Какие транзисторы используются в сварочных инверторах?
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:• Изначально выпрямляют ток, полученный из сети;• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:• Вентиляторов;• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управленияКак правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:• Паяльников 40В;• Ножей;• Плоскогубцев;• Кусачек;• Амперметров на 50 и 250А;• Осциллографа;• Вольтметров на 50В и 250В;• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Транзисторы для сварочных инверторов
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги.
А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Какие транзисторы используются в сварочных инверторах
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования.
Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века.
Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги.
В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения.
В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример.
Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г.
Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки.
Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока.
При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
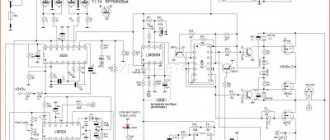
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
| Тип | Характеристика |
| V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
| НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
| Н | Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц. |
| М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц |
| W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGH40N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Транзисторы для сварочных инверторов: техническая оценка состояния и ремонт, советы специалистов
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком.
Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания.
В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата.
Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения.
После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.
Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности.
Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру.
Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
- Николай Иванович Матвеев
- Распечатать
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Читать также: St 101e принцип работы
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Какие транзисторы используются в сварочных инверторах? – Металлы, оборудование, инструкции
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Транзисторы для сварочных инверторов: виды, характеристики, применение, какие лучше
Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Транзистор – что это и какие бывают
В этой статье мы постараемся максимально развернуто ответить на все эти вопросы. Подробнее опишем их отличия, какому лучше отдать своё предпочтение.
В каждой электронной конструкции используется транзистор. Он может быть и детской игрушке, и в системе наземного воздушного наблюдения. Это чудо техники используется при производстве вычислительной техники, аудио- и видео аппаратуры.
То есть к их помощи прибегать в построении любой микросхемы. Роль транзистора в инверторе – это усиление и управления электрическим током. Изобретение транзистора в 1948 году спровоцировало мощный толчок в эволюции науки и техники.
Конечно, это повлекло радикальные изменения в развитии электроники.
Транзистор играет большую роль в комплектации малогабаритных сварочных аппаратов. Важным достоинством оных считается способность безупречно работать при низком напряжении, а также при высоком значении тока.
Он используется для генерирования, усиления, коммутации и преобразования электрических сигналов. Современный инвертор имеет вес не более 5 кг.
И это благодаря внедрению компактной схемы, которую собрали при помощи транзисторов. Это повлекло уменьшение габаритов всего сварочного аппарата.
Прибор с такими размерами, очень сильно упрощает сварочную работу в малодоступных местах. Если сравнивать привычный для нас сварочный аппарат, которым пользовались раньше и инвертор, то можно с уверенностью сказать, что современный прибор намного проще в изучении и применении.
Огромная важность просматривается в количестве дополнительных функций, которые были внедрены в устройство. Именно этот факт позволяет начинающему сварщику без колебаний приступить к работе без риска.
Транзистор – это полупроводниковый прибор, главный составляющий современного сварочного инвертора.
В связи с тем, что инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить максимум информации о его электронном наполнении.
Эти знания понадобятся для понимания начинки сварочного оборудования которое вы используете. Бесспорно, большую роль играет наличие многих дополнительных функций. Это позволяет менее сварщику без колебаний приступить к работе.
И так как инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить побольше информации о его электронном наполнении. Эти знания понадобятся для понимания функций оборудования которое вы используете.
В настоящий время самыми есть два вида транзисторов, которые используются в сварочных инверторах: IGBT и MOSFET. Именно они сыграли роль в уменьшении габаритов, а так также способствовали расширению дополнительных возможностей аппарата.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором – это IGBT. Фактически это два транзистора на одной подложке. IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Какой лучше?
Чуть выше мы упоминали ещё об одном транзисторе MOSFET. Очень часто между специалистов сварочного дела возникает спор какой транзистор лучше. Как мы можем прокомментировать данную ситуацию?
Между этими двумя видами существует достаточно много различий. Правда с первого взгляда их не просто определить. MOSFET,- это полевой транзистор. IGBT – это биполярный.
Самое главное – это предельная мощность, которую должен выдерживать транзистор. У MOSFET эти показатели ниже, а у IGBT мощность выше. Естественно этот фактор влияет и на разницу стоимости прибора.
