больше пленки приходится расходовать за один рабочий цикл, тем больше получаются размеры станка, что влечет больший расход площади помещения. Нужно найти оптимальный размер.
Как показал опыт, оптимальной рабочей длиной вакуумной ванны, предназначенной для изготовления типовых мебельных фасадов и декоративных дверных накладок, можно считать величину от 2,4 до 2,6 м.
Будем делать вакуумную ванну длиной 2500 мм, рабочая длина которой составит 2500 – 40 x 2 = 2420 мм (40 мм – ширина короткой стенки профильной трубы).
Ширина ванны напрямую связана с шириной используемой пленки ПВХ. В зависимости от производителя пленки, могут встречаться различные значения ширины, самая распространенная – 1,4 м, на нее мы и будем ориентироваться.
Выберем ширину ванны равной 1400 мм, рабочая ширина составит 1400 – 40 x 2 = 1320 мм.
При облицовке высоких заготовок, например, для гнутых (радиусных) фасадов, ширину ванны необходимо уменьшать (делать её меньше ширины пленки), но для работы с такими заготовками нужен пресс иной конструкции, поэтому данные вопросы рассматриваться не будут.
Рабочая высота ванны должна быть рассчитана из условия обязательности наличия небольшого свободного пространства между верхней поверхностью фасадов и накрывающей пленкой. Другими словами, натянутая поверх заготовок пленка не должна касаться их до начала выкачивания воздуха. Расчет следующий.
Во-первых, вакуумная (воздухопроницаемая) столешница, которая будет первой класться на вакуумный стол, будет изготовлена из плиты МДФ толщиной 10 мм. Во-вторых, подкладки под заготовки фасадов будут представлять собой небольшие кусочки плиты МДФ толщиной 16 мм (это самый простой, распространенный и оптимальный вариант подкладок).
В-третьих, толщина облицовываемых заготовок будет составлять от 8-10 мм (дверные накладки) и до 16-32 мм (фасады и иные мебельные элементы). В-четвертых, уплотнительная резина добавит глубине ванны около 2 мм. В итоге, максимальная высота всего «пирога» внутри ванны будет равняться: 10 + 16 + 32 = 58 мм.
Для изготовления вакуумной ванны применим профильную трубу сечением 60×40 мм, поставив ее на короткую сторону. При этом, высота свободного пространства составит не менее: 60 + 2 – 58 = 4 мм, что вполне достаточно.
Элементы вакуумного стола.
Вакуумная ванна
Дном вакуумной ванны будет служить лист стали толщиной 2 мм. Для сведения к минимуму прогибов листа под воздействием отрицательного внутреннего давления, и придания поверхности стола ровной формы (близкой к идеальной плоскости), необходимо изготовить каркас жесткости. Для изготовления каркаса будем использовать ту же профильную трубу 60x40x2.
Предварительно нарезанную трубу, в соответствие с проектом, укладывают на стапель, жестко фиксируют струбцинами, выполняют проварку всех примыканий. После изготовления каркаса жесткости, поверх него приваривают стальной лист.
Это самый ответственный этап сварочных работ, он требует от непрерывного сварного шва герметичности (рекомендуется выполнить двойной провар).
Во избежание короблений листа под воздействием продолжительных высоких температур, можно воспользоваться нижеследующим альтернативным методом приварки листа к каркасу жесткости.
Перед укладкой стального листа на каркас жесткости, по его периметру необходимо нанести герметизирующий состав, выдерживающий высокие температуры (например, силиконовый высокотемпературный герметик), а сварку вести не сплошным швом, а небольшими регулярными фиксирующими прихватками с шагом около 50 мм.
Данный метод рассчитан на то, что кратковременные, локальные воздействия сварки не смогут повредить (выжечь) весь герметик, а только лишь его небольшую часть в непосредственной близости от прихваток, большая же часть герметика после отверждения будет выполнять свою прямую функцию.
Размеры вакуумного стола.
Деталировка каркаса жесткости и порядок сборки вакуумной ванны: варится каркас жесткости, к нему приваривается стальной лист, по периметру стального листа герметично приваривается стационарная (нижняя) рама с частью шарнирного соединения для крепления подъемной (верхней) рамы.
Фото вакуумного стола снизу. Каркас жесткости изготовлен частично из уголкового профиля.
Подъемная (прижимная, верхняя) рама
Материал рамы — профильная труба 60x40x2 мм. Размеры прижимной рамы должны быть в точности такими же, как у вакуумной ванны.
Если не удалось отыскать достаточно ровный (не гнутый, не кручёный) профиль, то необходимо заранее отобрать попарно несколько самых ровных хлыстов, из которых будут изготовлены плотно примыкающие друг к другу детали вакуумного стола.
Прижимная рама будет подниматься благодаря регулируемым шарнирным соединениям. Регулировка шарниров выполняется после наклеивания уплотнителя — полосок листовой резины средней жесткости, толщиной около 2 мм.
Шарнир прижимной рамы. Приваренные шайбы нужны для увеличения площади трения. Шкворень шарнирного соединения представляет собой стальной прут D12 с резьбой на концах.
Фото шарниров прижимной рамы.
Для удержания прижимной рамы в поднятом состоянии, можно применить газовые лифты. Из соображений безопасности, рекомендуется установить четыре газлифта (по два на сторону) и убедиться, что любые три из них способны удержать раму.
Если угол раскрытия рамы (45°) окажется недостаточным, рама будет причинять существенные неудобства в работе, её можно поднять максимально вверх на угол чуть больше 90°, задействовав припаркованный позади термомодуль в качестве опоры (газлифты не применяются).
Подъемная рама опирается на термомодуль.
Зажимы
Для надежного и герметичного удержания пленки в процессе вакуумного прессования, необходимо плотно и равномерно прижать верхнюю раму к периметру вакуумной ванны, добившись повсеместного прилегания резинового уплотнителя.
Для этих целей можно применить различные готовые струбцины-зажимы, или же изготовить их самостоятельно.
Для изготовления самодельных зажимов, работающих по принципу эксцентрика, понадобится следующий стальной металлопрокат: полметра трубы ДУ50 (внешний диаметр около 60 мм), два метра прута диаметром 10 мм, и, примерно, столько же профильной трубы сечением 20x20x2 мм.
