3.2. Свойства припоев
Твердая пайка
осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями
в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1
Классификация и химический состав мягких и полутвердых припоев
| Припой | Химический состав, % | |||||||
| Вид | Марка | Олово | Сурьма | Кадмий | Медь | Свинец | Серебро | Индий |
| Олово | О2 | 99,9 | – | – | – | – | – | – |
| Бессурьмянистые | ПОС61 | 60–62 | – | – | – | Остальное | – | – |
| ПОС40 | 39–41 | – | – | – | – | – | ||
| ПОС10 | 9–10 | – | – | – | – | – | ||
| ПОС61М | 60–62 | – | – | 1,5–2,0 | – | – | ||
| ПОСК50-18 | 49–51 | – | 17–19 | – | – | – | ||
| Малосурьмянистые | ПОССу61-0,5 | 60–62 | 0,2–0,5 | – | – | Остальное | – | – |
| ПОССу40-0,5 | 39–41 | – | – | – | – | |||
| ПОССу30-0,5 | 29–31 | – | – | – | – | |||
| ПОССу18-0,5 | 17–18 | – | – | – | – | |||
| Сурьмянистые | ПОССу95-5 | 94–96 | 4–5 | – | – | Остальное | – | – |
| Серебряные | ПСрО10-90 | Остальное | – | – | – | – | 10±0,5 | – |
| ПСрОСу8 (ВПр-6) | – | – | – | – | – | 8±0,5 | – | |
| ПСрМО5 (ВПр-9) | – | – | – | 2±0,5 | – | 5±0,5 | – | |
| ПСрОС3,5-95 | – | – | – | – | 3,5±0,4 | – | ||
| ПСрОС3-58 | 57,8±1,0 | – | – | – | – | 3±0,4 | – | |
| ПСр3 | – | 3±0,3 | – | |||||
| ПСр3Кд | – | – | 95–97 | – | – | 3,0–4,0 | – | |
| ПСрО3-97 | Остальное | – | – | – | – | 3±0,3 | – | |
| ПСр2,5 | 5,0–6,0 | – | – | – | 91–93 | 2,2–2,7 | – | |
| ПСр2,5С | – | – | – | – | – | 2,5±0,2 | – | |
| ПСр2 | 30±1 | 2±0,2 | – | |||||
| ПСрОС2-58 | 58,8±1,0 | – | – | – | – | 2±0,3 | – | |
| ПСр1,5 | 15±1 | – | – | – | – | 1,5±0,3 | – | |
| ПСр1 | 35±1 | – | – | – | – | 1±0,2 | – | |
| Индиевые | ПОСИ30 | 42 | – | – | – | 28 | – | 3 |
| ПСр3И | – | – | – | – | – | 3 | 97 | |
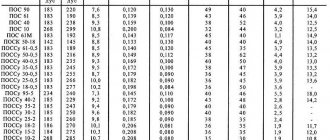
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.
Таблица 3.2
Физико-механические свойства мягких и полутвердых припоев
| Марка припоя | температура плавления, °с | ориентировочная температура пайки, °с | плотность, кг/м³ | удельное электрическое сопротивление, мком·м | предел механической прочности при растяжении, Мпа | |
| солидус | ликвидус | |||||
| О2 | 232 | 232 | 280 | 7310 | – | 25 |
| ПОС61 | 183 | 190 | 240 | 8500 | 0,139 | 43 |
| ПОС40 | 183 | 238 | 290 | 9300 | 0,159 | 38 |
| ПОС10 | 268 | 299 | 350 | 10800 | 0,200 | 32 |
| ПОС61М | 268 | 192 | 240 | 8500 | 0,143 | 45 |
| ПОСК50-18 | 142 | 145 | 185 | 8800 | 0,133 | 40 |
| ПОССу61-0,5 | 183 | 189 | 240 | 8500 | 0,140 | 45 |
| ПОССу50-0,5 | 183 | 216 | – | 8900 | 0,149 | – |
| ПОССу40-0,5 | 183 | 235 | 285 | 9300 | 0,169 | 40 |
| ПОССу35-0,5 | 183 | 245 | – | 9500 | 0,172 | – |
| ПОССу30-0,5 | 183 | 265 | 306 | 9700 | 0,179 | 36 |
| ПОССу25-0,5 | 183 | 266 | – | 10000 | 0,182 | – |
| ПОССу18-0,5 | 183 | 277 | 325 | 10200 | 0,198 | 36 |
| ПОССу95-5 | 234 | 240 | 290 | 7300 | 0,145 | 40 |
| ПОССу40-2 | 185 | 229 | – | 9200 | 0,172 | – |
| ПОССу33-2 | 185 | 243 | – | 9400 | 0,179 | – |
| ПОССу30-2 | 185 | 250 | – | 9600 | 0,182 | – |
| ПОССу25-2 | 185 | 260 | – | 9800 | 0,183 | – |
| ПОССу18-2 | 188 | 270 | – | 10100 | 0,206 | – |
| ПОССу15-2 | 184 | 275 | – | 10300 | 0,208 | – |
| ПОССу10-2 | 268 | 285 | – | 10700 | 0,208 | – |
