Лезвие столярного инструмента предназначено для обработки древесины. Оно продолжительное время испытывает большие нагрузки, чем клинок обычного ножа.
Поэтому ему придается оригинальная форма, требующая заточки специальными способами. Доступная для новичка качественная режущая кромка создается простой заточной тележкой.
В статье на основе личного опыта собраны практические советы домашнему мастеру как изготовить простое приспособление для заточки ножа рубанка или другого инструмента с пояснением технологии операций схемами, картинками и видеороликом.
Весь процесс создания тележки занял буквально полчаса и проходил на кухне. Такая технология называется: сборка на коленке или табуретке. Она не требует сложного оборудования, позволяет изготовить приспособление из самых доступных деталей. В то же время ничто не мешает вам для профессиональной работы собрать подобный инструмент не из древесины, а металла, используя профессиональное оборудование.
Ножи для рубанков: какие можно заточить
Основным элементом рассматриваемого механизма являются ножи. Их режущая часть может быстро изнашиваться при определенных условиях. При эксплуатации рубанков следует уделить внимание тому, что выделяют два вида приспособлений:
- Ручные сегодня встречаются крайне часто. При изготовлении основной части может применяться пластик, металл или дерево. Лезвие изготавливается при применении специальной стали, которая характеризуется повышенной устойчивостью к износу.
- Электрические рубанки применяются при обработке большого количества материала. За счет встроенного двигателя можно существенно повысить скорость и эффективность проводимого процесса.
Нужно учитывать тот момент, что у электрического инструмента может быть сразу несколько резцов. За счет этого существенно повышается эффективность проводимого процесса. Основная часть изготавливается из инструментальной стали или вольфрама. Стоит учитывать, что режущая часть из вольфрама не поддается заточке, после сильного износа он должен замениться. При этом поверхность может различаться по форме и некоторым другим параметрам.
Особенности
Сегодня существует несколько приспособлений для обработки лезвий. Их классифицируют по разным признакам. Наиболее распространенными являются следующие.
- Приспособления классифицируют по типу использования. Выделяют ручные и механизированные станки. Первый вариант отличается простотой использования, а также небольшой стоимостью. Преимуществом второго является высокая скорость обработки стального материала, именно поэтому такие инструменты более популярны.
- Вторая классификация подразумевает разделение приспособлений по зернистости абразивного материала. Большое зерно приводит к быстрому снятию стали с лезвия, а уменьшение камней абразива способствует уменьшению толщины металлического слоя.
- Третий вариант классификации – самодельные или покупные устройства. Если требуется, можно собрать станок своими руками, при этом такой вариант обойдется даже дешевле.
Сегодня многие компания занимаются производством точильных устройств. Однако от ручной заточки отказываться не стоит. Такое приспособление имеет ряд плюсов:
- оно подходит для обработки режущей кромки и может быть использовано для заточки других ножей;
- механизм снимает небольшое количество металла, в процессе можно использовать несколько абразивных элементов разной зернистости.
Как определить, что ножам рубанка требуется заточка?
Важно своевременно определить то, когда нужно провести заточку поверхности. Приспособление для заточки ножей рубанка можно приобрести или собрать самостоятельно. Среди особенностей отметим следующее:
- Определить состояние резца можно при визуальном рассмотрении кромки фаски. Если при осмотре оказывается, что есть тонкая блестящая лента, то нужно приступить к заточке.
- Некоторые изделия снабжаются двусторонними ножами. При сильном износе лезвия проводится его поворот, за счет этого можно обеспечить требуемую работоспособность.
Приспособление для заточки ножей рубанка может применяться в соответствии с определенными рекомендациями. Не стоит забывать о том, что при допущении ошибки есть вероятность появления серьезного дефекта, за счет которого провести снятие материала не получается.
Геометрия лезвия рубанка, стамески, долота
Оптимальный профиль режущей кромки столярного инструмента сформировался опытным путем. Он немного отличается от привычного сечения обычного ножа, описанного в статье о правилах заточки лезвия.
Хотя полотно клинка тоже имеет прямоугольную форму.
В поперечном сечении лезвия столярного инструмента создается односторонний профиль.
Можно сказать, что плоскость спусков совмещена с подводом, а режущая кромка окончательно доводится за счет формирования микроподводов во время полировки на шлифовальном ремне.
Угол заточки может меняться в пределах от 25 до 45 градусов. Он зависит от плотности обрабатываемой древесины.
Как правильно заточить ножи рубанка?
Рубанок по дереву должен применяться в соответствии с основными рекомендациями. Стоит учитывать, что заточить рубанок можно исключительно при применении следующих инструментов:
- Бруска с мелкозернистой поверхностью.