Во-первых, трубу ДУ50 нарезают на 8 равных 60-миллиметровых отрезков. Каждый отрезок трубы дорабатывают полукруглым центральным вырезом, имеющим ширину 10-11 мм и длину по дуге равную 3/4 от длины внешней окружности трубы. Получим 8 штук эксцентриковых поворотных цилиндров, к которым необходимо приварить ручку длиной 220 мм из квадратного профиля 20×20 мм.
Во-вторых, стальной прут нарезают на 16 отрезков: 8 штук длиной 190 мм (для шпилек) и 8 штук длиной 55 мм (для шкворней). К одному концу шпильки необходимо приварить гайку М12 (или М10 с высверленной резьбой), чтобы она могла свободно вращаться на шкворне, а на другом конце — нарезать резьбу М10×50.
В-третьих, для завершения изготовления зажима, привариваем концы шкворня (с предварительно надетой на него гайкой с приваренной шпилькой), к внутренней поверхности эксцентриковых поворотных цилиндров.
Для установки зажимов на вакуумный стол пресса, в восьми точках стола, согласно проекту, сверлят сквозные отверстия диаметром 10 мм. После чего, верхние отверстия увеличивают, придавая им продолговатую форму.
Настройка зажимов осуществляется установкой комбинированных гаек в нужное место резьбы шпильки, с последующей фиксацией контргайками.
Эта операция выполняется на последнем этапе изготовления вакуумного стола, после наклейки резинового уплотнителя.
Работа эксцентрикового зажима.
Элементы и размеры шарнирного зажима.
Эксцентриковый зажим в столе. Зацепы для зажимов изготавливаются из стального уголка 50x50x3.
Если не удалось добиться ровной поверхности стола
Если в процессе сварочных работ лист претерпел существенные деформации, выходящие за рамки допустимых значений, то брать в руки болгарку и срезать сварные швы, переделывать всё заново нет необходимости.
Обеспечить идеально ровную плоскость вакуумного стола можно дополнительными мерами, а именно путем применения эпоксидных выравнивающих составов, которые применяются при изготовлении заливных полов.
Для этого, вакуумный стол выставляют строго по уровню, определяют необходимый объем наливной массы (например, с помощью пробной заливки водой), очищают от ржавчины дно вакуумной ванны, грунтуют. Выполняют заливку приготовленной эпоксидной смесью согласно инструкции производителя.
Из соображений экономии, смесь можно разбавить каким-либо дешевым наполнителем, например, кварцевым песком. Для ускорения отверждения смеси после заливки, стол можно контролируемо погреть сверху теплом от термомодуля. Данную операцию по заливному выравниванию имеет смысл выполнять после полной готовности вакуумного пресса, изготовления пробных образцов продукции, и принятия решения о необходимости улучшения геометрии рабочей поверхности.
Смета на материал для вакуумного стола
Наименование Длина, мм Количество, шт. Назначение
| Профиль 60×40 | 2500 | 6 | Каркас жесткости. Ванна. Подъемная рама. |
| Профиль 60×40 | 1380 | 4 | Каркас жесткости. |
| Профиль 60×40 | 1320 | 4 | Ванна. Подъемная рама. |
| Профиль 60×40 | 1001 | 6 | Каркас жесткости (диагонали). |
| Профиль 60×40 | 753 | 3 | Каркас жесткости. |
| Профиль 60×40 | 250 | 4 | Шарнир. |
| Профиль 60×40 | 180 | 2 | Шарнир. |
| Профиль 60×40 | 150 | 2 | Опора зажима. |
| Профиль 60×40 | 140 | 2 | Шарнир. |
| Уголок 50x50x3 | 50 | 8 | Подъемная рама (зацеп для зажима). |
| Профиль 20×20 | 220 | 8 | Зажим. |
| Труба ДУ50 | 60 | 8 | Зажим. |
| Прут D10 | 190 | 8 | Зажим. |
| Прут D10 | 55 | 8 | Зажим. |
| Прут D12 | 150 | 2 | Шарнир. |
| Гайка М10 комби | 8 | Зажим. | |
| Гайка М10 | 12 | Зажим. Крепление стола. | |
| Гайка М12 | 16 | Зажим. Шарнир. | |
| Шайба d12 | 12 | Шарнир. | |
| Болт М10×60 | 4 | Крепление стола. | |
| Лист 2500x1500x2 | 1 | Стол (дно ванны). | |
| Газовый лифт | 2 | Подъемная рама. |
По завершению основного объема работ, вакуумный стол устанавливают на станину (на специально предусмотренные опоры) и фиксируют по углам четырьмя болтами, как показано на рисунке, после этого переходят к мелким работам: установка и настройка зажимов, регулировка шарнира подъемной рамы, наклеивание уплотнителя.
Крепление вакуумного стола на станине.
Вакуумный стол в работе.
Металлоконструкция начинает приобретать очертания будущего термовакуумного пресса, но ей пока не хватает многих элементов: вакуумной системы, термомодуля, блока электроуправления, — о которых будет идти речь в следующих статьях.
Принцип действия вакуума
Чтобы понять принцип действия устройств с вакуумной фиксацией заготовок, необходимо разобраться с самим определением вакуума, его силой и возможностями использования.
По определению, вакуум – это пространство, свободное от вещества. В данном случае под вакуумом подразумевается технический термин характеризующий область разрежения, которая создается между вакуумным столом станка ЧПУ и установленной на нем заготовкой. Однако в действительности на заготовку воздействует не вакуум, а давление атмосферного воздуха, которое прижимает ее к поверхности стола.
В обычном состоянии атмосферный воздух давит на деталь со всех сторон. Если под одной из сторон детали с помощью вакуумного насоса откачать воздух, то атмосферное давление под ней уменьшится. По закону «Сила действия равна силе противодействия» внешнее давление атмосферного воздуха будет прижимать деталь к плоскости вакуумного стола до тех пор, пока сила сопротивления стола не сравняется с силой давления атмосферы.
