Один из лучших сварочных аппаратов отечественного производства – Торус 250. Его отличительной особенностью стали уникальные параметры, которыми не обладают зарубежные аналоги и в России. Основу для производства профессиональных сварочных инверторов Торус 250 заложили российские ученые и инженеры – основоположники дуговой сварки. Приоритет страны на изобретение электродуговой сварки с использованием металлического электрода закрепил отечественный патент 1981 года и полученные в Англии, Франции, Германии, Австрии, Бельгии, Швеции, Италии, США.
Виды и особенности сварочных аппаратов Торус 250
Сварочный аппарат Торус 250 является профессиональным оборудованием, выпускается 2-мя разновидностями – ЭКСТРА и ЭКСТРА (НАКС). Запитывается от сети 220 V. Им можно работать на производстве и в домашних условиях, подключаясь к электросети через домашнюю розетку. Он работает также от электросети с просадками до 165 V и от бензогенератора.
Возможна длительная непрерывная сварка электродами 5-6 мм диаметра. Мощности Торус 250 хватает для удаленной сварки. Максимальная допустимая протяженность соединенных сварочных проводов 100 м.
Почему ломаются сварки?
В предыдущем посте меня попросили рассказать про типовые неисправности сварочных инверторов РЕСАНТА, но я решил что лучше все таки рассказать почему сварки вообще ломаются а потом уже дополнить пост типовыми неисправностями.
Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:
1. Причина. Попадание через систему охлаждения в сварку пыли, металлическая стружки, окалины, снега
. Вся эта адова смесь очень хорошо проводит ток, что в последствии вызывает пробой между дорожек, между ножек IGBT, на выводах конденсаторов. На эту тему даже есть пост(https://pikabu.ru/story/remont_resantyi_250_pn_bumbarabum_60. ).
Поэтому хотя бы раз в год продувайте от пыли аппараты.
2. Причина. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора.
В общем все что вызывает просадку питающего напряжения. Из-за просадок растет ток в первичной цепи. Сварка то у нас ММА и что бы выдать к примеру 100А на выходе он при питающем 220В берет 15А, а вот когда у нас сеть просажена до 120в то из сети уже вместо 15А будет брать все 25А. Вся эта нагрузка возлагается на IGBT транзисторы что в свою очередь просто вышибает нафиг.
Поэтому проверяйте просадку напряжения в сети во время работы сварочного инвертора.
Устройство сварочных аппаратов Торус 250
В инверторах сварки, а таковым является Торус 250, переменный ток преобразовывается в постоянный. При сдвиге напряжения появляется возможность увеличивать силу и частоту тока. В версии 250 аппарата Торус электрическая схема преобразований модернизирована и дополнена электроникой. Для управления процессом сварки в нем, как в компьютере, используется электронная плата.
«Важно» Принципиальная разница между инверторными устройствами и трансформаторными сказывается на электропотреблении. Сварочные инверторы потребляются в 2 раза меньше электроэнергии. Еще их сварочной дугой обеспечиваются стабильные розжиг и горение при сварке.
Свежие записи
Заказчик оказался сознательным пользователем, что в конечном счете сэкономило ему не мало денег и ускорило процесс ремонта. Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра. Схемы аппаратов Сварис Сварочный аппарат Сварис характеризуется простотой в применении и невысокой стоимостью. При кузнечном или прочем ремонте используется точечная сварка. Забираем Оформляете забор техники в любой точке Москвы и области, либо привозите самостоятельно в наши сервисные , «Щелковская» , «Ленинский» , «Рязанский» , «Люберцы».
Далее проводим вторичный осмотр и делаем вывод, что данный аппарат уронили! Конденсатор был заменен, инвертор заработал.
Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм.
Это напряжение питает мощный выходной каскад 2.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку. *В ремонте!* Инвертор «ТОРУС» (Финал)
Технические характеристики
| Модификация Торус 250 | ЭКСТРА | ЭКСТРА (НАКС) |
| Питающая электросеть (В) | 165-242, 50 Гц | 165-242, 50 Гц |
| Напряжение холостого хода (В) | 65 | 65 |
| Максимальная потребляемая мощность (кВт) | 8.2 | 8.2 |
| Назначение | ручная дуговая сварка (MMA) аргонодуговая сварка (TIG) | MMA и TIG |
| Диапазон сварочного тока (А) | 40-250 | 40-250 |
| Диаметр электродов (мм) | 2020-06-02 00:00:00 | 2020-06-02 00:00:00 |
| Процент времени работы, ПВ при 25 °С | 100 % при 225 А 60 % при 250 А | 100 % при 225 А 60 % при 250 А |
| Индикация сварочного тока | есть | есть |
| Вес | 5,7 кг | 5,7 кг |
| Габаритные размеры (мм) | 125*190*330 | 125*190*330 |
«Важно» Мощности модели Экстра достаточно для проведения сварочных бытовых работ электродами диаметром до 3 мм с подключением к электросети через обычную розетку.
ТОРУС-250 модификации НАКС рекомендуется когда сварка профессиональная, работы ведутся всю рабочую смену, важен запас мощности, а оборудование требуется мобильное и не тяжелое.
Пеимущества и недостатки
Сначала о преимуществах.
- Широкая область применения
Инвертор ЭКСТРА используется для дуговой сварки с применением штучных электродов из легированного стального сплава, нержавеющего, низкоуглеродистого. Он подходит для эксплуатации во всех отраслях промышленного производства, в ЖКХ и сельском хозяйстве, ремонтном автосервисе, строительстве, быту. Аппарат отличает малый вес и компактная форма – важные характеристики для сварщика, которому приходится во время работы часто переходить с места на место. Подходит для сварочных наружных и внутренних работ.
