Главная / Расходные материалы
Назад
Время на чтение: 2 мин
0
1508
Сварка с использованием аргона очень популярна среди профессиональных работников. При таком виде сварочных работ качество швов в разы выше, они красивы и долговечны.
Чтобы провести такие работы нужно иметь особый материал, который называется присадочной металлической проволокой.
Здесь вы найдете подробную информацию о том, что такое аргоновая сварка и как правильно применять присадочную проволоку, сколько видов и что они собой представляют.
- Основные данные
- Подборка присадочного материала
- Эксплуатация
- Подытожим
Основные данные
Присадочной проволокой называют специальный материал с малым сечением, который может состоять как из разных металлов, так и из искусственных полимеров.
Присадка имеет очень большую длину, поэтому в магазинах её можно найти в виде катушки. Измеряется она килограммами. Вид присадочного материала зависит от металла или полимера, из которого она изготовлена.
Проволока для сварочных работ с металлическими изделиями в аргоновой среде представляет собой отдельный вид. Её используют при работе на автоматическом или полуавтоматическом аппарате.
Из этого материала можно изготовить не только присадку, иногда её приспосабливают под создание электродов.
Использование присадочной проволоки для сварки с аргонами способствует замене электродов и формирует ровные швы. Присадочная проволока играет роль проводника между сварочным током и дугой, она зажигает последнюю и поддерживает постоянное горение.
Со временем материал переплавляется и происходит смесь с основной заготовкой. При смешивании заготовки и проволоки химико-физические характеристики швов улучшаются.
Состав присадочной проволоки может содержать любой металл, так как при работе она должна быть того же металла, что и сама заготовка.
Соответственно если вы работаете с алюминиевыми деталями, материал присадочной проволоки должен также быть алюминием. Иногда такую проволоку называют присадочными прутками для аргонодуговых работ с алюминием и его сплавами.
Если вам нужно сварить нержавеющий материал, то состав проволоки должен быть основам на антикоррозийной стали. Эти примеры сильно обобщены, все подробности мы расскажем далее.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Таблица. Вольфрамовые электроды – состав и свойства
| Электрод | Цвет / Состав | Свойства |
| WP (зеленый) | Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси. | Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия. |
| WL-20 (голубой) WL-15 (золотой) | Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 | Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание. |
| WZ-8 (белый) | Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 | Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки. |
| WC (серый) | Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 | Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях. |
| WY-20* (темно-синий) | Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 | Используются для сварки особо ответственных соединений. |
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
| ВИД ТОКА | Толщина металла, мм | Диаметр электрода, мм |
| ПОСТОЯННЫЙ | 0,8 – 1,5 | 1 — 1,6 |
| 2 — 3 | 2 | |
| 4 — 6 | 3 – 3,2 | |
| 7 — 10 | 4 | |
| ПЕРЕМЕННЫЙ | 2 | 1,6 — 2,4 |
| 3 — 5 | 3 — 3,2 | |
| 6 — 10 | 4 |
И последнее – заточка вольфрамового электрода. Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).
Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Подборка присадочного материала
Так как ассортимент довольно обширный, начинающие сварщики могут столкнуться с некоторыми затруднениями. Материалы различаются производителями, марками, диаметрами. Какой сделать выбор из всего этого?
Первым делом нужно выяснить тип работы. Вы будете производить или варить металлы? Или работать с пайкой пластмассовых деталей? Найдя ответ на этот вопрос, вы уже сдвинетесь с места.
Например, вы собираетесь проводить аргоновую сварку металлов. Узнайте, какой именно металл вы собираетесь варить. При этом вам нужен не просто тип металла, а конкретная марка.
Выяснив, что у вас стальная заготовка, вы можете столкнуться ещё с десятком разных видов стали.
Когда марка станет вам известна, можно приступать к выбору материалов.
Диаметр присадки должен соответствовать толщине заготовки. Чем больше толщина детали, тем больше показатель диаметра. Часто значения диаметра проволоки и толщины металла совпадают.