На поверхности земли сила давления атмосферного воздуха составляет примерно 1 кг/см2. То есть, на плоскость детали со сторонами 10 на 10 см давит вес равный примерно 100 кг. Однако на самом деле сила прижима детали на вакуумном столе станка ЧПУ может существенно отличаться от расчетной силы.
В технических характеристиках вакуумных насосов есть такой показатель как предельное остаточное давление – максимальное значение вакуума, которое позволяет достигнуть конструкция данного агрегата. К тому же, из-за подсоса воздуха в магистралях подачи вакуума и фиксирующих элементах рабочего стола ЧПУ, сила вакуума может теряться. Поэтому фактическое воздействие атмосферного давления на деталь намного меньше.
Следует отметить, что сила вакуума может изменяться в зависимости от мощности вакуумного насоса, но она никогда не будет выше, чем сила атмосферного давления.
Что такое вакуумный стол для ЧПУ и зачем нужен?
Для эффективной работы на лазерных и фрезерных станках с компьютерным управлением с использованием плоских деталей больших размеров крайне необходим вакуумный стол. Такое оборудование имеет высокую стоимость и далеко не всегда отвечает запросам потребителя. Поэтому нередко обладатели станков с ЧПУ конструируют такие столы самостоятельно, с учетом индивидуальных потребностей и размеров заготовок, которые будут на нем обрабатываться.
Для того чтобы работа на станках с ЧПУ шла с высокой точностью, необходима поверхность, которая способна надежно зафиксировать обрабатываемые материалы. Вакуумный стол может выполнить эту функцию за счет сильного прижатия изделия к поверхности, предотвращая незапланированные оператором перемещения, и делая работу на станке более точной и соответствующей загруженному макету. Кроме того, стол обеспечивает нагрев до необходимой температуры. Такое оборудование более функционально, чем магнитный стол, который подходит лишь для обработки металлических заготовок.
Прижимная сила в таких устройствах создается за счет разницы давлений, которая возникает между разреженной средой (вакуумом), образующимся под деталью, и давлением атмосферного столба, который прижимает деталь к столу. В зависимости от того, насколько большую поверхность имеет такой стол, прижимная сила может быть равна до одного килограмма на 1 квадратный сантиметр поверхности.
ВАЖНО! Надежность фиксации материала к столу прямо пропорциональна его площади.
Вакуумные столы служат мощным подспорьем в работе на станках с ЧПУ, обеспечивая эффективную фиксацию материала во время обработки, не давая режущим инструментам сдвинуть деталь и исключая необходимость ее ручной фиксации струбцинами или саморезами.
Вакуумные столы эффективны при работе с материалами следующих типов:
- все типы пластика;
- композитные материалы;
- органическое стекло;
- древесина;
- металлы.
Использование удерживающих устройств этого типа позволяет обрабатывать максимально тонкие листы материала, не деформируя их при этом.
Достоинствами вакуумных столов являются:
- Снижение временных затрат на крепление заготовок (более чем на 70 %).
- Снижение риска деформации материала при обработке тонких листов.
- Возможность безвибрационного зажима гнущихся материалов.
- Возможна фиксация неметаллов, в отличие от столов магнитного типа.
- Высокие показатели прижимной силы.
Основные отличия профессионального оборудования от самодельного
У самодельного стола есть несколько определенных преимуществ:
- он дешевле заводского варианта;
- можно изготовить по индивидуальным размерам и под определенные функциональные особенности;
- прост в обслуживании, поскольку проще достать все нужные запчасти для ремонта.
При этом заводская модель имеет оригинальные детали и может прослужить дольше, чем самоделка. При этом для создания вакуумного стола своими руками требуются затраты сил и времени.
Вакуумный стол для фрезерного станка делает работу более удобной и фиксирует заготовку. Некоторые модели оборудования позволяют поворачивать заготовку под нужным углом. Если станок с ЧПУ не имеет в комплектации стола, то его можно сделать самостоятельно по имеющимся схемам и чертежам.
Необходимые материалы и инструменты
Чтобы изготовить вакуумный стол для фрезерного станка, необходимо найти все комплектующие. Для создания функционального оборудования понадобится:
- деревянный или металлический лист соответственного размера;
- металлопрофиль;
- вакуумный насос;
- нагревательный элемент;
- блок управления.
Из инструмента потребуется: дрель, отвертка, гаечные ключи, паяльник. Остальные инструменты используются опциально, при наличии.
Эффективность вакуумной системы станка ЧПУ
В сравнении с другими способами фиксации заготовок деталей на рабочих столах станков ЧПУ при производстве фасадов МДФ вакуумная система обладает следующими преимуществами:
- Легкость и быстрота монтажа. Оборудование матричного стола и позиционирование присосок происходит на порядок быстрее, чем при использовании любых других типов зажима;
- Легкость и быстрота смены обрабатываемых заготовок. Например, при использовании педали для включения-выключения подачи вакуума, время смены детали может достигать 10-15 секунд;
- Возможность обрабатывать широкоформатные заготовки и детали с необычной геометрией (при наличии хотя бы одной плоской поверхности на них);
- Беспрепятственный доступ инструмента к свободным от захвата сторонам заготовок;
- Бережливая блокировка хрупких и мягких материалов.
Есть у вакуумной системы фиксации деталей для обработки на станке ЧПУ свои минусы. Основной недостаток – это слабая сила зажима мелких деталей и пористых материалов. Возникает необходимость переключаться на использование других устройств фиксации заготовок, в том числе механических или работающих на сжатом воздухе высокого давления.
Другим существенным недостатком является необходимость постоянного поддержания чистоты на вакуумных элементах рабочего стола. С одной стороны это необходимо, чтобы исключить попадание опилок и стружки в вакуумную систему станка ЧПУ, а с другой, – чтобы обеспечить наиболее плотное прилегание заготовок к поверхности вакуумных зажимов.
Вакуум
Вакуумные системы варьируются от простых домашних установок с использованием Shop-Vacs(строительный пылесос) до коммерческих устройств, которые могут стоить больше, чем сам ЧПУ. Для большинства любителей и небольших производственных цехов Shop-Vac или базовый вакуумный двигатель более чем достаточно для систем вакуумных столов.
