Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Схемы сварочных инверторов самодельных и заводских.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А. Вот схема.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента.
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ММА-250
Здравствуйте читатели сайта Elwo.ru! Много читал тут про ремонт различных СА, а теперь хочу и сам поделиться опытом. Принесли на той неделе на ремонт сварочный инвертор для дуговой сварки «Герой МMA MINI-250».
Выполнен аппарат по технологии IGBT или (полу-мостовой).
С жалобой от хозяина на то, что электрод залипает, и не хочет сваривать. После включения в сеть и попыток сварить деталь, ничего не получалось. И после изменения тока сварки на более высокое, сварка задымилась и услышал электрический треск. Владелец сказал что причиной поломки, был вызван не правильный выбор сварочного тока для электрода.
Внимание: все работы по ремонту, и восстановлению сварочного инвертора, вы выполняете на свой страх и риск.
После разборки было решено открутить и проверить БП.
Был найден сгоревший резистор на 150 Ом на 10W.
Диодный мост на 100V 35A и реле на 24 35А оказались рабочими.
А в БП был найден вздувшийся конденсатор 470 мкФ х 450 В который был заменён.
Далее проверяем верхнюю плату.
- Драйвер силовых ключей. (проверяется всё что можно на этой платке сопротивление должно быть не более 10 Ом).
- Силовые ключи.
- Блок питания 24 В. (проверяется транзистор К2611 или его аналог и его обвес см фото).
- Задающий генератор. (проверяются все полевые транзисторы можно проверить включив сварку при включении и выключении должен появиться писк генератора).
Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора «E» и «C» в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках «G» и «E» сопротивление должно быть бесконечное, не зависимо от полярности.
Далее нужно подать на ножку «G»-«+» а на «E» «-» 12 вольт постоянного тока. и прозвонить ножки «C» и «E» они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки ). Ножки «C» и «E» должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Диоды ломаются крайне редко, но если ломается один то за собой он ломает все остальные. Примерная схема этой сварки ММА-250 находится тут (не полная). После того как заменили все неисправные детали, собираем сварочник в обратной последовательности и проверяем на работоспособность. Автор статьи 4ei3
Источник
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Читать также: Как соединить много проводов в один
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.
Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Читать также: Ремонт микроволновки супра своими руками видео
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
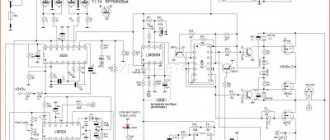
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Читать также: Как паять бурой медь
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
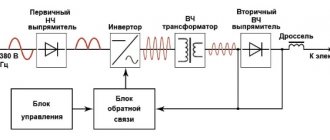
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора «E» и «C» в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках «G» и «E» сопротивление должно быть бесконечное, не зависимо от полярности.
Далее нужно подать на ножку «G»-«+» а на «E» «-» 12 вольт постоянного тока. и прозвонить ножки «C» и «E» они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки ). Ножки «C» и «E» должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Диоды ломаются крайне редко, но если ломается один то за собой он ломает все остальные. Примерная схема этой сварки ММА-250 находится тут (не полная). После того как заменили все неисправные детали, собираем сварочник в обратной последовательности и проверяем на работоспособность. Автор статьи 4ei3
Достоинства и недостатки сварочных аппаратов инверторного типа
Аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Описание к файлу:
Тип устройства: сварочный инвертор
Фирма производитель: СВАРОГ
Модель: СВАРОГ TIG 250 (R22)
Инструкция на русском языке
Формат файла: pdf, размер: 901,66 kB
Для ознакомления с инструкцией необходимо нажать на ссылку «ЗАГРУЗИТЬ», чтобы скачать pdf файл. Если есть кнопка «ПРОСМОТР», то можно просто посмотреть документ онлайн.
Для удобства, Вы можете сохранить данную страницу с файлом руководства по эксплуатации в свой список «избранное» прямо на сайте (доступно для зарегистрированных пользователей).
Сварочный инвертор TIG DC250 предназначен для использования в качестве источника тока при аргонодуговой сварке TIG. Сварочный инвертор может быть использован как самостоятельно, так и в составе автоматических установок.