Интересно что в характеристиках мы видим много конкретных различий, но в действительности на практике такой разницы не ощущается. Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Кроме того, IGBT инвертор будет намного дороже в обслуживании. В случае поломки для этого аппарата очень не просто найти хорошего мастера и расходники. Эти факторы ощутимо влияют на стоимость IGBT.
Поэтому для бытовой сварки рекомендуем хороший и бюджетный в обслуживании инвертор MOSFET.
Вся ценность и превосходство IGBT появляются в аппарате, который предназначен для высоковольтных подключений. Но это уже профессиональные сварочные работы. И вот здесь огромная мощность играет первую роль.
В других случаях, для любительской сварки разницы между MOSFET и IGBT нет никакой. Вид транзистора не играет никакой роли для новичков. Но вот для квалифицированного професионала все -таки IGBT инвертор.
Хоть они дороже в обслуживании, но зато позволяют использовать больше мощности.
Подведем итог
В завершение нашей статьи хочется порекомендовать новичка в сварочном деле не волновать о выборе транзисторов. MOSFET сравнительно дешевле в ремонте и для вас будет привести его в рабочее состояние намного легче.
А если вы мастер сварочного дела, то конечно для работы вам будет нужно IGBT инвертор. Разумеется, их обслуживание будет дороже, но зато есть возможность использовать больше мощности.
В любом случае, какой бы прибор вы не выберите, современный и компактный инвертор будет помогать вам при выполнении любых сварочных работ.
Дополнительные функции помогут даже абсолютному новичку почувствовать себя мастером сварочных работ. Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.
Инверторный источник питания позволяет достигать высокого качества регулирования выходных параметров сварочных аппаратов, имеет малые габариты и массу. Компания International Rectifier предоставляет широкий выбор силовых IGBT-транзисторов и драйверов для инверторов различных топологий. Кроме того, компания предлагает компоненты для построения необходимого в данном случае ККМ. Сварка является одним из наиболее популярных способов конструктивного соединения материалов. Ее применяют в совершенно разных областях: от строительства зданий и авиации – до микроскопической сварки в микроэлектронике и ювелирной отрасли. Для каждой из перечисленных областей характерны свои требования к типам используемых материалов, качеству сварки, стоимости ее выполнения, уровню автоматизации. Это привело к появлению различных технологий, таких как ручная дуговая сварка плавящимся электродом (manual metal arc, ММА), ручная сварка в среде защитных газов (tungsten inert gas, TIG), полуавтоматическая сварка в среде инертных (metal inertgas, MIG) или активных газов (metal active gas, MAG), плазменная сварка, контактная и так далее. Каждый из перечисленных видов сварки требует мощного сварочного аппарата, который выполняет следующие функции: преобразует сетевое переменное напряжение в постоянное или переменное напряжение и ток требуемой величины, осуществляет регулирование выходных параметров тока и напряжения, контролирует возникновение аварийных ситуаций, выполняет дополнительные функции (плавный запуск и тому подобное). Существует несколько типов источников питания сварочных аппаратов, работающих от двух- или трехфазных сетей:
- трансформаторный;
- трансформаторный с выпрямителем;
- инверторный.
Трансформаторный тип подразумевает использование сетевого трансформатора для преобразования сетевого напряжения до требуемого уровня. Регулировка выходных значений тока может производиться с помощью изменения зазора между обмотками трансформатора. При этом выходной ток имеет переменную форму. Данный тип аппаратов является наиболее надежным, но в то же время громоздким, и не может обеспечить высокий уровень качества сварки. Выпрямительный тип отличается от трансформаторного наличием выходного выпрямительного блока. В данном случае сварочный ток оказывается постоянным. Это приводит к улучшению качества сварочного шва. Однако недостатки, вес и габаритность, сохраняются. Инверторный тип является наиболее современным источником тока для сварочных аппаратов. За последние пятнадцать лет характеристики используемых в таких источниках полупроводниковых элементов, их качество и надежность значительно возросли. Инверторные ИП позволяют достичь высокого качества регулирования параметров сварного тока, получить высокостабильные параметры, улучшить массогабаритные характеристики. Структура блока питания инверторного сварочного аппарата состоит из нескольких основных составляющих: входного выпрямителя, корректора коэффициента мощности, инвертора, ВЧ-трансформатора, системы управления (рисунок 1). Если требуется получение постоянного выходного тока, в структуру легко может быть добавлен выходной выпрямитель. Система управления формирует ШИМ-сигнал для силовых ключей, обрабатывает сигналы обратной связи от нагрузки, осуществляет взаимодействие с оператором, обнаруживает возникновение аварийных ситуаций и так далее.