- Наждак со шлифовальным кругом требующегося типа.
- Кожаный ремень со специальной полировочной пастой, а также камень для шлифования.
Заточка рубанка в домашних условиях позволяет быстро восстановить состояние режущей кромки. При сильном повреждении ножей требуется большой круг, который рассчитан на снятие большого количества материала с поверхности. Подобный инструмент позволяет исключить вероятность выгибания ножа.
Лучше всего для поставленной задачи подходит наждак с двумя различными кругами: один с крупным, второй с мелким зерном. За счет подобного сочетания обеспечиваются наиболее благоприятные условия для работы.
Не стоит забывать о том, что неправильно заточенные ножи не обеспечивают должное качество обработки. Именно поэтому нужно ответственно относится к поставленной задаче.
Одним из наиболее важных параметров можно назвать угол заточки. В большинстве случаев этот показатель варьирует в пределе от 25 до 45°. Наиболее подходящий параметр выбирается в зависимости от твердости обрабатываемой поверхности. Угол выдерживается при применении специального шаблона.
Есть довольно большое количество рекомендаций, касающихся применения приспособлений по заточке ножей рубанков. Основными можно назвать следующее:
- На момент работы не рекомендуется осуществлять сильный нажим, так как в этом случае будет происходить снятие металла большим слоем. Подобная ошибка часто становится причиной, по которой инструмент просто выходить из строя.
- При соприкосновении с абразивным кругом сталь нагревается, за счет чего существенно повышается показатель пластичности. Именно поэтому специалисту рекомендуют периодически проводить охлаждение металла в воде.
- После применения крупного шлифовального круга проводится доработка мелкозернистым бруском. Финишный этап заключается в применении кожи и специальной пасты, которая позволяет получить идеально гладкую поверхность.
Приведенная выше информация указывает на то, что процедура весьма сложная в исполнении. Несмотря на это, ее рекомендуют проводить практически сразу после появления первых признаков потери заточки. Если откладывать подобную процедуру, то со временем ножи могут прийти в непригодность.
Не во всех частных мастерских встречаются специальные станки для заточки ножей. Именно поэтому часто приходится применять сочетание бруска и абразива.
Ножи электрических инструментов лучше всего затачивать у специалистов, так как даже незначительные дефекты могут стать причиной их полной непригодности. При этом стоимость изделия весьма высокая.
Как правильно затачивать стамески. На водных камнях, гриндере и обычной наждачке
Самый популярный способ заточки — использование искусственных водных камней. Этот метод обеспечивает наиболее деликатное и точное наведение режущей кромки. Чтобы привести камни в рабочее состояние их предварительно замачивают на 3-10 минут. В процессе заточки абразив активно увлажняют из пульверизатора или же работают им прямо в ванночке с водой.
Инструмент последовательно обрабатывают на камнях разной зернистости. Наиболее простая и результативная схема — это использование трех типов абразивов:
- 800 грит — грубый камень для стартового выравнивания кромки после обработки на точиле; если вы не использовали гриндер и не подвергали стамеску серьезной переточке — этот водный камень можно пропустить.
- 1,200 грит — абразив для промежуточной правки.
- 6,000 грит — камень для финишной доводки.
Если вы ходите отполировать кромки стамески до получения зеркального блеска, дополнительно используйте четвертый камень 8,000 грит для тонкой полировки.
При таком способе заточки очень важно соблюдать последовательность. Пропустив промежуточный абразив, придется дольше выводить поверхность, активнее изнашивать камень, тратить силы и перегревать клинок.
Коротко о типах абразива
Искусственные заточные камни состоят из микроскопических заточных зерен, соединенных в бруски керамической связкой. В качестве абразивной основы чаще всего используют карбид кремния. Благодаря хрупкости и остроте микрочастиц, такой камень обеспечивает высокую производительность заточки. Карбид-кремниевые абразивы не перегревают клинок, быстро дают суспензию, не требуют долгого замачивания и производят приятный звук при заточке. По своим характеристикам они опережают камни из электрокорундовых порошков или глины, и именно их рекомендуют приобретать в качестве первого заточного комплекта.
Подготовка заточных камней к работе
Водные камни так же как и стамески нуждаются в уходе. Перед каждой заточкой им желательно восстанавливать геометрию рабочей плоскости. Для этого можно использовать специальные алмазные бруски или прибегнуть к более простому способу — выполнить наводку на наждачной бумаге.
Разметьте поверхность камня карандашом, и поместите его в ванночку с чистой водой на 3-10 минут. Когда камень перестанет выпускать мелкие пузырьки воздуха — это будет означать, что он готов.