Особенности аргонодугового сварочного аппарата TIG DC250
- Диапазон выходного тока от 1 до 250А точностью 1А
- ПВ 100% во всем диапазоне выходных токов
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Отсутствие пульсаций выходного тока и напряжения как в диапазоне частоты сети, так и в диапазоне частот работы инвертора
- Малое время установления выходного тока, позволяющее обеспечить формирование импульсов менее 1мс
- Стрелочные индикаторы тока сварки и напряжения дуги, прошедшие проверку в РОСТЕСТ
- Защита от перегрева и перекоса фаз
- Управление с помощью дистанционного пульта
- Простое управление при встраивании в сварочные комплексы с помощью дискретного сигнала «включение» и аналогового сигнала «Ток»
- Встроенный или внешний осциллятор
- Встроенная или внешняя система управления расходом защитного газа
- Возможность работы до 4 источников параллельно с выходным током до 1000А
- Стандартный корпус высотой 4U для установки в 19″ стойку
- Модификация для переменного тока DC160AC
- Встроенный модулятор для изменения полярности выходного сигнала
Для обеспечения высокой надежности источника тока в силовой части применена схема фазосдвигающего моста с двумя встречно включенными трансреакторами и удвоением выходного тока. Такая силовая схема и применение микропроцессорной системы управления позволили получить сварочный источник с полным набором сервисных функций и выходным током от 1 до 300 ампер при пульсациях не более 0.5А и выходном напряжении не менее 50В при максимальном токе. Время установления тока по уровню 90% не превышает 0,2мс, что позволяет реализовать любые импульсные режимы.
Схема сварочного аппарата tig DC250
Основное назначение источника – работа в составе автоматизированных и роботизированных сварочных комплексов. В отличии от зарубежных аналогов источник для управления не имеет сложных цифровых шин с закрытыми протоколами, а управляется двумя сигналами: аналоговое задание тока и дискретный сигнал включения тока. При использовании источников Fronius , ESAB , KEMPPI , LORCH , LINCOLN ELECTRIC и других в составе автоматизированных комплексов возникает проблема с управлением выходным током при плавном нарастании тока в начале сварки, плавном снижении для заварки кратера или при шагоимпульсных режимах, требующих синхронного управления током, скоростью сварки, скоростью присадочной проволоки и поперечными колебаниями. Как правило все зарубежные производители сварочных источников сами или в кооперации производят сложные сварочные комплексы и навязывают свои услуги по автоматизации при покупке источников. В этом случае все специальные режимы обеспечиваются за счет специальных скоростных шин между сварочным источником и остальным оборудованием. Однако, при встраивании этих сварочных источников в разрабатываемые отечественные автоматизированные комплексы, связь с источниками может быть организована только за счет специальных модулей сопряжения, обеспечивающим минимальный набор управляющих функций. Кроме того, эти модули, как правило, имеют задержку реакции на управляющие сигналы порядка 100-300мс, что не позволяет реализовать сложные законы управления. Сварочный аппарат DC250ЛЭ позволяет использовать его в любых автоматизированных и роботизированных сварочных комплексах за счет простого аналогового управления током с задержкой не более 0,2мс.
Читать также: Светильник дрл 250 технические характеристики
Важным преимуществом сварочного аппарата является применение стрелочных индикаторов выходного тока и напряжения, что позволяет применять источник на объектах, требующих применения поверенных средств измерения. Реальные значения тока и напряжения дополнительно выводятся на разъем в аналоговом виде.
Технические характеристики сварочного инвертора TIG DC250
| Параметр | Значение |
| Напряжение питания первичной трехфазной сети, B | 380±15% |
| Максимальная потребляемая мощность, кВт | 14 |
| Номинальный выходной ток, А | 250 |
| ПН при номинальном токе, % | 100 |
| Максимальный выходной ток, А | 300 |
| ПН при номинальном токе, % | 60 |
| Диапазон регулировки выходного тока, А | 1…300 |
| Напряжение холостого хода, В | 75±5 |
| Выходное напряжение при токе 250А, В | 0. 52 |
| Температура окружающей среды, °С | -10…+45 |
| Габаритные размеры (дшв), мм | 520х440х180 |
| Вес, кг | 22 |
Первая цифра: 0- без внешнего пульта управления, 1- пуль внешнего управления в непрерывном режиме, 2- пульт внешнего управления с импульсным режимом.
Вторая цифра: 0 – без встроенного осциллятора, 1 – встроенный осциллятор
Третья цифра: 0 – без системы управления газом, 1 – газовый клапан для включения защитного газа, 2 – система регулирования расхода газа от 1 до 25 л/мин.
Сварочный аппарат для аргонодуговой сварки DC250
Декларация о соответствии ТС N RU Д-RU.АЛ92.В.18342
Источник DC250 обладает минимальным временем установления выходного тока, не превышающего 200мкс. На осциллограмме показана форма выходного напряжения при нагружении источника в импульсном режиме на балластный реостат. Это позволяет реализовать технологии сварки тонких изделий не доступные другим сварочным источникам, имеющим время установления тока единицы миллисекунд.
Выходное напряжение сварочного источника при работе в импульсном режиме.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Ремонт сварочного инвертора своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Самодельный тороидальный сварочный аппарат
Схема самодельного тороидального сварочного аппарата .
П-образные, Ш-образные трансформаторы значительно уступают тороидам в массогабаритном соотношении. Тороидальный сварочный аппарат в полтора раза легче Ш-образного аналога, однако основная трудность при самостоятельном изготовлении кроется в отсутствии необходимого железа. Умельцы делятся рекомендациями по изготовлению трансформатора из промышленного СА, отработавшего положенный ресурс. Аналогичной заменой послужит трансформатор ТСА 310 либо ТС 270. Его П-образные пластины «половинят» зубилом, правят на наковальне.