Вакуумный мотор
Цель состоит в том, чтобы создать как высокий вакуум, так и большой объем воздуха, поскольку это позволяет вашему столу поддерживать необходимый вакуум, несмотря на значительные утечки в системе. С небольшой площадью стола, приблизительно 50х50 сантиметров, типичный полноразмерный Shop-Vac отлично работает. Если вам нужна специальная система, вы можете купить вакуумные двигатели у промышленных поставщиков. Например https://www.shtray.ru/
Конструкция фрезерного стола
Именно за основу конструкции принято брать крепкий листовой материал. Это может быть:
- МДФ-плита;
- толстая фанера;
- щит из доски любой толщины.
К каждому типу стола подбирают материал, удобный для обработки. Но логично предположить, что сама рабочая часть (крышка) или же плоскость получает больше всего нагрузки. Поэтому она должна быть из металла. Нержавейка – это идеальный вариант.
Под установку ручного фрезера используют классический верстак или же собирают отдельную конструкцию. Последняя обязана быть максимально устойчивой, поскольку вибрация в процессе работы гарантирована.
Сам инструмент устанавливается снизу стола или верстака, поэтому предусматривают такое положение, чтобы снять, поставить обратно ручной фрезер было просто. Ведь именно стационарные фрезеры все чаще применяют для деревообработки не в промышленном масштабе. В теории ничего сложного: собирают стойку, монтируют электроинструмент (дрель, далеко не новый фрезер). Если постараться, то такая установка не уступит коммерческой версии, ведь мастер готовит приспособление для себя.
Решетчатый вакуумный стол
Производитель:
V&F(ВиФ)Решетчатый вакуумный стол предназначен для закрепления заготовок простой геометрической формы
| Модульность: | Да |
| Применение СОЖ: | Да |
| Обработка фольги: | Нет |
| Возможность сквозной обработки: | Нет |
| Изготовление нестандартных размеров: | Да |
| Размеры, мм: | 200х300…600х900 |
| Вес, кг: | от ~7 до ~ 40 |
Решетчатый вакуумный стол
Одним из самых привычных вакуумных зажимных приспособлений со времен закрепления вакуумом, когда-либо открытых, является решетчатый вакуумный стол. Данный тип зажимного приспособления используется для закрепления заготовок простой геометрической формы. Рабочая поверхность стола выполнена в виде решетки с канавками. Канавки служат для укладки уплотнительного вакуумного шнура по периметру обрабатываемой детали, образуя замкнутый контур. На выложенный контур выкладывается заготовка и базируется по упорам на торцах вакуумного стола. При подаче вакуума заготовка плотно прижимается к поверхности стола.
Принцип работы вакуумного стола вы можете узнать в разделе СТАТЬИ.
Скачать каталог:
Вакуумные столы и системы вакуумного закрепления ВиФ_VF.pdf
| Размеры | |||||
| Артикул | Наименование | а, мм | в, мм | с, мм | Масса, кг |
| ВСА-101-2030 | Решетчатый вакуумный стол | 200 | 300 | 32,5 | 7 |
| ВСА-101-2040 | Решетчатый вакуумный стол | 200 | 400 | 32,5 | 9,5 |
| ВСА-101-3030 | Решетчатый вакуумный стол | 300 | 300 | 32,5 | 10 |
| ВСА-101-3040 | Решетчатый вакуумный стол | 300 | 400 | 32,5 | 12 |
| ВСА-101-3050 | Решетчатый вакуумный стол | 300 | 500 | 32,5 | 15 |
| ВСА-101-4040 | Решетчатый вакуумный стол | 400 | 400 | 32,5 | 18 |
| ВСА-101-4060 | Решетчатый вакуумный стол | 400 | 600 | 32,5 | 25 |
| ВСА-101-6090 | Решетчатый вакуумный стол | 600 | 900 | 32,5 | 36 |
| ВСА-111-2030 | Модульный решетчатый вакуумный стол | 200 | 300 | 32,5 | 7 |
| ВСА-111-2040 | Модульный решетчатый вакуумный стол | 200 | 400 | 32,5 | 9,5 |
| ВСА-111-3030 | Модульный решетчатый вакуумный стол | 300 | 300 | 32,5 | 10 |
| ВСА-111-3040 | Модульный решетчатый вакуумный стол | 300 | 400 | 32,5 | 12 |
| ВСА-111-3050 | Модульный решетчатый вакуумный стол | 300 | 500 | 32,5 | 15 |
| ВСА-111-4040 | Модульный решетчатый вакуумный стол | 400 | 400 | 32,5 | 18 |
| ВСА-111-4060 | Модульный решетчатый вакуумный стол | 400 | 600 | 32,5 | 25 |
Принцип работы и конструкции вакуумных столов
Принцип работы вакуумного стола для станка состоит в откачивании воздуха из пространства, образованного его рабочими камерами и заготовкой. Он играет роль своеобразной присоски.
Будущая деталь удерживается в стационарном положении за счет разницы между атмосферным давлением и давлением внутри рабочих камер.
Существует несколько разновидностей вакуумных столов для станков с ЧПУ:
- Решетчатые. Рабочие камеры образованы продольными и поперечными канавками, которые образуют замкнутый контур. Для фиксации заготовок, не перекрывающих «поле» используется О-образный уплотнитель. Он укладывается в канавки по контуру зоны зажимания.
- Желобковые (шлицевые). Имеют только продольные канавки. Используются для изготовления мелких деталей с невысокими тангенциальными усилиями при обработке, например, сверления и фрезерования печатных плат, электронных компонентов, гравировки. Требуют применения предварительно подготовленных промежуточных матов, «запирающих» рабочую зону.
- Пористые. Металлические вставки с микропористой структурой равномерно распределяют усилие прижатия по всей плоскости заготовки. На таких столах обрабатывают тонкие материалы вплоть до фольги.
- VAC-MAT. Рабочая поверхность разделена на множество вакуумных камер, что позволяет выполнять сквозное сверление, фрезерование окон и обход по контуру. Вставки VAC-MAT являются расходным материалом и заменяются по мере износа.
