Такое нехитрое приспособление, как паяльник – имеет свою конструкцию, и составляющие части. Самым маленьким по размеру, но не по важности – является жало. Именно от его качества зависит способность паяльника выполнять свои задачи.
Свойства рабочего наконечника:
- Теплопроводность. Важнейшая характеристика. Именно она определяет, сколько тепла от нагревателя будет передано в рабочую зону;
- Способность накапливать тепловую энергию. Характеристика в основном связана с размерами жала. Слишком тонкий наконечник при соприкосновении с массивной деталью моментально отдаст тепло;
- Прочность, а точнее – износостойкость. Никто не собирается забивать паяльником гвозди. Однако со временем жало изнашивается – под действием агрессивных флюсов или механическим путем;
- Защищенность от окисления. Даже тончайшая пленка окислов резко снижает способность наконечника передавать тепловую энергию к месту пайки.
Идеальным материалом для изготовления паяльного жала (с точки зрения теплопроводности) является медь или ее сплавы. Обратная сторона луны – крайне низкая износоустойчивость и подверженность коррозии.
Прямая противоположность – сталь и никелевые сплавы. Высокая прочность, отсутствие коррозии – но отвратительная теплопроводность.
Поэтому производители выпускают наконечники для паяльника из различных материалов, подстраиваясь под запросы рынка. А так же не перестают экспериментировать с композитными материалами, придавая инструменты все более высокие потребительские свойства.
Разновидности жал
Все современные наборы жал для паяльников существенно отличаются между собой, все зависит от материала, защитного покрытия, формы и толщины. Кроме того, каждый сменный инструмент может рассеивать разную по величине мощность, что очень важно при выборе наиболее подходящего изделия. Специалисты утверждают, что больше всего нужно учитывать то, из какого материала изготовлено жало и какую форму оно имеет.
Что касается материала, то в зависимости от поставленных задач можно использовать жала с медным, керамическим, медно-стальным, латунным, хромовым либо никелевым покрытием. Форма изделия тоже может существенно отличаться: изогнутые, заострённые, конусообразные и даже со срезом. Как показывает практика, изогнутым приспособлением легче всего удалять лишний припой, а также проводить демонтаж деталей с платы. Именно материал и форма наконечников играют важную роль в работе паяльника, так как от них зависят следующие характеристики:
- Итоговая способность к накалыванию энергии на месте пайки. Именно эта характеристика определяет возможность качественного и равномерного прогрева рабочей зоны.
- Уровень теплопроводности, который определяет итоговое количество тепла, поступающего от паяльного инструмента к рабочей зоне.
- Степень устойчивости используемого наконечника к окислению.
Качественный паяльник со сменным жалом обязательно должен быть оснащён наконечником, который изготовлен из меди и специальных сплавов. Этот критерий связан с тем, что итоговая теплопроводность съёмного изделия будет значительно выше, нежели у стальных деталей.
Но, несмотря на все имеющиеся преимущества, даже медные жала имеют свои недостатки. Основная часть из них связана с низким уровнем износоустойчивости материала и тем, что они подвержены негативному воздействию коррозии. Для устранения этих нюансов производители наносят на жало никелевое или же стальное покрытие, при этом теплопроводность наконечника меняется.
Из-за того, что газовые паяльники широко востребованы как в частной, так и промышленной сфере, производители выпускают широкий ассортимент наконечников с различными эксплуатационными характеристиками. Благодаря этому можно приобрести наиболее подходящий стержень для паяльника по доступной цене.
Паяльные станции
Тем, кому нужно еще больше функций, могут приобрести себе паяльную станцию. Широко распространена в среде радиолюбителей паяльная станция LUKEY 936A, у меня у самого дома стоит такая.
Паяльная станция Лукей 936А
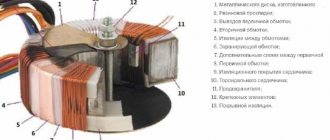
С помощью регулятора можно выставить температуру жала от 200 до 480 градусов. Устройство паяльника этой паяльной станции изображено на схеме ниже:
Устройство паяльника паяльной станции
Паяльник этой станции питается от пониженного трансформатором напряжения, от 24 Вольт. Трансформатор обеспечивает гальваническую развязку от сети. После включения станции загорается красный светодиод на лицевой панели станции, что означает нагрев до температуры, выставленной с помощью регулятора. Как только нужная температура будет набрана, светодиод начинает мигать.