- Качественный сварной шов и удобство работы
Если говорить о качестве шва, скорости и удобстве работы как о положительных характеристиках, то это все относится к инверторам модификации ЭКСТРА. Компактный агрегат можно размещать вблизи от свариваемых деталей, избегая использования длинных проводов. При необходимости провода наращивают до 100-метровой длины.
- Работа от альтернативного источника
Запитывание оборудования от бензогенератора стало весомым преимуществом для жителей сельской местности c нестабильной подачей электроэнергии. На работу от бензогенератора можно переходить и при коротком замыкании, не дожидаясь устранения неполадок в электросети.
- Экономичность
Сочетание высокого КПД с небольшим потреблением электроэнергии очень привлекательно, когда важно снизить траты на энергоноситель.
- Высокая надежность
Все аппараты собраны из компонентов ведущих мировых производителей. Изготовленное оборудование проходит многоэтапную проверку, поэтому производитель уверен в его качестве и дает 3-хлетнюю гарантию.
Теперь о недостатках. Основным недостатком инверторного оборудования ЭКСТРА – высокая цена. Еще нужно самим позаботиться об проводах для проведении сварки на удалении от источника электроэнергии – они не входят в комплект. Но этот минус спорный – они ведь нужны не всем пользователям. А для тех, кто не пользуется удаленной сваркой, это даже плюс – не надо платить за то, чем не пользуешься.
«Вывод» К пользовательским характеристикам агрегата недостатки не имеют никакого отношения.
Рекомендации по ремонту сварочного аппарата “ТОРУС-200”.Предисловие.
Как я понял из рекламы в Интернете, “Торус” выпускается несколькими производителями. Первый такой аппарат мне попался под названием “Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Внешне аппарат выглядит вполне цивильно, но когда заглянешь внутрь, невольно закрадывается догадка о его полукустарном производстве. Монтаж выполнен весьма неаккуратно, вместо саморезов используются обычные шурупы, отверстия плохо совпадают. К тому же лаковая изоляция, которая для таких устройств должна быть идеальной, выполнена крайне слабо, либо вовсе не выполнена.
Маркировка полупроводниковых компонентов уничтожена (спилена или залита толстым слоем непрозрачной смолы) и схемы, естественно, не было, поэтому пришлось срисовывать схему с нерабочего аппарата и “расшифровывать” её опираясь на собственные знания схемотехники и элементной базы современной силовой электроники. Схема может содержать ошибки, но мелкие и непринципиальные.
Я предполагаю, что эта схема подойдёт и для младших моделей “Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты. Конечно, это не всё, но остальное непринципиально. *** Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать.
Из приборов необходим осциллограф и стрелочный авометр. Паять желательно электропаяльником — паяльная лампа не приветствуется.
Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно “Торус” состоит из следующих модулей:
- Модуль входного выпрямителя
- Модуль выходного выпрямителя..
- Плата управления ключами.
- Корпус с вентилятором.
Рассмотрим всё по порядку.
Модуль входного выпрямителя.
Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей.
Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что
все измерения следует проводить на выключенном из сети аппарате.
Измеряем сопротивление между стоком и истоком.
Для тех, кто не знает цоколёвки транзистораIRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток
. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на “открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов.
В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль Выходного выпрямителя.
Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор.
Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом.
Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов.
Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись.
Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы “мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема “мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
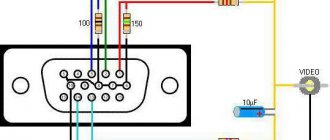
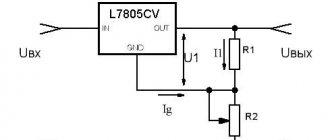
Схема “мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора. Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то “умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально “перепаханные” “умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки “умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
*** В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Апрель 2009г. В.А. Третьяков
Принцип работы сварочных аппаратов Торус 250
Инверторы Topyc 250, как и вся линейка Торус, просты в эксплуатации. В них для регулировки силы тока есть специальная ручка. Для оповещения пользователя, включено оборудование или нет, используется световой индикатор – красным цветом сварщик информируется, что прибор выключен или перегрелся. Зеленым цветом сообщается, что агрегат работоспособен.
Убедившись, что аппарат выключен, к нему подсоединяют кабели, рабочие детали заземляют. Затем подготавливают электрод с электрододержателем для ручной дуговой сварки, устройство включают в сеть. Должны загореться зеленый и красный индикаторы и включиться вентилятор.
Затем выключатель переводят на позицию «1», красный индикатор должен погаснуть. Аппарат готов к работе, детали можно сваривать. Для сварки металлов электродом прикасаются к месту планируемого шва и зажигают дугу. Поворотом специальной ручки настраивают сварочный ток на нужную величину.
Рекомендации по работе с аппаратами
- Подготовку агрегата к работе нужно начинать с проверки состояния проводов, контактов, клемм. На их состояние рекомендуется обращать внимание и во время сварки.
- Когда агрегат отключился в автоматическом режиме, о чем сообщает индикатор красным цветом, его не нужно включать сразу. Аппарату нужно дать время, чтобы остыть.
- К агрегату нужно относиться бережно, не ронять и не допускать воздействий механического характера.
- Не рекомендуется эксплуатировать аппарат в помещениях с высокой степенью запыленности.
- Из-за образования конденсата есть ограничения на работу при минусовых температурах.
- После окончания работы не нужно спешить отключать агрегат от электросети. Нужно подождать несколько минут, дав вентилятору время для работы в холостом режиме. Так удастся продлить время до ремонта вентилятора и срок его жизни.
- Не рекомендуется длительное время без надобности оставлять электроды в держателе.
- Нельзя пользоваться разводными ключами при извлечении электродов.
При самостоятельном ремонте, а не в сервисном центре по обслуживанию оборудования Торус, пользователь теряет гарантийное обслуживание.