Возьмите лист водостойкой наждачной бумаги зернистостью 240 грит, смочите его и поместите на мокрое стекло. Вода будет препятствовать смещению наждачки во время работы.
Двигайте заточной камень вперед-назад, время от времени совершая круговые движения. Когда карандашные линии исчезнут — это значит, что рабочая поверхность совершенно плоская. После выравнивания снимите фаски с краев бруска, чтобы они не рассыпались при дальнейшем использовании. Камень готов.
Переходим к заточке
Перед вами стоит задача добиться безупречной плоскости фаски и тыльной стороны лезвия — тогда на их пересечении образуется идеально ровная режущая кромка. Поначалу не гонитесь за скоростью, а сконцентрируйтесь на согласованности движений и равномерной силе нажима. Обязательно используйте резиновый коврик. Эта деталь на поверку оказывается очень важной. Подложка предотвращает проскальзывание и люфт бруска на неровной поверхности, благодаря чему вы полностью концентрируетесь на процессе заточки и лучше чувствуете каждый росчерк по камню.
Выравнивание тыльной стороны клинка
Заточку стамесок традиционно начинают с обработки тыльной стороны лезвия. В качестве стартового камня используют абразив зернистостью 800 грит.
Одной рукой лезвие прижимают к камню, а второй — удерживают его строго перпендикулярно длинной стороне бруска. С легким и равномерным нажимом инструмент перемещают по всей длине рабочей поверхности. После обработки на камне 800 грит на задней части лезвия должны пропасть все крупные риски, а поверхность приобрести однородную тусклость как показано на фото. Перед тем как перейти к другому абразиву, на этом же камне обрабатывают фаску стамески.
Заточка фаски
Здесь все сложнее, т. к. приходится выравнивать на порядок меньшую площадь и удерживать инструмент под строго заданным углом. Обработку фаски значительно упрощает специальная заточная каретка, выполненная в виде тележки. Это приспособление позволяет фиксировать стамеску под строго заданными углами и имеет ряд дополнительных опций, о которых мы еще поговорим ниже.
Выровнять фаску можно и вручную. В этом случае важно следить за тем, чтобы кончики пальцев плотно прижимали всю плоскость фаски к поверхности камня. Сохраняя равномерность нажатия, выполняют росчерки вперед-назад по всей длине камня. Начинать тренироваться лучше на широких стамесках. С ними проще. Благодаря большой площади фаски их удобнее удерживать под нужным углом, при этом лучше чувствуешь, насколько плотно лезвие прилегает к поверхности камня.
Сэкономьте на покупке заточной каретки, сделав ее своими руками. Как именно? Читайте в нашей статье:
- Самодельная каретка для заточки стамесок и ножей рубанков
После каждых четырех-пяти проходов по абразиву фаску внимательно рассматривают на предмет неоднородности шлифовки и своевременно исправляют ошибки. Здесь важно концентрироваться на удержании постоянного угла наклона, твердом и равномерном нажиме и согласованности движений. И помните, скорость никак не влияет на качество заточки.
Когда фаска и тыльная сторона клинка обработаны на камне 800 грит, можно переходить к следующему абразиву, предварительно ополоснув лезвие стамески, и тщательно протерев его чистой тканью. Это нужно для того, чтобы не засорять новый камень оставшимися зернами предыдущего абразива.
В процессе заточки на режущей кромке стамески будет образовываться тончайший заусенец, который можно почувствовать легким касанием пальца. К концу заточки он должен исчезнуть.
Заточку полукруглых и уголковых стамесок выполняют по такому же принципу, но используют для этого специальные фасонные камни, которые имеют вогнутый и выпуклый профиль рабочей поверхности.
Водные камни очень эффективны, но в то же время — это весьма прихотливый абразив. Они требуют дисциплины в уходе и использовании, в противном случае – быстро приходят в негодность. Как ухаживать за водными камнями — читайте в нашей небольшой, но очень полезной статье.
Проверка регулировки лезвия
После проведения рассматриваемой процедуры следует провести корректировку расположения ножей. После их установки нужно осмотреть рубанок и оценить то, на какое расстояние выходит лезвие. Основными рекомендациями можно назвать следующее:
- Оптимальный показатель составляет 0,5 мм. Если нужно провести грубую обработку и при этом существенно повысить производительность лезвие выводится на 1 мм.
- Стоит учитывать, что слишком сильный зазор становится причиной получения крупной стружки. Поэтому не обеспечиваются условия для получения качественной поверхности. Если зазор минимальный, то размеры стружки будут несущественными, и это приведет к существенному увеличению срока обработки.