| ПОССу8-3 | 240 | 290 | – | 10500 | 0,207 | – |
| ПОССу5-1 | 275 | 308 | – | 11200 | 0,200 | – |
| ПОССу4-6 | 244 | 270 | – | 10700 | 0,208 | – |
| ПСрО10-90 | – | 280 | – | 7600 | 12,9 | – |
| ПСрОСу8 (ВПр-6) | – | 250 | – | 7400 | 19,7 | – |
| ПСрМО5 (ВПр-9) | – | 240 | – | 7400 | 16,3 | – |
| ПСрОС3,5-95 | – | 224 | – | 7400 | 12,3 | – |
| ПСрОС3-58 | – | 190 | – | 8600 | 14,5 | – |
| ПСр3 | – | 315 | – | 11400 | 20,4 | – |
| ПСр3Кд | 300 | 325 | 360 | 8700 | 8,0 | 54 |
| ПСр2,5 | 295 | 305 | 355 | 11000 | 21,4 | – |
| ПСр2,5С | – | 306 | – | 11300 | 20,7 | – |
| ПСр2 | – | 238 | – | 9500 | 16,7 | – |
| ПСрОС2-58 | – | 183 | – | 8500 | 14,1 | – |
| ПСр1,5 | – | 280 | – | 10400 | 19,1 | – |
| ПСр1 | – | 235 | – | 9400 | 26,0 | – |
| ПОСИ30 | 117 | 200 | 250 | 8420 | – | – |
| ПСр3И | 141 | 141 | 190 | 7360 | – | – |
Суть пайки
Собственно, что такое пайка? Это соединение проводников (например, проводов или провода и дорожки на плате) с помощью легкоплавкого припоя. Звучит просто, на самом деле принципиально важно обеспечить два момента:
- надежное соединение, чтобы хороший контакт был постоянно,
- достаточную площадь соединения, чтобы место пайки не перегревалось (актуально для силовых цепей).
- Эксплуатация
Почему дождь не замыкает провода высоковольтных линий?
Однако стоит отметить, что сам припой имеет высокое удельное сопротивление. Поэтому необходимо, чтобы толщина покрываемого слоя была небольшой, а площадь покрытия наоборот больше. Также отметим, что чем толще проводник (например, провод), тем большую площадь нужно покрывать.
Преимущественные области применения мягких и полутвердых припоев:
О2
— лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
ПОС90
— лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
ПОС61
— лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
ПОС40
— лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС10
— лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
ПОСК50-18
— пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
ПОС61М
— пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву;
ПОССу61-0,5
— лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу50-0,5
— лужение и пайка авиационных радиаторов;
ПОССу40-0,5
— лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
ПОССу35-0,5
— лужение и пайка свинцовых кабельных оболочек;
ПОССу30-0,5
–лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
ПОССу25-0,5
— лужение и пайка радиаторов;
ПОССу18-0,5
— лужение и пайка трубок теплообменников, электроламп;
ПОССу95-5
;
ПСр3Кд
— горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
ПОССу40-2
— припой широкого назначения;
ПОССу30-2
— лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
ПОССу18-2, ПОССу15-2, ПОССу10-2
— пайка в автомобилестроении;
ПОССу8-3
— лужение и пайка в электроламповом производстве;
ПОССу5-1
— лужение и пайка деталей, работающих при повышенных температурах;
ПОССу4-6
— пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
ПОССу4
—
4
— лужение и пайка в автомобилестроении;
ПОСК2-18
— лужение и пайка металлизированных керамических деталей;
ПОСИ30
;
ПСр3И
— пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.
