Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
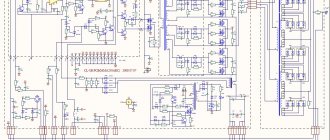
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как выбрать сварочный аппарат для дома и дачи
Прежде чем выбрать сварочный аппарат для дома и дачи, стоит ознакомиться с видами источников питания для сварки и узнать, для каких работ предназначен каждый вид. Родоначальником всех аппаратов для сварки следует считать сварочный трансформатор. Первичную обмотку рассчитывали на напряжение сети и требуемое количество фаз. Вторичную обмотку рассчитывали на выходное напряжение около 48 Вольт. Это напряжение считалось безопасным и позволяло касаться электрода руками. На трансформаторах такого типа удавалось получать сварочные токи величиной до 500 ампер.
Регулировать силу тока можно различными способами, но все они не отличаются плавностью. Главными достоинствами сварочных трансформаторов можно считать предельную простоту и малую стоимость. К недостаткам относят:
характерный гул при работе;
разбрызгивание металла в процессе сварки.
И ещё один, редко упоминаемый, но достаточно существенный недостаток – необходимость высокой квалификации сварщика. Малоопытные сварщики не могут получить качественный шов на сварочном трансформаторе.
Сварочный выпрямитель (аппарат постоянного тока)
Появление силовых кремниевых диодов позволило добавить к сварочному трансформатору выпрямитель, чем значительно расширить его функциональные возможности. Дуга стала стабильнее, даже без дополнительного дросселя. Появилась возможность сваривания металлов не только переменным, но и постоянным током. Однако весогабаритные показатели не улучшились, что отодвинуло на второй план эти устройства.
Инвертор
Настоящую революцию произвели инверторные сварочные аппараты. Их появление совпало с подорожанием меди на мировых рынках. А сам инвертор использует намного меньше меди, чем устройства других типов. Такой подход позволил сделать устройства доступными для каждого домашнего и дачного умельца и это не последнее его достоинство.
Работать с таким устройством может даже новичок. И все же, главным достоинством считается минимальный вес при самых скромных габаритах. Если Вам нужен сварочный аппарат для дачи, то он Вам подойдет. Загрузив его в багажник автомобиля, Вы сможете пользоваться им и в гараже, и на даче. Недостатки устройства — сложная схема реализации, значительная стоимость и затратный ремонт, компенсируются массой достоинств:
обширный ассортимент свариваемых металлов;
отсутствие разбрызгивания металла;
множество дополнительных функций, делающих работу с этим устройством комфортной и необременительной.
Познакомившись со всеми достоинствами аппаратов инверторного типа, Вы более не станете задумываться над вопросом о том, какой сделать выбор среди устройств для сварочных работ бытового назначения.
Полуавтомат
Продолжим нашу экскурсию в мир неограниченных возможностей домашней сварки. Наличие на рынке недорогих инверторов привело к расширению использования сварочных полуавтоматов, в которых инвертор исполняет роль источника питания. В процессе сварки используется сварочная проволока, для чего в устройстве имеется механизм для её подачи. Еще одна особенность – использование защитных газов для защиты расплавленного металла и зоны сваркиот окисления.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Преимущества инверторного аппарата
- КПД устройств достигает 95 %. Потери энергии минимальны.
- Аппараты отличаются повышенной электробезопасностью.
- Их можно без последствий подключать к обычной бытовой сети.
- Устройства имеют очень широкий диапазон регулирования силы тока. Благодаря этому возможно использовать разные типы электродов и подбирать требуемый режим сварки для металлов.
- Вся работа приборов регулируется управляющими схемами и микропроцессорами. Это обеспечивает легкий поджиг и стабильное удержание дуги.
- Напряжение и сила тока в инверторных аппаратах регулируются плавно.
- Аппараты комплектуются защитой от перепадов сетевого напряжения.
- Сварку можно вести в любых пространственных положениях.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Схема точечной сварки
Точечная сварка – это, если коротко, такой процесс, когда детали соединяются не сплошным швом, а в нескольких точках. Применяется такой вид сварки для деликатного соединения тонких деталей; используется в машиностроении, авиационной и других видах точной промышленности.
В общем, схема точечной сварки следующая. Это термоэлектрический процесс, в ходе которого ток пропускается через детали, подлежащие соединению, и нагревает их в необходимых точках. При этом прочность соединения зависит от силы тока и времени воздействия, усилия сжатия деталей, их структурой. Преимущества точечной сварки очевидны:
- Легкое, прочное и долговечное соединение.
- Возможность работы с деликатными материалами.
- Низкое безопасное напряжение.
- Высокая скорость работы.
Схема точечной сварки состоит в том, что ток контролируемой силы подается медными электродами, диаметр которых определяет плотность энергии. Под действием тока образуется сварное ядро из расплавленного металла – диаметром от 4 до 12 мм. При этом различают различные режимы сварки: мягкий и жесткий.
Мягкий предполагает плавный нагрев заготовок небольшой силой тока относительно продолжительное время. Соответственно, при этом энергии потребляется меньше, и для такой сварки нужны аппараты меньшей мощности – более дешевые. Мягкий метод применяется при сварке деталей, которые необходимо закалить.
Жесткий метод отличает более высокие значения силы тока, значительным давлением и большей продолжительностью процесса сварки. Сварные аппараты подбирают исходя из задачи, соединение какого типа необходимо сделать, и различаются они типами встроенных трансформаторов. Помимо компактных приборов существуют также многофункциональные сварочные станки.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Общее описание
Неприхотливый сварочный аппарат GY GYSMI (в народе — «гусми») с микропроцессорами в основе, можно использовать как для ручной дуговой сварки так и для ММА-сварки.
Чтобы упростить работу при сварке в сварочном устройстве GYSMI 161 есть также функции:
- горячего старта (Hotstart);
- «антизалипания» (антиприлипание);
- форсажа дуги (Arcforce);
- оснащение защитой от перегрева;
- системой воздушного охлаждения.
Несмотря на то, что при напряжении 170 – 260 В GYSMI работает без каких либо проблем, не стоит делать большую нагрузку на инвертор, советуем следить за этим и самостоятельно.
Например: на 10 минут сварочной работы 5 минут работаете инвертором, остальные 5 минут даете остыть аппарату. Комплектация в коробке стандартная и включает:
- инвертор;
- саквояж из плотного пластика;
- сетевой кабель с вилкой евростандарта;
- для транспортировки на плече-ремень;
- сварочный кабель с зажимом и держателем (2шт);
- инструкция.
Это интересно: Бормашины (граверы) для резьбы по дереву: разновидности, особенности, правила выбора