- FLIP-POD. Система состоит из отдельных присосок с высоким разрежением и рассчитана на крепление массивных заготовок с шероховатой поверхностью.
Пройти тест
Решетчатые вакуумные столы в модульном исполнении
Принцип модульности позволяет соединять несколько вакуумных столов. Подача вакуума к каждому столу поддерживается благодаря соединительным штуцерам.
| Опции (решетка) | Применение |
| Возможность работы при использовании СОЖ | + |
| Возможность сквозной обработки | — |
| Модульность | + |
| Обработка фольги | — |
| Изготовление нестандартных размеров | + |
Расчет усилия на сдвиг и отрыв заготовки от вакуумного стола
цена: по запросу
x
скачать страницув PDF формате Распечататьстраницу
О компанииДилерамПартнерыСтатьиКонтактыДемонстрация
Shtray, 2000-2020
Главная | Фрезерные станки | Обрабатывающие центры | Маркировка | Фрезерно-гравировальные станки Токарные станки с ЧПУ | Вакуумная оснастка | Измерительный инструмент | Карта сайта
117437, Москва, ул. Островитянова, д. 13 Схема проезда
Главные детали фрезерного стола
Подразумеваем тот набор элементов, из которых не трудно собрать установку своими силами:
- Алюминиевые направляющие.
- Стальная пластина для рабочей площади. Она же монтажная пластина. Ей крепят фрезер.
- Лист фанеры.
- Для основы МДФ-панель.
На такого рода столах желательно ставить кнопки, необходимые для включения и быстрой остановки (аварийку). Верхние прижимные устройства включают в план сборки на случай работы с крупными деталями.
Тип стола
Их всего три. Фрезерные столы бывают:
- Агрегатными. Есть возможность для расширения пильной плоскости.
- Портативными. Небольшие размеры, удобный для переноски вес.
- Стационарными. Весомая конструкция, переместить своими силами очень тяжело.
Материал крышки
- Основа, крышка или рабочая плоскость обязательно обклеивается пластиком (если речь идет об МДФ-панели). Но такой столик может пропитаться влагой, от этого пострадает качество обработки фрезером, плюс пазы в разбухшей панели теряют нормальную подвижность.
- Фенольный пластик. Оптимально для станка, но дороже МДФ-панели.
- Сталь. Алюминиевый, нержавеющий или прокатный лист. Иногда ставят и чугунное литье. Но вопрос коррозии решают при помощи краски.
Паз для упора
Это как раз выемка для подвижного продольного упора или встраиваемой каретки. Паз – это идеальный элемент конструкции стола, за счет него используют дополнительные приспособления. Аналог паза – это подвижные салазки. Они перпендикулярны продольному упору, плюс еще и подвижны.
Фиксация фрезера
Ручной инструмент устанавливается на жесткой пластине из стали, нержавейки, алюминия, текстолита и т.д. Сама пластина монтируется с выборкой, чтобы ее можно было утопить в уровень с крышкой.
Продольный упор
Закрепляется на столе. Его назначение в правильной подаче заготовки. Продольные упоры бывают неподвижными. Это удобно для обработки однотипного материала.
Раздвижные упоры идеальны для фрезерования разных элементов по габаритам. Именно от продольного упора, его устойчивости и гладкости зависит качество работы всего станка.
Особенности выбора конструкции фрезера
Возможности современного оборудования с ЧПУ огромны. Но, ни один станок не является универсальным. Каждая модель имеет свои особенности и предпочтительную область применения. Перед выбором конкретной конструкции, следует четко определить, для чего будет использоваться станок. Попытка совместить все в одном, приведет к большим материальным и физическим затратам, без гарантии результата.
Сегодня выделяют два направления конструирования настольных фрезеров. Первое, самое простое, ориентировано на обработку дерева, пластмассы и других мягких заготовок. Такие станки не предъявляют высоких требований к конструкционным материалам, отличаются простотой и низкой стоимостью. Они доступны для самостоятельного изготовления, без применения дополнительного оборудования. Металлические изделия на таких устройствах обычно не фрезеруются. В редких случаях точатся только мягкие цветные металлы с небольшой подачей.
Второе направление фрезеров ориентировано работу с металлическими заготовками. Эти станки обладают значительной массой и состоят из деталей, выполнить которые можно только с использованием серьезного станочного парка.
Вторым по важности, параметром станка выступают размеры обрабатываемых деталей. Новичкам сразу хочется крупногабаритное поле, на котором они смогут делать все, что захотят
Но чем больше станок, тем больше технических проблем придется решать при его конструировании. Да и стоимость его будет не самой оптимальной. Если нет конкретных задач для большого станка, то рекомендуется в первом проекте ограничиться полем обработки размером в стандартный бумажный лист А4. Максимум можно выбрать А3.
Комплектующие элементы вакуумных систем
Подбор вакуумной системы заключается в выборе или проектировании зажимного устройства (платы) вышеописанных типов, в соответствии с техническим заданием; правильным выбором вакуумного насоса или модульного устройства и остальных элементов, обеспечивающих надежный подвод низкого давления от насоса к плате.
ООО «ПТЦ «ВЕКТОР» является официальным представителем ведущего мирового производителя подобных систем вакуумного закрепления компании HORST WITTE GERÄTEBAU (Германия). Наши специалисты обладают значительным опытом, накопленным за время внедрения этих систем на предприятиях России. Мы готовы ответить на любые вопросы и оказать квалифицированную помощь в решении сложных технологических вопросов.
ТЕХНОЛОГИЯ ЗАКРЕПЛЕНИЯ ХОЛОДОМ
Технология закрепления заготовок холодом — инновационный подход для решения сложных задач по фиксации заготовок без механического воздействия:
- хрупкие заготовки (керамика, пластик, стекло, полимерные материалы и т.п.);
- мелкие заготовки из любых материалов;
- ячеистые материалы из алюминия и стекловолокна, применяемые в авиастроении.
