Строгальные станки по металлу предназначены для черновой и чистовой обработки заготовок различной формы. Благодаря возможностям замены резцов можно достигать нужную скорость обработки, резать различные металлы, получать требуемый уровень производительности. Применяются в промышленности, мастерских, ремонтных цехах.
Поперечно-строгальный станок (Фото: Instagram / kubanzheldormash)
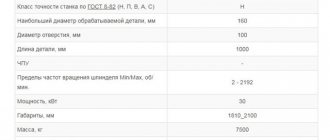
Технические характеристики
Технические характеристики станков строгального типа:
- размер рабочей поверхности — от 200х180 мм до 1500х6000 мм;
- предельная высота обрабатываемой заготовки — до 1,23 м;
- максимальное расстояние между рабочей поверхностью и поперечиной — 1,25 м;
- допустимая масса деталей — до 8 тонн;
- мощность электродвигателя, в зависимости от модели станка — от 500 Вт до 150 кВт;
- предельный угол поворота резцов в обе стороны — 600;
- скорость обработки — от 3 до 60 м/мин.
Классификация резцов для строгального агрегата
Резцы, которые применяются для обработки деталей на строгальных станках по металлу, подразделяются на категории по следующим признакам:
- материал режущей части;
- форма и размер стержня;
- тип режущего инструмента.
Режущая часть инструмента может изготовляться целиком из быстрорежущей стали или с насадкой из твердого сплава. В первом случае резцы называются цельными, а во втором — составные.
В качестве насадок для режущей части используются металлокерамические сплавы или минералокерамические материалы. Державку такого инструмента делают из конструкционной стали.
Видео:
Быстрорежущие насадки крепятся к державке сваркой, пайкой или механическим способом.
В зависимости от формы головки, резцы бывают оттянутые и изогнутые. В зависимости от направления подачи обрабатываемой заготовки режущие инструменты подразделяются на правые и левые.
ВАЖНО ЗНАТЬ: Обзор оборудования для холодной ковки металла
Тип инструмента определяется видом конкретной операции.
Чаще всего встречаются следующие виды:
- проходной;
- чистовой;
- подрезной;
- отрезной;
- фасонный.
Строгание металла выполняется только при рабочем движении резца или стола с закрепленной заготовкой.
Когда режущий инструмент закреплен в откидном держателе, то его износ происходит медленнее.
Поскольку при обратном ходе он откидывается и свободно скользит по поверхности.
Устройство и принцип работы
Механическая часть строгальных станков состоит из следующих элементов:
- чугунная или стальная станина — основная часть конструкции, воспринимающая основные нагрузки, используемая для размещения узла с режущим инструментом и рабочего стола;
- рабочая поверхность — предназначена для размещения заготовок, их крепления;
- направляющие —необходимы для перемещения ползуна или рабочей поверхности;
- ползун — выполняет поступательные перемещения при обработке заготовок;
- резец, используемый для резки металла;
- суппорт — фиксирует резец под определённым углом;
- коробка переключения передач — применяется для изменения скорости вращения шпинделя с закреплённой заготовкой;
- тиски для фиксирования деталей при обработке.
Конструкция также включает электрические компоненты: двигатель, органы управления, контролирующие датчики, системы защиты. Для охлаждения механических элементов используется система подачи смазочных, а также охлаждающих жидкостей. Все узлы станка располагаются внутри стального или чугунного корпуса.
Принцип работы основан на прямом контакте режущего инструмента с обрабатываемой деталью. Обработка происходит при перемещении или вращении заготовки относительно резца.
Обработка детали (Фото: Instagram / khuevgen)
Поперечно-строгальный станок
Поперечно-строгальный станок (рис. 1) предназначен для обработки деталей небольших габаритов.
Рисунок 1. Поперечно-строгальный станок.
Рисунок 1. Поперечно-строгальный станок.
Поперечно-строгальный станок состоит из следующих основных элементов.
1. Поддерживающий упор. Служит второй точкой опоры для стола. Имеет регулируемую планку, на которую опирается стол. Планка одновременно является направляющей, по которой осуществляется поперечное перемещение.
2. Стол. Предназначен для закрепления заготовки и подачи ее в рабочую зону. Движение стола может осуществляться в поперечной и вертикальной плоскости. Поперечная подача производится за счет движения стола по направляющим. Изменение высоты осуществляется при помощи винтовой передачи. Механизм поперечной подачи связан со строгальной головкой, благодаря чему есть возможность настройки величины продвижения заготовки на определенную величину за один рабочий цикл станка.