Главным элементом представленной структуры является инвертор. Он может быть выполнен по любой из существующих инверторных схем: мостовой, полумостовой, Push-pull и других. Компания International Rectifier предлагает все необходимые компоненты для построения высокоэффективных и надежных инверторов на базе наиболее популярных схем: мостовой и Push-pull. Каждая из схем имеет свои достоинства и особенности.
Компоненты IR для push-pull-инверторов сварочных аппаратов
Топология Push-pull долгое время была основной при построении инверторов для сварочных аппаратов. Ее отличают весьма важные достоинства (рисунок 2): потребность всего в двух силовых ключах, простота системы управления (управляющее напряжение формируется относительно общей шины и не требует смещения), потенциальная возможность снижения стоимости за счет малого числа компонентов. Данная схема позволяет получать как постоянный, так и переменный выходной ток.
Компания IR предлагает IGBT для реализации различных схем инверторов. Среди предлагаемых IGBT можно выбрать наиболее оптимальные для каждого конкретного случая. Это возможно благодаря наличию транзисторов с различными характеристиками (таблица 1):
- с малыми потерями на переключения, оптимизированых для работы с высокими рабочими частотами (до 30 кГц);
- низкочастотных, имеющих минимальные потери во включенном состоянии с низким напряжением «коллектор-эмиттер» от 1,46 В (Low VCE(on));
- с устойчивостью к короткому замыканию до 10 мкс (индекс K10);
- с устойчивостью к короткому замыканию до 5 мкс (индекс K);
- со встроенным обратным диодом (индекс D).
Таблица 1. IGBT-транзисторы для инверторного каскада сварочного аппарата
| Наименование | Напряжение, В | Поколение | Ток IC при 100°C, A | VCE(on) тип, В | Частота коммутации, кГц | Корпус |
| IRGB10B60KD | 600 | Gen5 | 12 | 1,80 | 8…30 | TO-220AB |
| IRGB15B60KD | 15 | TO-220AB | ||||
| IRGP30B60KD-E | 30 | 1,95 | TO-247 | |||
| IRGB4615D | Gen6 | 15 | 1,55 | TO-220AB | ||
| IRGB4620D | 20 | TO-220AB | ||||
| IRGP4620D | TO-247 | |||||
| IRGB4062D | 24 | 1,60 | TO-220AB | |||
| IRGP4062D | TO-247 | |||||
| IRGP6630D | 30 | 1,65 | TO-247 | |||
| IRGP4640D | 40 | 1,60 | Low VCE(on) | TO-247 | ||
| IRGP4063D | 48 | 1,65 | 8…30 | TO-247 | ||
| IRGP4068D | TO-247 | |||||
| IRGP4069D | 50 | 1,60 | TO-247 | |||
| IRGP4078D | 1,90 | Low VCE(on) | TO-247 | |||
| IRGP4650D | 1,60 | TO-247 | ||||
| IRGP6650D | 1,65 | 8…30 | TO-247 | |||
| IRGP4063D1 | 60 | TO-247 | ||||
| IRGP4660D | 1,60 | Low VCE(on) | TO-247 | |||
| IRGP6660D | 1,65 | 8…30 | TO-247 | |||
| IRGP4066D | 90 | 1,70 | TO-247 | |||
| IRGP6690D | 1,65 | TO-247 | ||||
| IRGPS4067D | 160 | 1,70 | Super 247 | |||
| IRGP4262D | 650 | Gen6 | 40 | Low VCE(on) | TO-247 | |
| IRGP4266D | 90 | TO-247 | ||||
| IRGB5B120KD | 1200 | Gen5 | 6 | 2,75 | 8…30 | TO-220AB |
| IRGP20B120UD-E | 20 | 3,05 | TO-247 | |||
| IRGP20B120U-E | TO-247 | |||||
| IRGP30B120KD-E | 30 | 2,46 | TO-247 | |||