Паяльник от паяльной станции
Мощность паяльника по паспорту 60 Ватт. Хотя в моей практике был случай, паяльник от паяльной станции не смог прогреть при выпайке вывод с большого полигона, тогда я достал свой ЭПСН 65 Ватт, купленный как раз для этих целей и он легко справился с этой работой. Жала меняются с легкостью за 30-40 секунд, разумеется, на остывшем паяльнике.
Основные преимущества
Универсальные жала для паяльника отличаются своей многофункциональностью и высоким качеством, что очень важно для проведения ремонтных работ. Большой спрос на рабочие наконечники связан с их многочисленными преимуществами:
- Способность накапливать вырабатываемую тепловую энергию. Стоит учесть, что этот фактор во многом зависит от размера детали. Специалисты утверждают, что паяльник с тонким жалом при первом соприкосновении с металлом отдаёт все тепло.
- Высокая степень теплопроводности. Это одна из самых важных характеристик. От этого критерия зависит, сколько тепла от нагревания будет передано в главную рабочую зону.
- Устойчивость к окислению. Наличие даже самой тонкой плёнки окислов в несколько раз снижает способность жала передавать тепло к месту пайки.
- Хорошая износоустойчивость. Конечно, никто не будет использовать паяльник для реализации несвойственных для него задач, но со временем любое жало изнашивается. В основном это связано с негативным механическим воздействием.
Ввиду многочисленных преимуществ в коллекции каждого мастера можно найти наконечники из никелевых сплавов. Это связано с тем, что такие детали обладают высоким уровнем прочности и хорошо противостоят коррозии. Но вот теплопроводность в этом случае находится на самом низком уровне.
Технология сварки/запайки
Фото 6. Что нужно для реализации технологии запайки/сварки пластиковой плёнки/пакетов: ДВП-подложка, металлическая линейка, ПП-плёнка, роликовый паяльник, канцелярский нож
- Всё делаем на достаточно термостойкой подложке, можно взять, например, кусок мебельной ДВП-фанеры.
- Проводим роликом вдоль металлической линейки (для ровности шва и равномерной скорости прокатки ролика) по свариваемым пластиковым плёнкам.
- И тут же накидываем линейку на шов и проводим пальцем по линейке, чтобы спрессовать и охладить заклёпки шва. (С металлической линейки маркировка делений стирается по мере елозания по ней пальцами во время прижатия, поимейте это ввиду.)
- Отрезаем канцелярским ножом лишнее/нужное.
Детали для USB-инструментов
Многие современные мастера все чаще интересуются, как сделать тонкое жало для паяльника USB с активатором в домашних условиях. Стоит учесть, что жало должно соответствовать величине, которая ограничена применяемым напряжением. Лучшими характеристиками в этом случае обладает тонкий наконечник из качественных материалов.
Если под рукой имеется старое покупное изделие, тогда можно воспользоваться запасным наконечником, который всегда идёт в комплекте. Сделать самостоятельно жало для такого паяльника может практически каждый мастер, который обладает минимальными слесарными навыками. В этом случае своё предпочтение лучше отдать медному прутку, диаметр которого не должен превышать трёх миллиметров.
Когда нужная по длине заготовка отрезана, следует заточить один из её концов. Эта процедура должна проводиться в зависимости от личных предпочтений, так как мастеру должно быть удобно паять элементы микросхем. А вот второй конец прутка должен быть подогнан по толщине под посадочное отверстие в паяльнике. В противном случае можно нанести резьбу соответствующего размера.
Кабель питания или батарейки?
Современные паяльники для радиолюбителей могут быть без кабеля питания вообще. Есть и такие модели паяльников, которые работают от компьютерного порта, так называемые USB паяльники, а есть те, которые работают от отдельных элементов питания.
Здесь кому что важно: мобильность или мощность, которая во многом зависит именно от вариантов питания паяльника.
Плановая заточка паяльника
Чтобы инструмент исправно выполнял основное своё предназначение, нужно периодически проводить его заточку. Плановая процедура предполагает следующие моменты:
- Для заточки жала лучше всего использовать стандартный напильник, который нужно держать под углом 40˚.
- Край обязательно нужно оставлять немного тупым, его ширина должна составлять минимум 1 мм.
- Если жало совсем новое, тогда можно использовать наждачную бумагу мелкой фракции. Эти манипуляции помогут удалить патину (своеобразная окись меди, которая имеет характерный зелёный оттенок).
- Если же мастера не устраивает заводской способ заточки, тогда можно вынуть жало и самостоятельно его отковать, придав форму выгнутой лопатки. У этой процедуры есть огромное преимущество — после обработки металл менее подвержен негативному воздействию коррозии.