Параметры мягких припоев с низкой температурой плавления приведены в табл. 3.3.
Таблица 3.3
Мягкие припои (сплавы) с низкой температурой плавления
| сплав | химический состав, % | температура плавления, °с | ||||||
| олово | свинец | кадмий | висмут | серебро | индий | солидус | ликвидус | |
| Вуда | 12–13 | 24,5–25,6 | 12–13 | 49–51 | – | – | 66 | 70 |
| Розе | 24,5–25,5 | 24,5–25,6 | – | 49–51 | – | – | 90 | 92 |
| Д’Арсе | 9,6 | 45,1 | – | 45,3 | – | – | – | 79 |
| Липовица с индием | 11,8 | 22,2 | 8,5 | 42 | – | 15,5 | – | 48 |
Примечание. Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев приведены в табл. 3.4.
Таблица 3.4
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев
| Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации,°с | предел прочности при растяжении, Мпа | ||||
| серебро | Медь | цинк | фосфор | начало | конец | |||
| ПСр72 | 72±0,5 | 28±0,5 | – | – | 9900 | 779 | 779 | – |
| ПСр50 | 50±0,5 | 50±0,5 | – | – | 9300 | 850 | 779 | – |
| ПСр45 | 45±0,5 | 30±0,5 | 25+1 –1,5 | – | 9100 | 725 | 660 | 300 |
| ПСр25 | 25±0,3 | 40±1 | 35±2,5 | – | 8700 | 775 | 745 | 280 |
| ПСр71 | 71±0,5 | 28±0,7 | – | 1 ±0,2 | 9800 | 795 | 750 | – |
| ПСр25ф | 25±0,5 | 70±1 | – | 5±0,5 | 8500 | 710 | 650 | – |
| ПСр15 | 15±0,5 | 80,2±1 | – | 4,8+0,2/–0,3 | 8300 | 810 | 635 | – |
| ПМФ7 (МФЗ) | – | Остальное | – | 7–8,5 | – | 860 | 710 | – |
Параметры медно-цинковых и медно-никелевых твердых припоев приведены в табл. 3.5.
Таблица 3.5
Медно-цинковые и медно-никелевые твердые припои
| Марка припоя | химический состав, % | физические свойства | |||||||||
| Медь | никель | железо | кремний | Бор | цинк | олово | температура кристаллизации, °с | плотность, кг/м3 | предел прочности при растяжении, Мпа | ||
| солидус | ликвидус | ||||||||||
| Л63 | 62–65 | – | – | – | – | Остальное | – | 900 | 905 | 8500 | 310 |
| ЛОК59-0,1-0,3 | 60,5– 63,5 | – | – | 0,2–0,4 | – | Остальное | 0,7–1,1 | 890 | 905 | 8200 | – |
| ПЖЛ500 | Остальное | 27–30 | 41,5 | 1,5–2 | 0,2 | – | – | 1080 | 1120 | 8630 | 600 |
Параметры серебряных припоев с пониженной температурой плавления приведены в табл. 3.6.
Таблица 3.6
Серебряные припои с пониженной температурой плавления
| Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации, °с | ||||||
| серебро | Медь | цинк | кадмий | олово | никель | начало | конец | ||
| ПСр50Кд | 50±0,5 | 16±1 | 16±2 | 18±1 | – | – | 9300 | 650 | 635 |
| ПСр40 | 40±1 | 16,7+0,7/–0,4 | 17+0,8/–0,4 | 26+0,5/ –1 | – | 0,3±0,2 | 8400 | 605 | 595 |
| ПСр62 | 62±0,5 | 28±1 | – | – | 10±1,5 | – | 9700 | 700 | 660 |
Преимущественные области применения твердых припоев приведены в табл. 3.7.