Не стоит забывать о том, что в сравнении с другими инструментами, рассматриваемый применяется для более тонкой обработки. С учетом этого проводится регулировка расположения лезвий, а также выбирается соответствующий показатель угла заточки лезвия.
Профили заточки
Профиль лезвия ножа увязан со свойствами материала и структурой клинка, а также со свойствами материалов, для обработки которых инструмент предназначен. Заточка на простой тупой клин (поз. 1 на рис.) дает стойкое, но грубое лезвие: сопротивление резанию велико, а достаточно вязкие материалы нож рвет. Острый клин (поз. 2) быстро тупится или выкрашивается, на вязких и/или волокнистых материалах сопротивление резанию может быть и больше, чем тупым клином из-за трения отрезаемого о клинок.
Профили заточки лезвия ножа
Идеальным во всех отношениях является оживальный (плавно сбегающий) профиль, поз. 3. Специалисты до сих пор спорят, какая его образующая лучше – эвольвента, гипербола или экспонента. Но бесспорно одно – сделать оживальное лезвие в производственных условиях сложно и дорого, а направить его самостоятельно невозможно. Поэтому ножи с оживальной заточкой используются только в спецоборудовании, напр. микротомах – биологических приборах для получения тончайших срезов тканей.
Для одноразовых клинков, напр. лезвий безопасных бритв, используется граненая заточка, поз. 4, т.е. оживальная образующая, как говорят математики, аппроксимируется отрезками прямых. Количество граней заточки указывается в сертификате или на сайте производителя. Для толстой грубой щетины лучше подойдет 3-4-гранная; для нежных волос не на лице – 8-гранная. Универсальной считается 6-гранная.
Угол α
Угол заточки дается всегда в половинном значении α, т.к. многие инструменты и, напр., штык-ножи, затачиваются на одну сторону. Для ножей различного назначения угол α выдерживается в след. пределах:
- 10-15 градусов – медицинские скальпели, опасные бритвы, ножи для художественной резьбы.
- 15-20 градусов – кондитерские (для тортов) и овощные ножи.
- 20-25 градусов – ножи хлебные и филейные.
- 25-30 градусов – охотничьи, походные, ножи выживания.
- 30-35 градусов – бытовые ножи общего назначения.
- 35-40 градусов – столярный инструмент, сапожные ножи, топоры.
Полуторная
Заточка ножей, кроме специальных, делается почти исключительно полуторного профиля, слева на рис. Полуторная заточка названа так потому, что пологая грань лезвия (спуск) формируется в процессе изготовления клинка и заточке не подлежит. Фактически, направка ножа с полуторной заточкой не сложнее заточки на простой клин. Полуторная заточка оптимальна для ножа, которым работают с самыми разными материалами, и сделать точилку для ножей с полуторной заточкой гораздо проще, чем на заточку граненую.
Заточка лезвия бытового или походного ножа
В центре и справа на рис. показаны стадии заточки лезвия и номера используемых на них абразивов. Номер абразива соответствует количеству его зерен на 1 кв. мм поверхности. Стадия доводки имеет некоторые особенности:
- Охотничьи и походные ножи не доводятся. Так ими легче резать твердое (напр., кости) с протяжкой (с подпиливанием). Кроме того, если случайно порезаться, то слегка рваная рана быстрее перестает кровоточить, легче заживает и опасность проникновения инфекции в нее меньше.
- Лезвия опасных бритв, ножей сапожных и для художественной резьбы после абразива доводятся до зеркальной гладкости на кожаном оселке с пастой ГОИ.
- Направку и доводку лезвий кухонных ножей можно свести в одну операцию с абразивом №№ 800-1100.
Как оценить качество заточки?
Выдержав определенный угол заточки ножа рубанка и проведя финишную шлифовку следует провести проверку качество проведенной работы. Стоит учитывать, что качество определяется по типу получаемой стружки.
Проверка предусматривает проведение рубанком по поверхности заготовки. Если поверхность получается гладкой, значит проведенная процедура была правильна.
Пошаговая инструкция
Итак, детали конструкции и необходимые инструменты подобраны, можно приступать к сборке и последующему монтажу самодельной каретки.
Шаг 1: Крепление алюминиевых профилей
Так как каретка будет «бегать по распилочному столу», первое, что следует сделать – это направляющие пазы. Для этого берут два П-образных профиля, примерно равных длине стола. Подогнать размеры можно болгаркой.