| IRGPS40B120U | 40 | 3,12 | Super 247 | |||
| IRGPS40B120UD | Super 247 | |||||
| IRGPS60B120KD | 60 | 2,50 | TO-274AA | |||
| IRG7PH30K10D | Gen7 | 16 | 2,05 | TO-247 | ||
| IRG7PH30K10 | 23 | TO-247 | ||||
| IRG7PH35UD | 25 | 1,90 | TO-247 | |||
| IRG7PH37K10D | TO-247 | |||||
| IRG7PH35U | 35 | TO-247 | ||||
| IRG7PH44K10D | 40 | TO-247 | ||||
| IRG7PH42UD | 45 | 1,70 | TO-247 | |||
| IRG7PH50K10D | 50 | 1,90 | TO-247 | |||
| IRG7PH46UD | 57 | 1,70 | TO-247 | |||
| IRG7PH42U | 60 | TO-247 | ||||
| IRG7PSH54K10D | 65 | 1,90 | Super 247 | |||
| IRG7PSH50UD | 70 | 1,70 | Super 247 | |||
| IRG7PH46U | 75 | TO-247 | ||||
| IRG7PH50U | 90 | TO-247 |
Среди представленных транзисторов хочется отдельно выделить достаточно новую серию IRGx46xxD, которая, обладая характеристиками не ниже, чем у «классической» серии IRGx40xxD, является более привлекательной по цене (применение новых технологий позволило снизить себестоимость производства транзисторов). Также отдельного внимания заслуживает одна из новейших серий IGBT – IRGP66xxD, совмещающая в себе низкие потери на проводимость и переключение и разработанная компанией специально для сварочной техники. Как было сказано выше, одним из преимуществ топологии Push-pull является простота управления ключами. Для этих целей компания International Rectifier предлагает двухканальные драйверы в компактных корпусах SOIC-8 и DIP-8 (таблица 2).
Таблица 2. Драйверы нижнего плеча для Push-pull-инверторов
| Наименование | Топология | Инвертированные входы | Напряжение, В | Выходной ток, Io+, мА | Выходной ток, Io-, мА | Корпус |
| IR25600 | Два нижних ключа | – | 25 | 2300 | 3300 | SOIC-8, DIP-8 |
| IR4426 | INA, INB | |||||
| IR4427 | – | |||||
| IRS4426S | INA, INB | SOIC-8 | ||||
| IRS44262S | ||||||
| IRS4427S | – | |||||
| IRS4428S | INA |
Стоит обратить внимание на некоторые особенности Push-pull-схемы: более сложный трансформатор, работа ключей в более жестком режиме (большее рабочее напряжение, большие выбросы напряжения). Кроме того, наличие всего двух плечей управления ограничивает диапазон регулирования выходного тока. Более качественное регулирование позволяет получить мостовая схема.
Компоненты IR для мостовых инверторов сварочных аппаратов
Мостовая схема по сравнению с Push-pull имеет большее число силовых ключей и компонентов управления (рисунок 3), что приводит к удорожанию схемы в целом. Однако в большинстве случаев это компенсируется улучшением качества регулирования.
Важно отметить, что для построения схем по обеим топологиям компания International Rectifier предлагает использовать одинаковые ключи (таблица 1). При этом в мостовой схеме силовые ключи работают в более комфортных условиях (меньшие рабочее напряжение и броски напряжения). Усложнение схемы управления в случае мостовой топологии нивелируется наличием готовых драйверов полумоста и верхнего и нижнего плечей (таблица 3). Драйверы имеют встроенную схему смещения и доступны в малогабаритных SOIC- и DIP-корпусах.
