На данный момент песчано-полимерная тротуарная плитка является чуть ли не самым востребованным товаром на строительном рынке. Качественно произведенная и ровно уложенная, она делает улицу весьма привлекательной по сравнению с обычным, даже очень ровно уложенным асфальтом или традиционным ранее бетоном. Поэтому многие бизнесмены и владельцы частных домов предпочитают именно этот материал.
Востребованность услуг, которые связаны с тротуарной плиткой, становится все выше, даже несмотря на немалую стоимость данного материала. Если вас заинтересовало производство полимерно-песчаной плитки, то стоит подготовиться к столкновению с достаточно большим числом конкурентов, но при этом такой бизнес все еще можно считать весьма перспективным.
Свойства полимерно-песчаной плитки
- Устойчивость к воздействиям внешних факторов. Этот тип материала превосходно справляется с различными атмосферными осадками. Для плитки нехарактерна раскрываемость на мелкие абразивные части, кроме того, высока степень сопротивления различным механическим повреждениям.
- Долговечность. Гарантия от производителей на данный момент составляет 30 лет.
- Декоративность. Плитка может иметь любую форму, тип поверхности и цвет.
- Многократность в применении.
- Полимерно-песчаная плитка может использоваться где угодно, благодаря чему спрос на данную продукцию постоянно увеличивается.
Технология и используемое сырье
Строительная отрасль, как и рынок строительных материалов это динамично развивающаяся и перспективная сфера экономики России с высокой степенью конкуренции.
В современных условиях на рынке появляются новые виды материалов, обладающие уникальными свойствами и потребительскими качествами, что выгодно отличает их от классических видов товаров заменителей.
Именно к таким видам продукции и относятся изделия из песчанополимерных композитов, сочетающие в себе лучшие свойства как бетонных, так и пластиковых строительных материалов (высокая прочность и надежность, долговечность, малый вес, привлекательный внешний вид и удобство монтажа).
Состав полимер песчаной композитной смеси
Полимер песчаный композит это искусственно созданный материал, не встречающийся в природе и сочетающий в себе качества несвойственные для других материалов.
Материал получается в результате равномерного смешения основных компонентов (наполнитель + полимер) при соблюдении заданного температурного режима, в результате чего происходит обволакивание полимером каждой частицы наполнителя. При последующей формовке и застывании полимер песчаная масса образует однородную монолитную структуру с высокой прочностью.
Для приготовления композитной смеси, используются следующее составляющие:
Песок
Песок
Основным наполнителем композитной смеси является песок, при этом, технология допускает применение других — схожих с песком наполнителей минерального и прочего происхождения (отходы горно-обогатительных комбинатов, отсевы пород и прочее). При использовании песка применяется фракция до 3мм, желательно без глинистых включений с влажностью от 0,1% до 10,3%. Рассматриваемая технология позволяет добиться хороших показателей производительности на песке с высокой влажностью, при этом стоит учитывать, что с использованием песка с незначительной влажностью производительность увеличивается.
Полимеры
Полимеры
В качестве полимерной составляющей смеси могут использоваться как первичные, так и вторичные полимеры. Рассматривая полимерпесчаную технологию, именно использование вторичных полимеров является наиболее привлекательным и экономически выгодным решением в силу низкой стоимости вторичного сырья. Для производства могут использоваться полимеры различных групп (ПНД, ПВД и т.д.). Технология допускается использование полимеров разных групп, при этом, важным условием является подбор полимеров с одинаковой температурой плавления.
Пигменты
Пигменты
В качестве пигментов, придающих цвет готовому изделию, могут использоваться как минеральные, так и органические красители широкой цветовой гаммы от различных производителей. При выборе органических красителей следует учитывать их устойчивость к воздействию УФ-лучей, а также к воздействию высоких температур в процессе приготовления полимерпесчаной смеси.
Источники полимерного сырья
Вторичные полимеры
источниками вторичного сырья могут служить пункты приемки и сбора отходов, сортировочные заводы, полигоны ТБО, предприятия производящие полимерную продукцию (заводы пластмасс — брак производства, литники, облой и т.д.), прочие организации, производящие сбор, сортировку и переработку полимерных материалов.
Первичные полимеры
применение первичных полимеров является гарантией качества получаемого сырья, сырье уже подготовлено для производства и не требует какой либо дополнительной обработки. Основным минусом от использования первичных полимеров является их несоизмеримо высокая стоимость в сравнении с вторичными видами, что ведет к значительному увеличению себестоимости готового изделия.
Регистрация бизнеса
Для того чтобы начать полимерное производство, вполне достаточно будет получить регистрацию индивидуального предпринимателя. Тротуарная плитка принадлежит к такой категории продукции, которая не подлежит специальной сертификации, а это существенно облегчает весь процесс оформления бизнеса.
Однако если у вас есть желание обладать документом, свидетельствующим о должном качестве вашей продукции, можно заказать исследование в сертификационной службе, где полимерпесчаная плитка будет проверена на истираемость, прочность, морозостойкость и прочие свойства. После этого вам будет выдан паспорт качества изделий с указанием основных характеристик.