На одинаковом расстоянии от расположения режущего диска циркулярки прочерчивают две параллельных ему линии. Затем с помощью ручного фрезера выпиливают по ним П-профильные отверстия, выдувают из них стружку и с помощью клея закрепляют в них профтрубы. После того как клей просохнет – пазы готовы.
Шаг 2: Изготовление базы каретки
Далее конструируется передвижная база торцовочной каретки. Для этого берутся две планки, которые по толщине свободно входят в П-образный паз. Но здесь есть один момент – каретка должна будет свободно «скользить» по столу, а для этого ее на 2-3 мм приподнимают над столом. Чтобы это сделать, в профильные пазы на равном расстоянии выкладываются гайки одинаковой толщины, после чего на них укладываются рейки-направляющие.
Затем на них наносится клей, которым фиксируется фанерная планка-основание. Чтобы прижать ее плотнее, можно закрепить по бокам фиксаторы.
Когда смола высохнет, гайки убираются из профильных пазов и мастер проверяет, свободно ли по них ходит каретка. После этого, для удобства дальнейшего использования каретку обрезают по бокам по профилю стола.
Шаг 3: Монтаж стенок
Итак, основа готова и далее на нее устанавливаются упорные стенки. Для этого берется два деревянных бруска: один из них жестко, с помощью саморезов, фиксируется по ближнему к мастеру краю так, чтобы он был строго перпендикулярно режущей кромке диска пилы; второй закрепляется по верхнему краю, но только с одной стороны. Это нужно для того, чтобы мастер мог выровнять эту стенку строго параллельно нижней. Операция выполняется с помощью угольника.
Виды оборудования для заточки ножей
Применяемое приспособление для заточки ножей для рубанка может классифицироваться по достаточно большому количеству различных признаков. Среди особенностей классификации отметим следующие моменты:
- Есть ручные и механизированные приспособления. Первый вариант более прост в применении и обходится намного дешевле, второй позволяет существенно повысить скорость обработки. Электрические инструменты в последнее время весьма распространены.
- Рассматривая устройство заточки ножей рубанка следует уделить внимание зернистости абразива. Слишком большое зерно становится причиной быстрого снятия материала, уменьшение их величины позволяет за один проход уменьшить толщину снимаемого слоя.
- Есть самодельные и покупные устройства. Точилка самодельная справляется с поставленной задачей.
Производством точильных устройство занимается большое количество различных компаний. Во многом популярность бренда определяет стоимость механизма.
Преимущества самодельной точилки
В продаже есть приспособления, предназначенные для заточки стамесок и ножей рубанков. Они отличаются типом и материалом изготовления. Это могут быть синтетические или алмазные оселки, натуральные минералы и другие механические предметы. Для столярных мастерских нередко приобретают специальные электрические станки вертикальной или горизонтальной конструкции. Однако всем этим разрекламированным устройствам ничуть не уступает наждачная бумага. Она отлично справляется со стачиванием металла, придавая ему тонкие и четкие грани, а стоимость ее предельно низкая.
Материалы и правила сборки
Отличный результат гарантирует черная наждачная бумага, абразивная сторона которой состоит из карбида кремния. Она подходит для мокрой и сухой шлифовки, а за счет твердости материала, превосходящего по аналогичным параметрам гранат или оксид алюминия, лучше справляется с поставленной задачей и дольше истирается.
Заточка стамески в домашних условиях требует наличия листов бумаги с различным размером зерна (от 100 до 600 единиц). Итоговая шлифовка режущих кромок проводится абразивным порошком с мелкой фракцией, который можно заменить кухонным чистящим средством с содержанием полевого шпата, соды или щавелевой кислоты.
Для обеспечения комфортной работы по заточке инструмента для резьбы по дереву мастеру нужно создать ровную основу из толстой фанеры или МДФ, на которую будут укладываться листы наждака. Чтобы усилить сцепление между бумагой и гладкой основой, можно сбрызнуть фанеру водой.
Каким бы острым зрением ни обладал мастер, без помощи увеличительного стекла сложно выполнить работу. Поэтому лучше подстраховаться и приобрести простую линзу с восьмикратной увеличительной способностью. Такой оптический прибор не заслоняет свет и дает возможность увидеть большинство изъянов режущего инструмента.
Работая с наждачной бумагой, необходимо выдерживать угол заточки, что непросто осуществить вручную без специального приспособления. Эту проблему решает деревянное устройство, обеспечивающее контроль над процессом на всех его этапах. С его помощью лезвие будет зафиксировано под заданным углом, исключены отклонения. При этом фаска изделия обретет оптимальную плоскость. Таким образом можно обеспечить равномерное истирание наждака при выполнении движения в противоположных направлениях.