Таблица 3. Драйверы IGBT для мостовых инверторов
| Наименование | U, В | Топология | Выходной ток, Io+, мА | Выходной ток, Io-, мА | Разделение силовой и сигнальной земель | Корпус |
| IR25604 | 600 | Верхний и нижний ключ | 200 | 350 | Нет | SOIC-8 |
| IRS2301 | 200 | 350 | Нет | SOIC-8, DIP-8 | ||
| IRS2302 | 200 | 350 | Нет | SOIC-8, DIP-8 | ||
| IRS26072DS | 200 | 350 | Нет | SOIC-8, DIP-8 | ||
| IRS2607DS | 200 | 350 | Нет | SOIC-8, DIP-8 | ||
| IRS2101 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS2106 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS21064 | 290 | 600 | Нет | SOIC-14, DIP-14 | ||
| IRS2112 | 290 | 600 | Нет | SOIC-14, DIP-14, DIP16 | ||
| IRS2181 | 1900 | 2300 | Нет | SOIC-8, DIP-8 | ||
| IRS21814 | 1900 | 2300 | Нет | SOIC-14, DIP-14 | ||
| IRS21814M | 1900 | 2300 | Нет | PQFN 4 x 4 | ||
| IR25607 | 2500 | 2500 | Нет | SOIC-8 | ||
| IRS2113 | 2500 | 2500 | Нет | SOIC-14, DIP-14, DIP16 | ||
| IRS2113M | 2500 | 2500 | Нет | PQFN 4 x 4 | ||
| IRS2186 | 4000 | 4000 | Нет | SOIC-8, DIP-8 | ||
| IRS21864 | 4000 | 4000 | Нет | SOIC-14, DIP-14 | ||
| IRS21867 | 4000 | 4000 | Нет | SOIC-8 | ||
| IR25601 | Полумост | 120 | 260 | Нет | SOIC-8, DIP-8 | |
| IRS2304 | 120 | 600 | Нет | SOIC-8, DIP-8 | ||
| IR25603 | 180 | 260 | Нет | SOIC-8, DIP-8 | ||
| IR25606 | 200 | 350 | Нет | SOIC-8 | ||
| IRS2608DS | 200 | 350 | Нет | SOIC-8, DIP-8 | ||
| IR25602 | 210 | 360 | Нет | SOIC-8 | ||
| IRS2103 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS2104 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS2108 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS21084 | 290 | 600 | Нет | SOIC-14, DIP-14 | ||
| IRS2109 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS21091 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS21094 | 290 | 600 | Нет | SOIC-14, DIP-14 | ||
| IRS2111 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS2308 | 290 | 600 | Нет | SOIC-8, DIP-8 | ||
| IRS2183 | 1900 | 2300 | Нет | SOIC-8, DIP-8 | ||
| IRS2184 | 1900 | 2300 | Да | SOIC-8, DIP-8 | ||
| IRS21844 | 1900 | 2300 | Да | SOIC-14, DIP-14 | ||
| IRS21844M | 1900 | 2300 | Да | PQFN 4 x 4 | ||
| IR2213 | 1200 | Верхний и нижний ключ | 1700 | 2000 | Да | SOIC-16, DIP-14 |
| IR2214SS | Полумост | 1000 | 1500 | Да | SSOP-24 |
Бытовой, а тем более промышленный, сварочный аппарат является мощным потребителем и мощным источником помех. Для таких приборов устанавливаются требования по величине коэффициента мощности и уровню эмиссии гармонических составляющих тока. IR предлагает все необходимые компоненты для построения корректоров коэффициента мощности (ККМ).
Компоненты IR для построения ККМ сварочных аппаратов
Главной задачей построения корректоров коэффициента мощности является компенсация фазовых сдвигов между потребляемым напряжением и током при сохранении их синусоидальных форм. В этом случае источник питания сварочного аппарата, с точки зрения сети, должен как можно больше походить на активное сопротивление. Такая компенсация является обязательной и устанавливается требованиями ГОСТов (например, ГОСТ Р 51317. 3.2-99 (МЭК 61000-3-2-95)). International Rectifier предлагает широкий выбор как контроллеров корректоров коэффициента мощности, так и оптимизированных для этой цели IGBT. Контроллеры ККМ доступны в малогабаритных корпусах SOIC-8 и DIP-8 (таблица 4). IRS2505L выпускается в миниатюрном корпусе SOT-23-5. Важными достоинствами данных контроллеров являются широкий диапазон питающих напряжений (до 22 В), большие выходные токи (пиковые значения – до 1,5 А), наличие защитных функций.
Таблица 4. Котроллеры ККМ от International Rectifier
| Наименование | Корпус | Напряжение питания, VCC, В | Выходной пиковый ток, А | Рабочие частоты, кГц | Защита от перенапряжения, OVP | Защита от падения входного напряжения, BOP |
| IR1150 | DIP8 | 13…22 | +/-1,5 | 50…200 | – | – |
| IR1150S | SOIC-8 | 13…22 | +/-1,5 | 50…200 | – | – |
| IR1152S | SOIC-8 | 14…17 | +/-0,75 | 66 | Двойная | + |
| IR1153S | SOIC-8 | 14…17 | +/-0,75 | 22 | + | + |
| IR1155S | SOIC-8 | 12…20 | +/-1,5 | 48…200 | + | – |
| IRS2500S | SOIC-8 | 12,5…20 | +/-0,5 | 20…800 | + | – |
| IRS2505L | SOT-23-5 | 12…20 | +0,05/-0,045 | Переменная | + | + |
Транзисторы, используемые для ККМ, должны обладать высоким быстродействием, чтобы успевать отрабатывать возникающие смещения тока и напряжения. Также они должны быть устойчивы к перенапряжениям и сохранять работоспособность при самых жестких условиях переключений. Всем этим требованиям отвечают соответствующие IGBT от International Rectifier (таблица 5).