Закрепление производится на замораживающей плате, на рабочую поверхность которой предварительно распылен тонкий слой воды или нанесен специальный гель. Во время процесса закрепления происходит замораживание водного слоя и образуется тонкая ледяная пленка, которая прочно удерживает заготовку на рабочей поверхности платы. При этом заготовка не испытывает механических нагрузок и не деформируется. Для снятия заготовки достаточно перевести приспособление на режим нагрева рабочей поверхности.
Данная технология успешно используется при механической обработке на фрезерном, токарном и гравировальном оборудовании. Для всех устройств существует одно ограничение, — при использовании запрещена подача СОЖ в зону обработки. Компанией HORST WITTE разработаны два типа систем закрепления холодом:
Системы AFP (Air Freeze Platte)
Охлаждение рабочей поверхности платы происходит за счет термодинамического процесса, протекающего внутри платы при подводе давления в 6 атм. При этом не требуется дополнительных охлаждающих станций. Система состоит из замораживающего устройства и полимерной трубки. Размер рабочего поля устройства составляет от 100х140 мм до 140х150 мм. Диапазон температуры в режимах охлаждения/нагрева -10/+10˚С. Для удобства смены заготовок, охлаждающих пластин в комплекте одного устройства может быть несколько. Они легко заменяются на приспособлении.
Системы ICE-VICE
Охлаждение рабочей поверхности платы происходит за счет антифриза, циркулирующего между платой и охладительной установкой. Для одной системы с охлаждающей установкой возможно использование 1-2 замораживающих плат с рабочим полем от 125х150 мм до 500х500 мм. Диапазон температуры в режимах охлаждения/нагрева -35/+35˚С. Автоматика охлаждающего устройства контролирует и поддерживает заданные температурные режимы.
Описание систем закрепления холодом можно увидеть на страницах каталога «Технология вакуумного закрепления».
Этапы изготовления
После приобретения всех необходимых материалов и инструментов, можно перейти к самостоятельной сборке стола.
Изготовление рабочей поверхности и короба
В начале изготовления вакуумного стола для ЧПУ своими руками нужно создать рабочую поверхность. Для этого берется заранее заготовленный лист материала. В нем аккуратно, в шахматном порядке при помощи дрели или шуруповерта высверливаются дырки. Позже с тыльной части поверхность будет примыкать к вакуумному насосу, служащему для надежного закрепления изделий. Для повышения надежности конструкции устанавливаются перегородки. Они не дают столу деформироваться в процессе эксплуатации.
Коробка
Наиболее значимой здесь является высота, так как стол конструируется под станок с числовым программным управлением. Из металлических и деревянных частей собирается устойчивая конструкция для закрепления рабочей поверхности. Поверхность над рабочей зоной будет исполнять роль держателя для нагревательного элемента. Желательно, чтобы короб был разборным: это облегчит, дальнейшую работу, наладку оборудования или транспортировку стола в дальнейшем.
Рабочий стол должен быть максимально устойчивым и надежным. Поэтому в конструкции желательно избегать недолговечных или подвижных соединений. Для облегчения перестановок инструмента можно использовать ножки регулируемой высоты. Это позволит работать на неровной поверхности, обеспечивая устойчивость.
Нагревательный элемент
Вакуумная формовка пластика также требует наличия специального стола. При работе на изделие действует вакуумное поле и нагревательный элемент, разогревающий пластик до необходимой температуры. Для этого над столом устанавливается нагревательная панель. В качестве нагревательного элемента лучше всего зарекомендовала себя нихромовая нить. Однако из-за дороговизны материала, а также сложности с поиском его в свободной продаже при самостоятельном изготовлении обычно используются галогеновые лампы.
В качестве заготовки берется лист металла. В нем также высверливаются отверстия для ламп, после чего следует закрепление нагревательных элементов и монтаж электрической части. Все лампы требуется соединить параллельно. При более сложной конструкции электрическая часть выводится на контроллер или отдельные выключатели для нагрева определенных частей рабочей зоны. Соединение происходит при помощи пайки и медных проводов. Для сокращения проводки, более приятного вида, удобства работы и большей надежности проводки рекомендуется использовать печатную плату или несколько небольших плат. Конструкция световой панели также должна быть разборной для обслуживания.
Вакуумный насос
Самый важный элемент оборудования. Служит для создания вакуума и надежной фиксации детали. Лучше всего использовать специализированный генератор вакуума с манометром. При отсутствии специализированного вакуумного насоса подойдут несколько вакуумных вентиляторов. Возможна замена промышленными вакуумными пылесосами, однако на практике их эффективность ниже.
При подключении важно максимально снизить приток воздуха, то есть произвести изоляцию от входа до рабочей поверхности. Манометр нужен для измерения результатов: слишком сильный вакуум может повредить деталь, рабочую поверхность или оборудование
При более сложной конструкции столов регуляторы нагревательной части и манометр устанавливается в блок управления.
Блок управления
Электронная часть вакуумного стола нужна для эффективной регулировки нагрева рабочей зоны и создания более стабильной фиксации деталей. Вариантов реализации блока управления много, самую большую роль здесь играет фрезерный станок и числовое программное управление, установленное в рабочее оборудование. Наиболее оптимальный выбирается исходя из задач, бюджета, доступности конкретных элементов. Для оптимальной работы требуется микроконтроллер с дисплеем и по одному реле на каждый блок управления.
Для комфортной работы используются датчики температуры и давления. При минимальной комплектации требуется по одному датчику и 2 реле: одно для включения/выключения насоса, другое – для контроля нагревательной панели. Для разграничения рабочей области, использования зажима и нагрева только для части стола необходимо использовать большее количество реле и соответственно более производительный контроллер. Установка надежного блока управления сделает работу более комфортной, позволит не отвлекаться на показатели манометра.
Как сделать вакуумный стол для фрезерного станка своими руками?
Часто станки с ЧПУ (числовое программное управление) продаются вместе с вакуумным столом. Он предназначен для крепления листовых деталей с последующей их обработкой. Как правило, обработка подобных заготовок носит криволинейный характер.
При этом детали могут быть изготовлены из самых разных материалов – ДСП, шпон, фанера. Чаще всего вакуумные столы применяют к фрезерным станкам, на которых обрабатывают цельные листы (например, при изготовлении мебели).