Собираем точильный станок
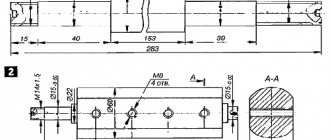
Ниже на картинке можно увидеть приспособление, на котором выполняется заточка столярных стамесок и лезвий рубанков длиной от 75 мм с углом в 25°. Такие чертежи подойдут и для сборки подобного станка по правке лезвий под различными углами. Заточка полукруглых стамесок выполняется на ином оборудовании.
Начало сборки подразумевает выпиливание основания из твердой древесины с запасом длины. Рекомендуем ориентироваться на размеры заготовки приблизительно 13x76x255 мм. На расстоянии 19 мм от задней части заготовки необходимо выпилить шпунт (5х45 мм – ГхШ), для чего в пильный агрегат устанавливается резак формирования пазов. Затем при помощи диска для продольной резки пилится скос под углом в 25°, а саму заготовку фиксируют двусторонним скотчем к несущей поверхности. Теперь вертикальным срезом задают финишную длину изделия в 190 мм.
Чтобы сделать держатель тележки, потребуется заготовка размером 19x45x255 мм, на которой под углом 25° отпиливают скос и вертикально обрезают до длины 190 мм. Затем с ее нижней стороны на расстоянии 32 мм от каждого края сверлят два отверстия с углублением под гайку. После этого пазовым диском делают выемку 102х1,5 мм (ШхГ), в которой под прямым углом будет фиксироваться стамеска или долото.
На следующем этапе выпиливается прижим и проделываются отверстия под винты посередине заготовки на расстоянии 32 мм от каждого края. Ручка устройства приклеивается к прижиму, а после высыхания клеевого состава осуществляется финальная сборка. Чтобы затачивающий станок мог нормально функционировать, а держатель без лишних усилий скользил, в шпунт основания наносится специальный восковый состав.
Рекомендуем просмотреть видео, на котором показан еще один вариант изготовления домашней точилки.
Для чего нужна ручная заточка?
Применяется заточка ручного рубанка исключительно по предназначению. Среди особенностей использования отметим следующее:
- Устройство подходит для заточки режущей кромки рубанка, а также многих других изделий.
- Подобный механизм может проводить снятие металла с поверхности. Абразив может обладать различной зернистостью, что определяет количество снимаемого материала за один проход.
В большинстве случаев ручное приспособление применяется в случае, когда нужно провести обработку сложной поверхности. В отличии от электрического оборудования, механизм достаточно прост и обходится в небольшую сумму. Также при применении подобного инструмента может проводится заточка ножа, который также имеет режущую кромку.
Процесс заточки стамески своими руками
Чтобы заточить режущую кромку стамески своими руками, требуются сильная хватка, внимательность и терпение, а также минимальный набор заточных и шлифовальных материалов. Если необходимо значительно поменять угол заточки, лучше сначала воспользоваться точильным станком. Если же такой нужды нет, то заточить свою стамеску можно в следующем порядке:
- Отшлифовать на абразивном бруске до отсутствия видимых раковин и повреждений фаску. Необходимо строго выдерживать ее наклон не только в продольном, но и в поперечном направлении. Это можно сделать как вручную, так и с использованием самодельного зажимного приспособления из нескольких деревянных брусков.
- Проверить линию режущей кромки, которая должна быть строго перпендикулярна полотну стамески. Если это не так, выправить ее на заточном бруске, а затем повторно отшлифовать до остроты.
- Обернуть деревянный брусок мелкозернистой шлифовальной бумагой, закрепить его гвоздиками или скобками, смочить водой, а затем, тщательно прижимая фаску к абразивной поверхности, отшлифовать ее до блеска и предельной остроты кромки. При желании после этого лезвие можно отполировать на войлочном круге с использованием полировальной пасты.
- Если необходимо заточить стамеску со скосом на кромке, то шлифовку лучше всего выполнять с упором, приподняв им лезвие вверх примерно на 5º.
- После окончания работы тщательно протереть стамеску насухо.
Чтобы правильно заточить стамеску, необходимо помнить одно важное техническое правило выполнения шлифовальных и заточных работ: все движения должны выполняться только в одну сторону.
В русскоязычных статьях авторы практически никогда не акцентируют внимания на заточке скоса режущей кромки. На практике многие действительно обходятся без этой опции и пользуются стамесками с прямой кромкой. А что вы думаете по этому поводу? Как лучше заточить стамеску? Поделитесь, пожалуйста, своими мыслями и опытом в комментариях к данной статье.
