Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.
Признаки, что сверло затупилось
Перед тем как точить сверла, необходимо удостовериться, что они на самом деле затупились. Какие признаки это показывают:
- режущий инструмент сильно нагревается;
- металлическая стружка, вылетающая из-под кромки, имеет мелкую фракцию;
- повышается шум проводимых операций.
Особенно отметим последний признак, потому что повышается сила трения между затупившейся кромкой сверла и плоскостью заготовки. Поэтому, как только произошло повышения шумности при сверлении, надо работу тут же прекратить. Если работу не прекращать, то режущий инструмент сильно перегреется, изменится структура металла, что приведёт к утрате инструмента окончательно. После чего затачивать его не имеет смысла.
Кромки и задние плоскости перегретого сверла Источник podshipnik-servis.ru
Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.
Виды свёрл по металлу Источник rozetka.com.ua
Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
Внимание! Два последних покрытия не подлежат перезаточке.
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральное сверло: его части и элементы Источник studfile.net
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.
- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.
- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.
Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.
Сверло винтовое по металлу Источник besplatka.ua
Смотрите также: Каталог компаний, что специализируются на монтаже металлоконструкций и инженерных сетей
Есть некоторые отличия заточки свёрл разного типа. К примеру, одноплоскостное сверло отличается от других тем, что у него задняя стенка пера имеет всего одну плоскость. А угол наклона этой плоскости варьируется в диапазоне 28-30°. Именно эту плоскость и надо заточить. Здесь важно сверло подносить к вращающемуся точильному камню параллельно этой задней плоскости. При этом инструмент вращать нельзя, даже небольшое отклонение приведёт к неправильно проведённой операции.
Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу. Здесь важно не отрывать оснастку от камня. То есть процесс проводиться в одно касание.
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.
Заточку надо проводить в одно касание Источник novate.ru
Для чего необходима подточка передней плоскости. Все дело в том, что, уменьшая угол наклона передней плоскости, увеличивается угол режущей кромки. А это увеличение стойкости инструмента к выкрашиванию металла с плоскости режущей кромки. К тому же надо добавить, что длина поперечной кромки резко уменьшается. То есть получается так, что кромка поперечины не режет, а скоблит металлическую заготовку. А точнее центральную часть высверливаемого места.
После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке.
Камень для заточки сверла Источник i.ytimg.com
Маркировка заточных кругов
Содержание
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
Скорость вращения
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
Форма круга
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
Вид абразива
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов
Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке
Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
Обозначение связки в маркировке шлифовальных кругов
Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
Приспособления для точения свёрл на станке
Держать в руках сверло и точить его на станке, на котором камень крутиться с большой скоростью, сложно. Нужно иметь большой опыт, чтобы «не запороть» инструмент. Поэтому в продаже есть специальные приспособления, которые облегчают проведения этой операции.
На рынке можно приобрести простые устройства. Есть и достаточно сложные с электродвигателями, которые не только удерживают сверло в требуемом положении, но и производят подачу инструмента к точильному камню в автоматическом режиме. Последние чаще используются для заточки спиральных свёрл. Но такие устройства стоят немалых денег, поэтому приобретаются профессиональными точильщиками.
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Видео описание
В видео показано, как мастер сделал приспособления, помогающее правильно заточить сверло по металлу:
Как заточить сверло с помощью дрели
Если точильного станка в наличии нет, можно приспособить дрель, на вал которой устанавливают точильный круг. Здесь два варианта проведения процесса:
- зажать дрель в тиски и подводить сверло к камню руками;
- зажать в тисках режущий инструмент и подводить камень с дрелью вручную.
Оба варианта непростые, но второй проще первого.
Как правильно заточить сверло в этом случае:
- режущий инструмент надо установить в тисках в вертикальном положении;
- с помощью круга, установленного на дрель, снимается задняя кромка, цель – удалить следы износа;
- затем производится заточка под требуемым углом – обычно 120°.
Внимание! Чтобы кромка не перегрелась, надо процесс заточки проводить не более двух секунд. То есть металл снимается слоями.
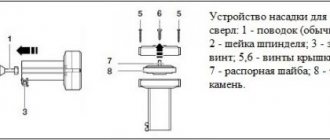
Но есть более простой способ. Для этого надо приобрести специальную насадку. Её устанавливают на дрель и вставляют в специальный жёлоб сверло. Последнее относительно вращающегося точильного инструмента располагается под определённым углом, равным углу заточки. Это хорошо видно на фото ниже.
Заточка сверла с помощью дрели и специальной насадки Источник yandex.net
Используемый материал
Насадки для шлифования изготавливают из разных материалов. Выбирать их нужно от обрабатываемой поверхности и проводимых работ. Например, для удаления ржавчины и краски потребуется твердая насадка, для полировки – мягкая.
Используют 3 вида материалов:
- Мягкие. Ими удаляют грунтовку и шпаклевку, следы ржавчины, используют для полировки и очистки от грязи. Благодаря мягкому действию во время работы металл не греется и не портится, что повышает качество шлифовки.
Мягкие Источник ebayimg.com
- Наждачное полотно. Самая популярная насадка на дрель для шлифовки дерева. Различается по зернистости и шероховатости, что позволяет использовать ее для разных видов работ – от черновой очистки поверхности до чистовой проработки деталей.
- Шлифовальные камни. Это специальные абразивные камни, более жесткие и прочные. С их помощью можно устранить дефекты с поверхности. Обычно их применяют для подготовки и выравнивания бетона, стекла, керамики.
При выборе важно ориентироваться не только на материал, но и на его жесткость и зернистость. Например, войлок можно использовать для полировки автомобиля.
Приспособления для заточки
Новичкам трудно провести заточную процедуру качественно. Поэтому производители строительного инструмента уже давно выпускают специальные насадки для дрелей. Это на самом деле насадка. Её надо установит на дрель, вставить в отверстие с торца сверло и включить электроинструмент.
Затем сверло вытаскивается, поворачивается на 180°, опять вставляется в приспособление для заточки свёрл, и дрель снова включается. То есть затачивается вторая плоскость режущей кромки.
Приспособление для заточки сверла, устанавливаемого на дрель Источник yandex.net
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Внимание! Для чего необходимы четыре кромки. Это возможность уменьшить угол между участками периферийных плоскостей кромок. Таким образом, достигается увеличение отвода тепла с места сверления. А это увеличивает срок эксплуатации самого инструмента.
Правильно проведённая заточка сверла Источник tehnomuza.ru
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Оценок 0
На что стоит обратить внимание при выборе алмазного диска
От правильного выбора алмазного диска напрямую зависит удобство и быстрота работы на заточном станке. В некоторых случаях неправильный выбор может послужить причиной деформации диска или порчи резца. Вот что нужно проанализировать, прежде чем выбрать конкретный диск:
- марку металла, который будет подвержен заточке или тип твердого сплава;
- обороты и мощность заточного станка;
- форму обрабатываемой поверхности;
- степень допустимой шероховатости.
Приобретаемый алмазный диск должен строго соответствовать всем этим параметрам.
Если вы профессионал, работающий с токарным оборудованием, или человек, имеющий опыт применения алмазных заточных кругов, поучаствуйте в обсуждении темы в комментариях. Знания специалиста всегда в цене!