3. Вертикальные направляющие. По ним перемещается стол в вертикальной плоскости.
4. Резцедержатель (рис. 2). Служит для закрепления режущего инструмента. Часто имеет механизм отвода резца при холостом ходе для предотвращения его повреждения.
Рисунок 2. Резцедержатель строгального станка.
Рисунок 2. Резцедержатель строгального станка.
5. Суппорт (рис. 3). Суппорт предназначен для настройки глубины резания и установки положения резца относительно заготовки. Способен регулировать положение режущего инструмента по высоте, а также может поворачиваться вокруг оси подачи для обработки поверхностей, находящихся не в горизонтальной плоскости.
Рисунок 3. Суппорт поперечно-строгального станка.
Рисунок 3. Суппорт поперечно-строгального станка.
6. Ползун. Осуществляет главное рабочее движение. Передвигается на направляющих. Приводится в движение от электродвигателя через кулисно-кривошипную передачу или при помощи гидравлики.
7. Горизонтальные направляющие. По ним осуществляется движение ползуна.
8. Станина. Основание строгального станка. На станине закрепляются все узлы и механизмы станка.
9. Поперечина. Является конструкцией, обеспечивающей поперечное и вертикальное движение стола. Включает в себя направляющие, винт вертикальной подачи и связующую кинематическую цепь для взаимодействия с ползуном при автоматической настройке подачи.
Виды строгальных станков по металлу
Классификация строгальных станков по металлу по технологии обработки:
- Для продольного строгания. Стол с деталью смещается относительно резца.
- Для поперечного строгания. Режущая часть двигается над рабочим столом, на котором закреплена деталь.
По виду привода:
- гидравлические — подвижные механизмы перемещаются или вращаются с постоянной скоростью;
- кривошипно-кулисные — узлы двигаются в соответствии с установками кулисного механизма, то есть скорость можно подбирать под конкретную технологию обработки.
По способу воздействия на заготовку:
- протяжные — используются для снятия поверхностных слоёв (горизонтальных, вертикальных или комбинации первых двух вариантов)
- фасонно-строгальные — предназначены для создания сложных криволинейных поверхностей;
- долбёжные — применяются для создания отверстий, канавок при перемещении режущего инструмента исключительно вдоль вертикальной оси.
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
К этому же классу оборудования по обработке металла относятся долбежные, протяжные и фасонно-строгальные механизмы.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
ВАЖНО ЗНАТЬ: Виды сверлильно-присадочных станков
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.
Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
Длина и ширина рабочей поверхности стола у каждой модели своя. Общим элементом для всех моделей является пульт управления.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
ВАЖНО ЗНАТЬ: Обзор радиально-сверлильных станков
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
В процессе обработки металла детали узлы и элементы конструкции совершают сложные движения, целью которых является выполнение заданной программы.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
Продольно-строгальные станки. Одностоечные продольно-строгальные станки.
Продольно-строгальные станки, в основном применяемые в условиях единичного и мелкосерийного производства, а также в ремонтных цехах, предназначены для обработки плоских поверхностей на заготовках, которые либо невозможно, либо неудобно обрабатывать на фрезерных станках.
Подлежащую обработке заготовку закрепляют на столе станка, совершающего возвратно-поступательное движение. Стружка снимается неподвижным резцом (или резцами) только при рабочем ходе стола — ход вперед. Подача резца происходит на каждый двойной ход стола.
На продольно-строгальных станках можно обрабатывать крупногабаритные детали, наибольшая длина строгания составляет 2—12,5 м, наибольшая ширина — 0,6— 5 мм; высота подъема поперечины (траверсы) — 0,7—4,5 м.
Основными узлами продольно-строгального станка являются: станина 1 (рис. 8), стол 2, траверса (поперечина) 3, вертикальные суппорты 4, портал 5,коробка подач 7 вертикальных и бокового суппортов, боковая стойка 6.
Рис. 8. Продольно-строгальный станок:
1- станина, 2 — стол, 3 —траверса, 4 — вертикальные суппорты, 5 — портал, 6 — боковая стойка, 7 — коробка подач
В зависимости от устройства траверсы различают двустоечные станки, у которых траверса поддерживается двумя стойками, и одностоечные.