Как выглядит вакуумный стол?
Данное приспособление представляет собой поверхность для обработки с разделенным на сектора покрытием. По площади устройства равномерно распределены специальные присоски и канавки, которые крепят заготовку в необходимом положении. Чем больше площадь вакуумного стола, тем он функциональнее и дороже.
Обрабатываемые детали фиксируются благодаря специальному вакуумному насосу. Именно он отвечает за надежное крепление заготовки к поверхности стола. Благодаря такому изобретению стала возможной криволинейная обработка листовых деталей с большими размерами.
Примечательно, что вакуумные пылесосы применяют предпочтительно для обработки деревянных заготовок. Если есть необходимость выполнить похожие работы с металлом, то в этих целях используют магнитные столы.
Стоит отметить, что в зависимости от размеров и функциональных способностей, цена на вакуумные столы может существенно колебаться. В то же время даже наиболее дешевый заводской вакуумный стол обойдется покупателю минимум в 150-170 долларов.
Также можно приобрести подержанный аппарат, но качество такого стола будет всегда под вопросом. Именно из-за перечисленных выше факторов многие умельцы создают вакуумные столы в домашних условиях.
Вакуумный фиксатор для формовки пластика
Сделать подобное приспособление в домашних условиях можно, но занятие это не из легких. Нужно понимать специфику работы устройства и принципы его строения. Для формирования вакуумного стола подойдет любой устойчивый листовой материал, например, МДФ. Создаем контуры стола по типу коробки и на фронтальной стороне панели высверливаем дырки при помощи обыкновенной дрели.
К этой же коробке приделываем специальные ножки и устанавливаем перегородки с отверстиями диаметром от 7 до 8 сантиметров. Все это мы делаем, чтобы добавить нашему столу устойчивости и предотвратить его деформацию во время использования.
В качестве нагревателя часто используют проволоку не хромового типа. Такой подход влечет за собой довольно высокие затраты, к тому же подходящий материал найти довольно трудно. Как альтернативу можно использовать лампы галогенового типа. Лучше пожертвовать уровнем тепла, но получить доступные и эффективные нагреватели для самодельного вакуумного стола.
Патроны галогеновых ламп следует установить в предварительно просверленные пазы в металлическом листе.
Из печатных плат делаем дорожки для проводки тока, устанавливаем их на основу и только тогда спаиваем. В противном случае придется потратить большое количество времени на пайку дорожек.
Панель с лампочками должна находиться в коробе с крышкой, которая позволит осуществлять обслуживание устройства.
Такой подход к созданию источника тепла позволяет нагревать всю площадь, а при необходимости только отдельные участки. Но чтобы сделать такой «умный» аппарат, надо больше внимания уделять подключению ламп.
Ключевые элементы управления вакуумным столом:
- Симметричный тиристор с параметрами работы от 20А и 240В. Его функция – регулировать процесс нагрева и координировать работу вентилятора.
- Фронтовая панель с жидкокристаллическим дисплеем. Интерфейс стола должен отображать состояние каждого нагревательного ряда. На панели также находится ключ активации устройства и кнопка его аварийного отключения.
- Плата с электромеханическими реле (6 штук). 5 реле активируют линии нагревателей, а шестая – вентилятор.
- Индикатор температуры стола.
- Плата нейтрального реле. В ее состав входят электромеханические реле (7 штук). Их функция – подключать линии нагревателей к нейтральному кабелю.
- Микроконтроллер с платой (АТmega644). Именно к этому устройству подключается температурный датчик, индикатор давления, дисплей, переключатель режимов, плата реле.
- Узел контроля над переменным током. Его функция – сопоставлять сигнал микроконтроллера, симметрического тиристора и линий с переменным током.
Монтаж опор для нагревателей осуществляется на короб, который был подготовлен предварительно. После этого устанавливаем панель нагревателей. Необходимо также установить и специальную рамку для пластика. Вставляем ее в опоры на специальных подшипниках. Для лучшей фиксации рамки по периметру стола следует использовать изоляционную ленту.
Ключевой элемент вакуумного стола – вентилятор, надо крепить к нижней стороне короба. Стоит отметить, что источник вакуума можно монтировать посредством дополнительной пластины и прокладок неопренового типа.
После окончательного создания всех ключевых элементов вакуумного стола можно приступать к его монтажу. Перед тестированием следует проверить качество всех соединений, бесперебойность и безопасность работы электрооборудования станка и стола.
Подобный тип стола, только без нагревательных ламп подойдет и для фрезерного станка. Таким образом, мы описали для вас самостоятельную разработку и монтаж наиболее сложного типа вакуумных столов, предназначенного для обработки пластика. Для работы с металлом или деревом достаточно правильно сделать только нижнюю часть этого устройства.
Вместо вентилятора, как источник вакуума можно использовать мощный насос. В том месте, где у стола для пластика находятся нагревающие элементы, у вас должен быть фрезерный станок.
: вакуумный стол.
Важные нюансы
- В качестве источника вакуума можно использовать специальный генератор вакуума. Он выглядит как маленькая коробочка с отверстием для выхода воздуха и для входа вакуума. Также для устройств такого типа должен устанавливаться индикатор для измерения показателей вакуума.
- Эжектор и уровень его производительности зависит от скорости и объемов воздуха, которые пролетают мимо него. Именно поэтому, он мало в чем выигрывает по сравнению с обычным вакуумным насосом. Ведь для создания качественного вакуума следует использовать и качественный компрессор. Дело в том, что для крепления большой детали по всей площади стола хватит и довольно слабого компрессора, но для фиксации небольшой пластинки, надо использовать более мощный агрегат.
- Обычный промышленный пылесос слабо подходит для создания вакуумных фиксаторов, поскольку не слишком приспособлен для работы с полностью закрытым шлангом. Именно поэтому рекомендуется применять специальный вакуумный насос.