Таблица 3.7
Преимущественные области применения твердых припоев
| Марка припоя | область применения |
| ПСр72; ПСр50 | Пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам |
| ПСр45 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов |
| ПСр25 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений |
| ПСр71 | Пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть |
| ПСр25ф; ПСр15; ПМФ7 | Пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок |
| Л63; ЛОК59-0,1-0,3 | Пайка меди и чугуна. Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок |
| ПЖЛ500 | Пайка соединений, работающих при температурах до 600 °С |
Параметры медно-фосфорных припоев приведены в табл. 3.8.
Таблица 3.8
Медно-фосфорные припои
| Марка припоя | химический состав, % | температура плавления, °с | |
| Медь | фосфор | ||
| ПФМ-1 | 90,0–91,5 | 8,5–10 | 725–850 |
| ПФМ-2 | 92,5 | 7,5 | 710–715 |
| ПФМ-3 | 91,5–93,0 | 7,0–8,5 | 725–860 |
| ПМФ7 (МФ3) | Остальное | 7,0–8,5 | 710–860 |
Примечание. Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Параметры припоев для пайки алюминия приведены в табл. 3.9, 3.10.
Таблица 3.9
Химический состав и физические свойства припоев для пайки алюминия
| Марка припоя | химический состав, % | температура плавления, °с | предел механической прочности при растяжении, Мпа | |||||
| алюминий | Медь | олово | цинк | кадмий | кремний | |||
| Кадмиевый | – | – | 36 | 40 | 24 | – | – | 85 |
| АВИА-1 | – | – | 55 | 25 | 20 | – | 20 | – |
| АВИА-2 | 15 | – | 40 | 25 | 20 | – | 250 | – |
| ВПТ-4 | 55 | – | – | 40 | – | 5 | 410 | – |
| 34-А | 66 | 28 | – | – | – | 6 | 545 | 180 |
| 35-А | 72 | 2,1 | – | – | – | 7 | 540 | 140 |
| А | – | 2,0–1,5 | 40 | 58,5 | – | – | 425 | 80 |
| В | 12 | 8 | 80 | – | – | 410 | 185 | |
| ЦО-12 | – | – | 12 | 88 | – | – | 500–550 | – |
| ЦА-15 | 15 | – | – | 85 | – | – | 550–600 | – |
Таблица 3.10
Другие припои для пайки алюминия
| Марка припоя | химический состав, % | температура полного расплавления, °с | температура пайки, °с | плотность, кг/м3 | ||||
| олово о1 | цинк | кадмий | алюминий а7 | Медь М0 | ||||
| П250А | 79–81 | 19–21 | – | – | 0,15 | 250 | 300 | 7300 |
| П300А | – | 50–61 | 39–41 | – | 0,045 | 310 | 360 | 7730 |
| П300Б | – | 80 | – | 8 | 0,5 | 410 | 700–750 | – |
Преимущественные области применения припоев для пайки алюминия П250А, П300А и П300Б приведены в табл. 3.11.
Таблица 3.11
Преимущественные области применения припоев для пайки алюминия
| Марка припоя | область применения |
| П250А | Лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками |
| П300А | То же, пайка соединений с повышенной коррозионной стойкостью |
| П300Б | Пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями |
Для алюминия
Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Читайте также: Что такое уровни олимпиад?
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 440;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
3.3. Классификация флюсов и система их обозначений
Паяльные флюсы
— вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
Флюсы
, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости
от температурного интервала активности
паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С).
По природе растворителя
паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов
определяющего действия
низкотемпературные паяльные флюсы
подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы
подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия
паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные.
По агрегатному состоянию
паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Паяльные пасты
Паяльная паста (Тиноль) представляет собой смесь из припоя и флюса. Такой материал не заменим при пайке в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Для этого необходимо нанести пасту в нужном количестве на место пайки и прогреть электрическим паяльником (температура полного расплавления 200°С). Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя и напильником с крупной насечкой приготовить опилки. Затем их перемешать с жидким флюс до получения пастообразного состава. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более шести месяцев.
Известно, что основной функцией припоя является хорошая диффузия с металлической поверхностью. Кроме того, он должен иметь оптимальную температурную вязкость, позволяющую ему ровным слоем распределиться по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Поэтому, от того, какие припои и флюсы для пайки паяльником вы выберете, будет зависеть конечное качество работ.