Сварочные аппараты этого типа собраны из пластин 45 х 9 см:
- пластинчатый клепаный обруч диаметром 26 см наполняется пластинами встык друг к другу (работа выполняется вдвоем, напарник фиксирует набираемый сердечник, предотвращая распрямление пластин);
- при достижении внутреннего диаметра конструкции 12 см набор прекращается;
- из электрокартона вырезаются детали: полоса шириной 9 см, кольца с внутренним диаметром 11 см, внешним 27 см;
- кольца прикладываются к боковым сторонам конструкции, собранной на первом этапе, обматываются матерчатой изолентой;
- обмотка I укладывается на изоленту — 170 оборотов (для 220 В) провода диаметром 2 мм марки ПЭВ-2;
- обмотка II укладывается поверх нее — 30 витков проводом диаметром 15-20 мм марки ПЭВ-3;
- обмотка III — 30 оборотов проводом марки МГТФ 0,35;
- изоляция друг от друга тесьмой, ПО проверяется на ток ХХ: если он меньше 1-2 А, отматывается несколько витков, при величине тока ХХ больше 2 А добавляется два оборота.
Данный сварочный аппарат имеет оригинальную схему управления в виде фазового регулятора. Напряжение, снятое с обмотки III, выпрямляется диодным мостиком. Конденсатор заряжается через резисторы до 6 В, затем происходит пробой через динистор, собранный из тиристора, стабилитрона. Открывается диод с тиристором. Последний резистор в схеме ограничивает ток, при отрицательной волне переменного тока открываются ответные тиристор, диод. Сварочные аппараты такой конструкции отстраиваются резистором.
Для создания сварочного аппарата необходимы резисторы мощностью от 10 Вт.
В схеме использованы:
- диоды на ток 160-250 А, закрепленные на радиаторах с площадью от 100 см2;
- конденсатор К50-6;
- резисторы мощностью от 10 Вт;
- тиристоры КУ202 либо КУ201.
Сварочный аппарат уверенно варит электродами диаметром 4 мм, режет металл. Держатель для него можно сделать самостоятельно из равнополочного уголка длиной 10 см (полки по 2 см). В 1 см от края уголка в самом углу сверлится отверстие диаметром 4,1 мм, через которое новым электродом можно выталкивать сгоревший электрод. Нижняя часть полок заужается по руке сварщика. Во внутренний угол вваривается проволока, отогнутая от него вертикально вверх. Снизу на конструкцию надевается кусок резинового шланга. При работе электрод вставляется между краями уголка, прижимается к ним куском приваренной проволоки.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Аппарат для сварки из автомобильных аккумуляторов
Для того, чтобы изобрести дизель-генератор для сварочного аппарата, необходимо в определенной последовательности соединить пару аккумуляторов.
Сварочный аппарат серьезно нагружает бытовую электросеть, обеспечивая скачок напряжения в 30 В при нагрузке 3,5 кВт. Вместо приобретения сварочного дизель-генератора умельцы создали оригинальную схему прибора, основой которой являются 3-4 последовательно соединенных АБ от легкового автомобиля. Емкость каждого из них должна быть не меньше 55-190 А/час, для объединения в общую цепь необходимо использовать надежные зажимы.
Данная схема незаменима в полевых условиях, так как выручат даже б/у аккумуляторы, доставленные к объекту силами легкового ТС. Необходимо учитывать сильный нагрев корпусов АБ уже после нескольких часов работы, ежедневно проверять уровень, плотность электролита при постоянном использовании. В жару из электролита интенсивно испаряется вода, поэтому контролирующие приборы (ареометр), дистиллированную воду, кислоту следует держать под рукой.
Сварочные аппараты этого типа достаточно ставить на ночную подзарядку, подключая соответствующее устройство в общую цепь, чтобы заряжались все АБ сразу. При сварке электродами диаметром 3 мм рабочий ток не больше 90-120 А, что не превышает половину мощности. Электролит не вскипает за счет высокой теплоемкости. Выходное напряжение полностью зависит от количества подключенных в цепь аккумуляторов, составляет 42-54 В.
Tags: , автомат, ампер, бить, бра, вид, внутренний, генератор, двигатель, дом, , зажим, изоляция, импульсный, кабель, как, компьютер, конденсатор, , , магнит, монтаж, мощность, нагрузка, напряжение, осциллограф, переменный, перенос, полоска, полярность, постоянный, правило, принцип, провод, пуск, , работа, размер, расчет, регулятор, резистор, ряд, сад, самодельный, сеть, соединение, средство, стабилитрон, схема, тен, тип, ток, транзистор, трансформатор, , установка, фильтр, фото, щит, эффект