Системы упоров станка ЧПУ
Неотъемлемой частью любого рабочего стола станка ЧПУ или обрабатывающего центра ЧПУ является система упоров. Как правило, упоры размещаются спереди и сбоку рабочего стола, образуя перпендикулярные линии упоров, пересечение которых указывает на нулевую точку начала координат осей станка X и Y. В стандартной комплектации на станках ЧПУ устанавливаются пневматические цилиндрические упоры. По команде с пульта управления или при нажатии педали упоры поднимаются для позиционирования заготовки детали. После того как заготовка блокируется зажимными элементами, подается дополнительная команда для опускания упоров, или они убираются автоматически после запуска программы обработки.
В более совершенном варианте линии упоров могут располагаться по всем четырем сторонам и средней линии рабочего стола. В таком случае рабочая область станка ЧПУ может быть разбита на 3-6 зон блокировки, в которых можно зафиксировать несколько деталей одновременно и обрабатывать их по одной программе.
Отличие заводского оборудования от индивидуального
Создание рабочего оборудования позволяет адаптировать инструмент под индивидуальные нужды. Самостоятельно сконструированные вакуумные столы можно подогнать под необходимые размеры и включить в него все функции начиная от фрезерной обработки заканчивая формовочными работами. Основными преимуществами такого стола являются:
- экономия средств;
- индивидуальные размеры и функциональные особенности;
- простота в обслуживании ввиду доступности запчастей.
Основными недостатками являются большая затрата времени и сил, менее высокая надежность по сравнению с заводскими аналогами и отсутствие гарантийного обслуживания.
https://youtube.com/watch?v=NtEWNCyI64Q
Этапы изготовления стола
Перед началом покупки материала, определяются с местом в мастерской для будущей установки. Когда будущая конструкция будет использоваться изредка, то выбирают именно портативные столы. Но если в столярной мастерской много места, то широкий фрезерный стол, удобный для обработки досок или панелей в 2 метра – это производительно.
Изготовление станины и столешницы
Под станиной подразумевают каркас с опорой, но который и ставится сама столешница. Станину принято собирать из того, что не жалко. Особых предпочтений нет. Нужно добиться жесткости и устойчивости.
Перед сборкой каркаса желательно позаботиться об удобстве оператора. Обычно нижняя часть станины углубляется на 10-20 см от самой крышки. Так комфортнее, а поэтому безопаснее.
Если изучить чертежи и особенности конструкции, то не трудно под старый фрезер подогнать удобный столярный верстак. Помним, что от работы станка идет вибрация, поэтому рассматриваем такой вариант в том случае, если верстак стоит крепко.
Принято же именно для самоделок применять надежный, устойчивый, неподвижный каркас, и именно его желательно варить из профиля, так как вся нагрузка передается в основание. Подходит:
- Стальная труба.
- Уголок (обрезки).
- Швеллер.
Уже потом деревянный брус и ДСП.
Недорого собрать фрезерный стол для периодического использования из профильной трубы 25х25 или 40х20. При помощи УШМ разрезают профиль на 4 ножки, прямоугольник (раму) и нижние связующие части. Все это строго по размерам.
Затем профиль сваривают в каркас, дополняя конструкцию трубой. Последняя необходима для параллельного упора. 4-6 ножек обязательно нужно обрамить профилем, либо уголком. Но это после установки самой крышки стола. Плюс металлический каркас дает возможность заранее приварить ограничитель для электрооборудования.
Область применения
Фрезерные станки применяются для сложной обработки деталей по трем координатам. Среди простейших видов фрезеровки: процесс гравировки и вырезание деталей из листовых материалов. Исходное сырье – фанера, текстолит, пластмасса. Результатом становятся плоские детали, которые в дальнейшем собираются в какие-то конструкции. Это могут быть коробки, шкатулки, корпуса электроаппаратуры, каркасы объемных изделий. Используется двумерная обработка и при создании художественных изделий.
Более сложный вид обработки – объемная или трехмерная. Из массивных заготовок она позволяет вырезать изделия со сложной поверхностью. Например, резьба по дереву, выполненная на станке, зачастую превосходит рукотворные изделия. Установка на станке дополнительной поворотной оси еще больше расширяет его возможности. Четырехосевое точение позволяет выполнять цилиндрические детали или трехмерные изделия с высокой сложностью рельефа. Примером могут ступать скульптуры или изогнутые мебельные фасады. Возможно создание станков и с еще большим числом степеней свободы, но сегодня это остается уделом профессионалов.
Кроме классического фрезерования, фрезер с ЧПУ может использоваться для выполнения других типов работ. Вместо фрезерной головки легко монтируются плоттерные ножи, лазеры или экструдеры 3D принтеров. В некоторых случаях устанавливается плазмотроны для резки металла. Все эти инструменты не изменяют конструкцию оборудования и методы управления.
Советы по использованию
Собрав конструкцию, стоит выполнить регулировку высоты в соответствии с ростом человека, который будет чаще всего пользоваться таким столом. Если их будет несколько, регулировка должна выполняться перед каждым началом занятий. Кроме того, существует целый ряд требований техники безопасности, позволяющих снизить вероятность травмы при выполнении упражнений:
- Нельзя использовать стол человеку, рост которого превышает рекомендованное значение для выбранных размеров тренажера. Из-за этого риск травматизма заметно повысится.
- Начиная заниматься, не стоит устанавливать угол наклона больше 10 градусов. Большие значения для неподготовленных людей могут оказаться слишком опасными. Вставая со стола, можно столкнуться с сильным головокружением и даже головной болью.
- Упражнения должны выполняться медленно и аккуратно. Это касается даже тех, кто давно занимается на инверсионных столах. Неверные движения могут ухудшить состояние человека и даже повредить спину, усугубив течение заболевания, которое лечат с помощью тренажера.
Стоит познакомиться и с рядом противопоказаний для использования столов. Не рекомендованы и даже опасны такие приспособления для людей, которые страдают от серьезной гипертонии (2-я стадия и выше), глаукомы, аритмии или аневризмы. Нежелательно использование тренажеров при наличии патологий соединительной ткани, ишемической болезни, деменции, суставного импланта или беременности.
Не использовать стол человеку, рост которого превышает рекомендованное значение
Для начинающих не устанавливать угол наклона больше 10 градусов
Выполнять упражнения медленно и аккуратно
голоса
Рейтинг статьи