Заточка ножей рубанка на станке и их регулировка
Стоит учитывать тот момент, что заточка рубанка предусматривает его настройку и регулировку. Подобный процесс предусматривает также регулировку степени вылета лезвия. Непосредственно процедура заточки характеризуется следующими особенностями:
- Процедура предусматривает снятие металла с режущей кромки.
- Важно выдерживать должный угол, так как неправильный показатель становится причиной снижения эффективности применения инструмента. Правильный угол выдерживается при применении специального приспособления.
Заточка при применении станка упрощается, так как есть возможность закрепить заготовку надежно и выставить должный угол. При этом есть возможность провести замену насадки с различной степенью абразивности. Крупное зерно применяется вначале для снятия большого количества материала, мелкое позволяет обеспечить высокое качество поверхности.
Процесс заточки на самодельном станке
Чтобы наточить затупившийся инструмент, необходимо положить устройство на наждачную бумагу с крупным зерном. Режущая часть стамески устанавливается в держатель под прижимной механизм фаской вниз, после этого затягиваются гайки для плотной фиксации инструмента. Лезвие должно находиться перпендикулярно рабочей плоскости.
Начав затачивать резак, обратите внимание: на наждаке будут видны характерные следы, поэтому нужно смещать конструкцию так, чтобы продолжить процесс на нетронутой части материала. Работа выполняется до тех пор, пока режущий сегмент не приобретет равномерную матовую поверхность. Перед сменой наждака на абразив помельче пару раз пройдитесь обратной стороной лезвия по крупнозерновой бумаге, удаляя возможные заусенцы. Каждый раз, сменяя абразив, повторяйте процесс до тех пор, пока заточенный инструмент не станет оптимально острым.
Правка
Заточка стамески завершается правкой при помощи кожаного ремня, натертого пастой ГОИ. Режущая кромка полируется до зеркального блеска. Пасту можно заменить кухонным чистящим средством, которое справляется с задачей не хуже пасты. Порошок насыпается на ровную деревянную поверхность. Здесь пригодится ручной станок, точить которым нужно по рассмотренному ранее принципу.
Как сделать приспособление для заточки?
При необходимости можно изготовить требуемое приспособление для заточки ножей рубанка самостоятельно. Подобный вариант исполнения характеризуется следующими особенностями:
- Невысокая стоимость.
- Возможность применения в самых различных случаях.
- Универсальность.
- Длительный эксплуатационный срок.
Единственным недостатком можно назвать то, что нельзя менять угол заточки. Именно поэтому функциональность приспособления существенно снижается.
Виды и их устройство
Ножи являются основным элементом рубанка, поэтому стоит внимательнее рассмотреть их конструкцию, устройство и особенности. Режущая часть лезвий в процессе эксплуатации подвергается износу, поэтому периодически материал требуется затачивать. Сегодня известно два вида рубанков, использующих особые лезвия.
Механизированные
Представляют собой электрические инструменты. Предназначены для обработки большого количества древесины, поэтому лезвия в них толстые и выполнены из более прочной стали. За счет двигателя, предусмотренного в конструкции каретки, повышается скорость работы, а также увеличивается износ режущих элементов.
Ручные
Довольно распространенный вид инструмента, который при желании можно сделать в домашних условиях. Для изготовления корпуса тележки рубанка используют:
- металл;
- дерево;
- пластик.
Лезвие отличается небольшой толщиной, для создания задействуют специальную сталь. Отличительной характеристикой ножа является устойчивость к износу. Между двумя инструментами разница не только в наличии или отсутствии двигателя.
Электрические рубанки отличаются наличием нескольких резцов и возможностью использования двусторонних лезвий. Все это повышает эффективность работы, поэтому механизированные инструменты популярны.
В процессе эксплуатации не сразу удается определить, что ножам рубанка требуется заточка. Однако существует несколько верных признаков, которые помогут понять необходимость проведения заточки.
- Внешний вид фаски. Если при проведении осмотра на ее поверхности обнаруживается блестящая лента небольшой толщины, то необходима заточка.
- Внешний вид двустороннего ножа. В этом случае определить необходимость заточки просто – достаточно взглянуть на металл после двойного поворота элемента в рубанке.
Подготовительный этап
Работа начинается с подготовительного этапа. Он выглядит следующим образом:
- Для начала проводится скачивание чертежей с пошаговой инструкцией.
- Следующий шаг заключается в подборе требующихся материалов.
- Также требуются определенные инструменты, за счет которых проводится обработка материала.
Выделяют довольно большое количество различных точилок, которые можно изготовить своими руками. Большое распространение получили ручные инструменты, так как они достаточно просты в применении.