- Если нужно придать наконечнику законченный вид, тогда можно обработать его обычным напильником с мелкой насечкой.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Оптимальная толщина
Именно этот критерий считается определяющим в тех случаях, когда электрический тип паяльника используется для работы с массивными изделиями. Если нужно определиться с тем, какое жало для паяльника лучше, тогда нужно ознакомиться с основными их разновидностями:
- Жало-лопатка. Широко используется для припаивания и отпаивания крупногабаритных радиокомпонентов. Основное физическое предназначение этого наконечника состоит в том, чтобы быстро и качественно прогревать всю поверхность детали. В процессе активной работы жало не остывает, так как обладает довольно большим объёмом.
- Обычное жало. Универсальная деталь с широким спектром применения. Этот инструмент смог соединить в себе все основные преимущества жал, благодаря чему считается одним из самых востребованных.
- Жало-игла. Этот наконечник менее востребован среди опытных мастеров. Все дело в том, что в момент соприкосновения с припоем он быстро остывает и перестает выполнять свою главную функцию. Специалисты рекомендуют использовать этот наконечник для очень мелких, ювелирных работ.
- Изогнутый тип жала. Очень удобен и практичен при демонтаже радиокомпонентов и медной оплётки, а также для устранения лишнего припоя с платы. Кроме того, инструмент весьма практичен для пайки.
- Жало-капля. Чаще всего используется специалистами для аккуратного переноса припоя на уникальном кончике, что в несколько раз повышает качество проводимых работ.
Капиллярный
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Универсальные стабилизаторы температур
Конечно, одного только качественного материала недостаточно. Нужно, чтобы на кончике самого жала поддерживалась оптимальная температура. Именно для этих целей в его тело может быть вмонтирован специальный датчик. Такой вариант считается оптимальным в тех ситуациях, когда нужно поддерживать постоянную температуру в зоне пайки. Эти инструменты особенно важны в тех случаях, когда нужно работать с элементной базой, которая чувствительна к перегреву. В этом случае мастер может установить на наконечнике более высокую температуру, чем точка плавления припоя.
Специалист может работать без опаски повредить детали. К тому же в большинстве конструкций используются довольно простые схемы, когда температура устанавливается заранее и не нуждается в постоянном контроле. Отдельно стоит учесть, что регулятор может быть установлен в корпус или же вынесен в отдельный блок. На качество работы это совершенно не влияет.
На сегодняшний день есть определённая категория радиолюбителей, которые больше всего предпочитают инструменты собственного производства, в том числе и наконечники для паяльников. Чаще всего, перепробовав множество различных вариантов, мастер выбирает определённое жало или же пробует изготовить его самостоятельно.
Originally posted 2018-07-04 08:13:06.
Типы нагревательного элемента
Любой паяльник, какой бы он не был дорогой, осуществляет пайку за счет расплавления припоя, отличаются паяльники только способом нагрева, нагревательным элементов, наличием регулирования температуры и других параметров. Далее приведена таблица, с типами нагревателей.
| Тип нагревателя | Активный элемент | Теплопотери | Достоинства | Недостатки | Примерное время нагрева |
| Нихромовый | Нихромовая проволока | Высокие | Простота | Перегорание нихрома | высокая инерция |
| Керамический | Нихромовая проволока в спеченной керамике | Низкие | Долговечный | Хрупок | Десятки секунд |
| Индукционный | Феррит | Низкие | Долговечный | Температура регулируется | Секунды |
Высокие теплопотери обозначают, что не вся затраченная энергия передалась в жало, чем выше теплопотери, тем хуже регулировка температуры.
Наиболее распространены нихромовые нагреватели и их разновидности, за счет простоты обслуживания, невысокой цены и простой эксплуатации.
Далее по распространенности идут керамические, у них нагревательный элемент распределен равномерно по всему нагревателю, за счет чего получается высокая теплопередача и минимальные потери.
Заключают тройку лидеров индуктивные нагреватели, они работают по принципу индуктивной электроплиты — за счет магнитной индукции нагревается металл, но при определенной температуре (точка Кюри), нагрев прекращается и поддерживается постоянная температура. Следует заметить, что рабочая температура определяется материалом жала.
Особенности мощности
Мощность – это ключевой физико-технический параметр. Он определяет, насколько качественно и быстро оборудование справится с конкретной задачей. Всего выделяют четыре класса по мощности:
- Маломощные модели
– до 20 ватт (Вт). Как правило, минимальное значение – 3 Вт. Этого хватит для простейших микросхем, самых мелких деталей, совсем тонких проводов и т. п. - Среднемощные модели
– от 20 до 60 Вт. Чаще всего выпускают модели в диапазоне 20-40 Вт. Подойдет для большинства радиодеталей, домашних проводов, светильников, микросхем. - Модели большой мощности
– от 60 до 100 Вт. Это модели универсального применения. Они справятся с большинством бытовых задач, включая ремонт изделий из пластика и металла. - Производственные модели
– более 100 Вт. Для бытового использования он избыточен. Такой уровень нужен для работы с очень толстыми проводами или толстыми листами металла.