Основная работа
Данный тип изготовления тротуарной плитки предполагает использование передовых технологий, подразумевающих переработку вторичного сырья, то есть должна получаться полимерная продукция. Этот процесс говорит об изменении не только мышления, но и об отношении к получению прибыли производителей.
Благодаря происходящим глобальным изменениям можно говорить о преобразовании сырьевой экономики в современную высокотехнологичную форму, которая позволяет рационально пользоваться имеющимися ресурсами, не приводить к загрязнению окружающей среды. Естественно, подобное производство требует немалых финансовых вложений, однако они быстро вернутся после начала работы.
Суть процесса
Производство изделий из полимеров предполагает наличие обычного песка, красителей, а также соответствующего материала, бывшего в употреблении. Соотношение составляющих для изготовления тротуарной плитки должно быть таким: 94% песка, 1% красителей и 5% полимерных отходов. Последние можно достаточно дешево приобрести в пунктах сдачи вторсырья либо на любой свалке. Эти отходы не обязательно очищать от остатков пищи и бумаги, так как в итоге это все сгорит, что никак не повлияет на качество готовой продукции.
Применять можно совершенно любые полимерные материалы. Следует учитывать, что старая полиэтиленовая пленка и использованные пакеты представляют собой мягкие полимеры, а полистирол, полипропилен и полиэтиленовые бутылки – это жесткие полимеры. Соотношение этих двух видов в итоговой смеси лучше брать пополам. На территории России стоимость тонны таких отходов находится в пределах 3000 рублей.
Полимерная технология предполагает использование песка, влажность которого не должна превышать 10%, а содержание примесей – не более 20%. Цена песка составляет примерно 300-350 рублей за тонну. Использование красителя не обязательно, однако без него изделия будут иметь непривлекательный цвет. Оборудование для полимерно-песчаной плитки состоит из экструдера, формовочного пресса и плавильно-нагревательного агрегата. Площадь помещения, необходимая для установки всего оборудования, а также для проветривания, должна быть не менее 150 квадратных метров.
Используемый материал
Производство полимерной плитки требует наличия следующего сырья:
- в качестве связующего используются дробленые полимеры, они занимают четверть объема (обычно применяют полистирол, полипропилен и ПЭВД);
- в качестве основного наполнителя выступает песок (на его долю приходится 75 % от общего объема), выбирают хорошо просеянный песок средней крупности (его обязательно моют и нагревают до высоких температур;
- неорганические пигменты (для получения красной, оранжевой или коричневой плитки применяют оксид железа, для получения зеленого цвета покрытия используют оксид хрома, диоксид титана позволяет получить плитку белого цвета).
С целью снижения расходов на покупку сырья практикуют изготовление плитки из пластиковых бутылок и других изделий из ПВХ, например, ящиков или даже пленки (но в последнем случае не более половины объема всех полимеров). Поскольку полимер отличается нейтральным химическим составом, в качестве растворителя выступает азотная кислота. Для получения однородной смеси пластик плавят при температуре 180°С и высоком давлении. Процесс плавления носит название экструзии.
Производство светящейся тротуарной плитки
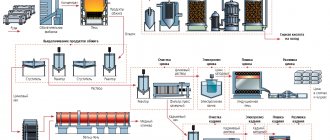
Процессы переработки и изготовления продукции
В экструдере происходит нагрев полимерных материалов, после чего они перемешиваются и дробятся на однородные частички небольших размеров. Далее этот подготовленный полимерный материал смешивается с песком и красителем, после чего масса поступает в плавильно-нагревательный агрегат.
Там полимеры поддаются плавлению, а вращающиеся лопасти качественно и равномерно перемешивают все перечисленные компоненты. Полученная масса похожа на тугое тесто и является однородной. Ее размещают в формовочный пресс, в специальные формы, которые далее медленно охлаждаются. Для придания продукции блеска верхнюю часть в пресс-форме охлаждают гораздо медленнее, чем нижнюю.
Песчано-полимерный материал
Конструкционный материал получен путем обработки давлением горячей смеси, включающей в себя расплав, по меньшей мере, одного термопластичного полимера и песок, и охлаждения смеси до отвердения под давлением, при этом соотношение исходных компонентов выбрано следующим, мас.%: песок 50 — 85; полимер — остальное. Материал отличается повышенной прочностью во всех направлениях. 4 з.п. ф-лы, 2 табл.
Изобретение может иметь широкое применение, например, в строительстве, а также в области приборостроения, в частности для выполнения корпусов, кожухов, стоек, ячеек, измерительных приборов. Изобретение также может быть использовано при изготовлении электроизоляционных и электроустановочных изделий, а также ручек электроинструментов и др. В момент прессования материала в него можно впрессовывать различные материалы, например металлы (пример — отвертка — металл, ручка).