Необходимые инструменты
Для того чтобы сконструировать каретку для циркулярной пилы своими руками и с комфортом использовать ее затем в условиях домашней мастерской, прежде всего, следует подготовить набор материалов и инструментов для ее изготовления:
- Стационарная циркулярная пила на распилочном столе;
- Шуруповерт или дрель, а также ручной фрезер;
- Монтажный клей – подойдет эпоксидная смола;
- Ножовка или болгарка – может понадобиться, что отпилить выступающие детали конструкции;
- Шурупы-саморезы, чтобы закрепить части изделия;
- Металлические гайки по диаметру меньше толщины отверстия профиля – они будут ненадолго в него засыпаны;
- 2 П-видных профтрубы-швеллера из металла (например: алюминий);
- Две рейки из фанеры или дерева – они послужат направляющими. По толщине они должны свободно входить в П-отверстие профиля;
- Квадратная тонкая фанерная планка для основания;
- Две деревянные стенки – для изготовления упорных стенок каретки.
Справка. Дополнительно рекомендуется держать «наготове» пылесос, чтобы продувать конструкцию от стружек и деревянной «пыли» после распила или сверления.
Чертежи каретки:
Чертеж 1
Чертеж 2
Процесс изготовления
Изготовить приспособление можно самостоятельно. Инструкция следующая:
- Для начала подбирается абразив требуемой зернистости.
- Следующий шаг заключается в создании шаблона под требуемым углом. Для этого идеально подходит деревянный брусок, с которого снимается материал под требуемым углом.
Создать полноценный станок с приводом от электрического двигателя достаточно сложно. Это связано с тем, что нужно провести точные расчеты.
В заключение отметим, что рубанок при своевременной заточке ножей может прослужить на протяжении весьма длительного периода. При изготовлении лезвия применяется инструментальная сталь, которая характеризуется повышенной устойчивостью к механическому воздействию.
Применение круга и наждачной бумаги
При формировании фаски стамески используют различные точильные камни: как круглые на электроточиле, так и плоские в виде заточных и шлифовальных брусков, а также листовой наждачный материал на тканевой и бумажной основе. Чтобы заточить фаску стамески на точильном станке, необходимо убедиться, что его обороты и установленный на нем точильный круг не вызовут перегрева и отпускания металла стамески. Скорость вращения шпинделя электроточила не должна быть выше 1800÷2000 об/мин, а точильный камень следует применять вязкий, средней мягкости и со шлифовальным наполнителем (к примеру, оксидом алюминия).
Для того чтобы качественно заточить и довести лезвие стамески, необходимо использовать абразивные изделия, сочетающие в себе как шлифовальные, так и полировальные качества. На эту роль лучше всего подходят точильные водные камни. Перед началом работы их необходимо замачивать в воде, которая во время заточки поднимается на поверхность, смешивается с абразивной пылью и создает вязкую шлифовальную суспензию. Для такой работы также хорошо подходит листовой мелкозернистый абразивный материал. В процессе заточки его необходимо смачивать, поэтому желательно использовать наждачку на водостойкой основе. Заточить фаску и кромку стамески с помощью такого материала можно, закрепив его на ровной поверхности или же обернув вокруг деревянного бруска.
Нюансы при работе
В завершении приведем несколько тонкостей, которые полезно знать, если хотите сделать самодельную каретку для циркулярной пилы:
- На опорную стенку в месте, где диск проходит сквозь нее, рекомендуют установить толстый брусок, который не даст пиле выскочить за край стенки, что может привести к травме.
- Для того чтобы придать конструкции большее скольжение рекомендуют зачистить полозья наждачной бумагой, а пазы периодически смазать огарком свечи (из парафина или стеарина). Иногда берется воск, но его использовать не рекомендуют, так как стаивания при эксплуатации, он липнет к полозьям.
- Перед нанесением клея на детали, продувайте конструкцию от частиц деревянной пыли и стружки, чтобы избежать неровностей после склеивания.
- Пропилив стенки, убедитесь, что пила свободно проходит сквозь них. Для этого можно сделать пропиленное отверстие немного больше толщины диска.
Важно. Мастеру, сколь бы опытным он не был, не следует забывать, что циркулярная пила – это агрегат повышенной травмоопасности, поэтому при изготовлении каретки и работе на пиле с ее помощью, всегда следует быть внимательным и аккуратным и помнить о технике безопасности.
Изготовив таким нехитрым способом торцевую каретку в условиях домашней мастерской, под рукой у мастера будет удобный в обращении, универсальный инструмент, которому найдется применение в большинстве видов столярных работ.