Таблица 5. IGBT-транзисторы для ККМ от IR
| Наименование | Напряжение, В | Ток IC при 100°C, A | VCE(on) тип., В | Частота коммутации, кГц | Корпус |
| IRG4IBC20W | 600 | 6 | 2,16 | 30…150 | TO-220 FullPak |
| IRG4BC20U | 6,5 | 1,85 | 8…30 | TO-220AB | |
| IRG4BC20W | 2,16 | 30…150 | TO-220AB | ||
| IRG4BC20W-S | D2-Pak | ||||
| IRG4IBC30W | 8,4 | 2,10 | TO-220 FullPak | ||
| IRGR4610D | 10 | 1,70 | 8…30 | D-Pak | |
| IRG4BC30U | 12 | 1,95 | TO-220AB | ||
| IRG4BC30W | 2,10 | 30…150 | TO-220AB | ||
| IRG4BC30W-S | D2-Pak | ||||
| IRG4PC30U | 1,95 | 8…30 | TO-247 | ||
| IRG4PC30W | 2,10 | 30…150 | TO-247 | ||
| IRGS4615D | 15 | 1,55 | 8…30 | D2-Pak | |
| IRGB4061D | 18 | 1,65 | TO-220AB | ||
| IRGS8B60K | 19 | 1,80 | D2-Pak | ||
| IRG4BC40U | 20 | 1,72 | TO-220AB | ||
| IRG4BC40W | 2,05 | 30…150 | TO-220AB | ||
| IRG4BC40WL | TO-262 | ||||
| IRG4BC40WS | 2,05 | D2-Pak | |||
| IRG4PC40U | 1,72 | 8…30 | TO-247 | ||
| IRGB4620D | 1,55 | TO-220AB | |||
| IRGP4620D | TO-247 | ||||
| IRGB20B60PD1 | 22 | 2,50 | 30…150 | TO-220AB | |
| IRGP20B60PD | TO-247 | ||||
| IRGB4062D | 24 | 1,60 | 8…30 | TO-220AB | |
| IRGS4062D | D2-Pak | ||||
| IRGSL4062D | TO-262 | ||||
| IRGP35B60PD | 34 | 2,25 | 30…150 | TO-247 | |
| IRGP4640D | 40 | 1,60 | 8…30 (Low VCE(on)) | TO-247 | |
| IRGP50B60PD | 42 | 2,00 | 30…150 | TO-247 | |
| IRGP4078D | 50 | 1,90 | 8…30 (Low VCE(on)) | TO-247 | |
| IRGP4650D | 1,60 | TO-247 | |||
| IRGP4660D | 60 | TO-247 | |||
| IRGP4266D | 650 | 90 | 1,70 | TO-247 | |
| IRG4PF50WD | 900 | 28 | 2,25 | 30…150 | TO-247 |
| IRG7PH46U | 1200 | 75 | 1,70 | 8…30 | TO-247 |
Заключение
Компания International Rectifier предлагает все необходимые базовые компоненты для создания источников питания для инверторных сварочных аппаратов. Среди предложений компании стоит отметить:
- мощные IGBT для основного каскада инвертора, способные работать при частотах до 30 кГц и выдерживать жесткие условия переключений, в том числе – в топологии Push-pull;
- двухканальные драйверы IGBT нижнего плеча для топологии Push-pull;
- двухканальные драйверы IGBT полумоста и верхнего и нижнего плеча для мостовой топологии;
- контроллеры ККМ с широким диапазоном питающих напряжений и высоким уровнем защиты;
- сверхбыстродействующие IGBT, предназначенные для жестких условий работы в составе ККМ.
Литература
- David G.Morrison. Semiconductors Spark Advances In Welding Power. Electronic Design, 2001;
- A. Roccaro, R. Filippo, M. Salato. AN-1045. AC TIG Welding: Output Inverter Design Basics. International Rectifier, 2003;
- https://www.irf.com/.
Адрес администрации сайта