Для большинства видов паек, какие можно выполнить дома, лучше выбрать паяльники мощностью от 20 до 60 Вт. Это вполне хватит для работы с радиодеталями, микросхемами, проводами, лампами и другими подобными вещами. Большие значения понадобятся разве что для пайки металлической посуды. Но объективно – современные ее образцы не предназначены для кустарного ремонта.
Флюсы: основа для пайки в радиоэлектронике
Как правило, в арсенале у радиолюбителя имеется много различных химических веществ, что позволяет создать максимально качественный и надежный припой.
Флюсы – это специальная химия, предназначенная для радиомонтажа. Она позволяет удалять оксидные пленки и дает припою равномерно растекаться. Флюсы разделяются на несколько типов: нейтральные, активные и антикоррозийные.
5.1. Нейтральные флюсы
Нейтральные – самые ходовые, простые и безопасные флюсы. Они не содержат кислот и других агрессивных элементов, вызывающих коррозию металлов, и, в основном, не требуют смывки.
Канифоль – самый дешевый тип флюса – обязана быть у каждого радиолюбителя. Она защищает поверхность от окислов и предотвращает разъедание. Можно сказать, что это универсальный тип флюса.
ЛТИ 120 – жидкий флюс, относится к нейтральным. В нем нет кислот, а значит он не будет разъедать металл. Основой его состава является канифоль, растворенная в спирте. ЛТИ-120 прост в использовании: необходимо всего лишь нанести слой флюса на пропаиваемую поверхность, а потом припаять нужный элемент к плате.
В продаже также можно найти гелевые флюсы, в основе которых есть канифоль. Они очень удобны для пайки, когда нужно нанести только небольшую часть флюса в определенную зону. Flux-Plus – самый распространенный тип такого флюса на радиорынке.
Его стоимость достаточно высока – порядка 500 рублей, но честно говоря, он полностью оправдывает свою цену. Если вы занимаетесь ремонтом сотовых телефонов и прочей микроэлектроники, то он окажется незаменимым в вашей работе.
Обычно нейтральным флюсам не нужна смывка, тем не менее многие радиолюбители предпочитают смывать любой флюс после использования.
5.2. Активные флюсы
Активные (их еще называют кислотные) флюсы имеют в составе соляную, фосфорную или лимонную кислоту. После их применения обязательно требуется промывка детали, так как остатки флюсов будут вызывать коррозию и разъедать пайку. Такими флюсами удаляют в основном агрессивные вещества с паяемых деталей.
Самый ходовой флюс такого типа – паяльная кислота. Ею можно паять, например, никелевые сплавы.
Ф38Н применяется для пайки стойкой коррозионной стали, различных медных сплавов, бронзы, нихрома и латуни. Остатки Ф38Н легко могут смываться водой.
5.3. Другие виды
Также существуют флюсы антикоррозийные, состоящие из фосфорной кислоты. Они не вызывают коррозию черных металлов, а значит нет необходимости удалять остатки флюса после пайки.
Для цветных металлов желательна промывка теплой воде. Помимо воды флюсы можно смывать ацетоном, нефразом, этиловым или изопропиловым спиртами. Все эти средства подходят для очистки печатных плат.
Еще есть паяльные пасты, представляющие собой смесь флюса с припоем. Бывает, такую пасту изготавливают самостоятельно. Нужно всего лишь при помощи напильника сделать стружку из припоя и смешать ее с жидкими флюсами.
Такую пасту можно наносить на деталь с последующим прогревом паяльника. Ее можно применить при пропайке навесного монтажа или использовать ее в труднодоступном месте на плате.
Заключительные рекомендации
Итак, какой вариант паяльника представляет собой лучший выбор для дома? Это зависит от того, что именно вы планируете паять с его помощью. Для микросхем, мелких радиодеталей и печатных плат подойдут импульсные или спиральные приборы мощностью до 30 Вт. Для пайки проводов, крупных радиодеталей, ремонта светильников и большинства домашних электромонтажных работ удобнее электрические стержни разных типов средней мощностью порядка 60 Вт. Оборудование на уровне 100 Вт и более потребуется для ремонта металлических изделий. И в целом лучше купить хорошую электрическую, а не газовую модель, стержневой (прямой) или пистолетной конструкции.