Кто производитель не важно. Главное, какие были условия при хранении и перевозке присадки в магазин. Скорее всего, выяснить эту информацию на сто процентов вам не удастся.
Поэтому лучше закупаться в проверенном магазине, а если есть возможность, то идти к официальному представителю. У представителей обычно соблюдается все правила хранения и можно на счет этого не беспокоиться.
Физико-химические свойства
Присадочная проволока для аргоновой сварки часто обладает легирующими элементами, которые повышают стойкость к коррозии. Это очень удобно, как при сваривании, так и при хранении. Специальный состав помогает создать пластичный материал, которых хорошо переносит деформацию, причем это касается состояния до сваривания, а также после него. В большинстве случаев, кроме углеродной проволоки, материал обладает низким содержанием углерода, что противостоит его хрупкости. Благодаря этому можно повысить ударную вязкость шва. Некоторые марки способны уменьшать теплопроводность металла, чтобы не возникали деформации во время сваривания
Присадочная проволока для аргоновой сварки
Технические характеристики популярных марок
На примере марки СВ08Г2С можно рассмотреть технические характеристикой. Сопротивление на разрыв может достигать от 882 до 1370 МПа. Причем чем меньше диаметр присадочного материала, тем данный показатель выше.
Присадочная проволока марки СВ08Г2С
В проволоке ОК 15.66 предел прочности составляет всего 500 МПа, так как это марка для сваривания чугуна, так что она имеет достаточно высокую хрупкость.
Присадочная проволока марки ОК 15.66
Характеристики марки 06Х15 выглядят следующим образом. Температура плавления от 1453 градусов Цельсия, относительное удлинение до 35%, а твердость – 90 НВ.
Эксплуатация
Выбор присадочного материала не самый важный элемент в работе с аргоновой средой. Также нужно разбираться в технологии сварки, и какие у неё стандарты. Сама технология основывается на использовании аргонового газа для формирования швов.
При такой сварке применяют присадочную проволоку и электроды. Электроды могут быть как плавящимися, так и нет. Мы рассмотрим использование неплавящихся электродов, так как этот метод больше популярен.
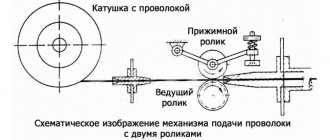
Для сварочной в среде аргона работы используют автоматические и полуавтоматические аппараты. Присадку заправляют в подающий механизм, затем задаётся нужный режим и она проходит в сварочную зону.
Пошаговый процесс сварки полуавтоматом в среде аргона
В первую очередь важно убедиться в готовности аппаратуры, а именно настроить режим работы полуавтомата, установить силу тока, напряжение, скорость подачи проволоки. Если при полуавтоматической сварке аргоном используется алюминиевая проволока, лучше выбрать подающий механизм тянущего типа. Тогда как толкающий больше подходит для стальной проволоки. При толщине материала изделия до 3 мм сила тока устанавливается в пределах 120–145 А, а скорость движения проволоки – 900 м/ч.
Еще один важный нюанс – полярность. Чаще всего для такой работы используется постоянный ток с обратной полярностью. То есть на изделие подается «-», а на горелку с проволокой – «+».
В процессе подготовки необходимо очистить поверхности изделий. Кромки алюминиевых заготовок протирают ацетоном, после чего обрабатывают металлической щеткой. Это необходимо, чтобы избавиться от поверхностной пленки, осложняющей сварочные работы.
Подытожим
Это вся основная информация, которая поможет вам в работе с аргоновым газом. При подборке присадочных материалов смотрите, с каким металлом вы собираетесь работать.
Присадку можно использовать для смеси с заготовкой, и чтобы сформировать соединение только при помощи присадочного материала.
А есть ли у вас опыт со сваркой в аргоновой среде? Какой присадочный материал вы подобрали? Были ли у вас проблемы при сварочных работах?
Оставляйте свои комментарии и делитесь опытом. Может ваша история поможет начинающим избежать серьёзных ошибок. Продуктивности в работе!