Станина двустоечного продольно-строгального станка представляет собой чугунную отливку коробчатого сечения с двумя, а у тяжелых станков с тремя продольными направляющими плоского и V-образного профиля. Станки с большой длиной строгания имеют станину, составленную из секций, скрепляемых при монтаже болтами. По направляющим станины перемещается возвратно-поступательно стол коробчатой формы с внутренними ребрами жесткости. На рабочей поверхности стола имеются Т-образные пазы и стопорные отверстия для надежного зацепления обрабатываемой заготовки детали.
Одностоечные продольно-строгальные станки применяют для обработки заготовок крупных деталей, у которых размеры обрабатываемых поверхностей соответствуют характеристике станка, а габаритные размеры не допускают обработки на двустоечном станке подходящих размеров, например заготовок длинных и широких деталей (станин и т. п.), свисающих с одной стороны стола и не требующих обработки по всей ширине. В остальном одностоечные продольно-строгальные станки можно использовать для выполнения всех нормальных строгальных работ.
Портал станка состоит из двух стоек, прикрепленных внизу к плоскостям станины, а сверху связанных балкой. По направляющим строек могут перемещаться поперечина и каретка бокового суппорта. В стойке находится груз, уравновешивающий боковой суппорт. Механизм подьема поперечины смонтирован в стойках и соединительной балке.
Поперечина представляет собой чугунную балку коробчатого сечения, усиленную посередине выступом и ребрами. На поперечине расположены два вертикальных суппорта, коробка подач суппортов, коробка дублированного управления и механизм зажима.
Отечественные станкостроительные заводы в настоящее время выпускают много современных одностоечных и двустоечных продольно-строгальных станков, позволяющих обрабатывать из различных материалов детали шириной до 5000 мм, высотой до 3900 мм и длиной до 15 000 мм.
Современные продольно-строгальные станки оснащаются не только строгальными суппортами, но и шлифовальными и фрезерными головками.
Продольно-строгальные станки со шлифовальными головками позволяют производить строгание и шлифование заготовок деталей с одной установки и, следовательно, получать на станке окончательно обработанные поверхности высокой чистоты и точности.
Продольно-строгальные станки с фрезерными и с фрезерно-расточными головками предназначаются для строгания, фрезерования и растачивания крупногабаритных заготовок. Фрезерные головки могут быть смонтированы как на поперечине, так и на стойке станка. Головки, установленные на поперечине, обычно получают подачу поперек стола, а боковые — вертикальные установочные перемещения по стойке.
Ямные продольно-строгальные станки применяют для строгания верхних горизонтальных и наклонных плоскостей заготовок высоких деталей (например, станин прокатных станов). Обрабатываемую заготовку устанавливают на плите, расположенной в яме, а порталу станка, несущему поперечину с суппортами, сообщается рабочее возвратно-поступательное движение. Длина хода портала таких станков может достигать 12 м.
Перейти вверх к навигации
Изготовление своими руками
Пошаговое создание строгального станка:
- Создаётся чертёж, деталировка, смета затрат.
- Закупаются все необходимые материалы.
- Изготавливается несущий каркас из стальных балок, стенки обшиваются стальными листами.
- Крепится рабочая поверхность.
- Устанавливаются направляющие.
- Крепится станина и ползун.
- Монтируются тиски, суппорт.
- Устанавливается электродвигатель, укладывается проводка.
- Соединяется ременной передачей вал двигателя с маховиком, на котором крепится заготовка.
- При необходимости подводится трубка с охлаждающей жидкостью, а также ванна для слива её излишков в канализацию.
- Проверяется правильность сборки, тестирование на расчётных нагрузках.
- Наладка оборудования.
Эксплуатация оборудования
При использовании станков необходимо соблюдать ряд правил:
- перед проведением работ нужно убедиться в надёжности крепления резца, а также заготовки;
- для предотвращения перегрева рабочего инструмента требуется стабильный подвод смазывающих или охлаждающих жидкостей;
- движущие части должны быть в защитных кожухах;
- не допускается обработка деталей, размеры или вес которых превышает технические требования производителя станка;
- до набора стабильной частоты оборотов к работе приступать запрещено;
- необходимо периодическое проведение техосмотров и обслуживаний;
- требуется поддержание механизмов в чистоте;
- для избегания замыкания в питающих цепях требуется обеспечить оптимальный уровень влажности в помещении.
Некоторые устройства оснащаются креплениями для одновременной фиксации нескольких резцов. Это позволяет проводить обработку сложных поверхностей с высокой производительностью, поскольку время на перестановку режущих инструментов не тратится. Бывают одно-, двух или четырёхсторонние крепления.