Известен песчано-пластинчатый материал, предназначенный для изготовления литых форм, включающий в себя резину и песок (патент Китая N 1162523 от 22.10.1997). Однако данный материал дорог и непрочен.Наиболее близким аналогом заявленного изобретения является конструкционный материал, полученный путем охлаждения горячей смеси, включающей в себя расплав термопластичного полимера и наполнитель, в частности, песок в количестве от 67 до 95 мас.% (SU 1719345, 1992).Указанный материал обладает высокой стойкостью к воздействию внешней среды, кислот и щелочей, а также хорошо обрабатывается. Однако он обладает недостаточной прочностью.Техническим результатом, на достижение которого направлено данное изобретение, является повышение прочности материала во всех направлениях и его долговечности.Технический результат достигается тем, что конструкционный материал, полученный путем охлаждения горячей смеси, включающей в себя расплав, по меньшей мере, одного термопластичного полимера и песок, согласно изобретению получен путем обработки давлением при одновременном охлаждении горячей смеси до отвердения, при этом соотношение компонентов выбрано следующим, мас.%: песок — 50-85 полимер — остальное Для придания дополнительных свойств к основной песчано-полимерной массе могут добавляться: — армирующие добавки — волокнистые материалы органического и минерального происхождения (асбестовые волокна, стекловолокно, ацетатное волокно, хлопковые очесы и др.); — пластификаторы, например, дибутил- и диоктилфталат, трикрезилфосфат и др.; — красители (минеральные или органические) — окись хрома, двуокись титана, кобальт синий, сурик железный и др.; — для облегчения прессования и предотвращения прилипания массы к стенкам прессформ во время прессования могут добавляться смазывающие вещества: стеарин, воск и др.; — при использовании в основной массе вторичных полимеров в ней могут оказаться случайные примеси различного происхождения, например, кусочки алюминиевой фольги, резины, термореактивных полимеров и других материалов органического и неорганического происхождения. В зависимости от требований к конечному продукту некоторые примеси недопустимы, например, частицы алюминиевой фольги в электроизоляционных изделиях.Песок (с размером зерен от 0,005 до 5 мм) может применяться природный (горный, речной и морской) и искусственный (побочный продукт камнедробильных заводов и карьеров) или полученный из крупнокристаллического мрамора, мраморных известняков и доломитов, крупнокристаллических гранитов, сиенитов, туфов, антрацита, обоженного кирпича, черепицы, керамических труб, фарфора, стекла, базальта, кварцита, пемзы, шлаков, кирпича, черепицы, керамических труб, фарфора, стекла, базальта, кварцита, пемзы, шлаков, перлита, вермикулита и др.Полимеры могут применяться чистые и в смеси, первичные и вторичные. Как правило, для изготовления изделий, полуфабрикатов и заготовок из материала применяются термопластичные полимеры, что обусловлено экологическими и экономическими факторами.Пример конкретного конструкционного материала и его изготовления.Состав массы: горный песок 72%, вторичный полиэтилен 27,5%, краситель — сурик железный 0,5%. В разогретый до 400oC песок (с крупностью зерен 0,5-0,9 мм) при постоянном перемешивании постепенно вводилась (дробленая до размера < 15 мм) смесь вторичных полиэтиленов (бытовые отходы: пленка, бутылки, упаковки и др.) и краситель, перемешивание продолжалось при падении температуры до 200oC, при этом образовалась однородная пластическая масса.Полученная масса была обработана давлением методом прессования в охлаждаемой пресс-форме, давление 29 МПа было снято при отвердении массы до достижении ей температуры 95oC, время обработки 150 секунд.Получен образец: цвет — красно-коричневый, поверхность — однородная глянцево-матовая, без пор, плотность 2700 кг/м3, водопоглощение — 0, разрушающее напряжение: — при изгибе 150 МПа, — при растяжении 90 МПа, — при сжатии 200 МПа, кислотостойкость — 99%, щелочностойкость — 96,5%, удельное объемное электрическое сопротивление 11015 Ом х см.Образец трудно сгораем — постепенно обугливается при воздействии открытого огня, при его удалении материал прекращает обугливаться. В момент прессования материала в него можно впрессовывать различные материалы, например металлы (пример — отвертка — металл, ручка).Подготовка горячей массы для прессования может быть следующей.1. Заранее приготовленная смесь из песка, гранулированного или дробленого полимера и добавок при перемешивании нагревается до получения однородной пластичной массы. Тнагр. = 90-500oC (зависит от применяемых полимеров).2. Песок нагревается до Тнагр. = 200-600oC (зависит от применяемых полимеров). При перемешивании в разогретый песок постепенно вводится необходимое количество полимера или смеси полимеров и добавок, или, наоборот, разогретый песок вводится в полимер. При перемешивании смеси Тнагр. падает, процесс продолжается до получения однородной пластичной массы с необходимой для обработки давлением температурой.3. В нагретый до Тнагр. = 90-450oC (зависит от применяемых полимеров) песок при перемешивании вводится расплавленный полимер или смесь полимеров, вводятся добавки, масса перемешивается до однородного пластичного состояния.4. В расплавленный полимер при перемешивании вводится песок, нагретый до Тнагр. = 90-450oC песок, вводятся добавки, масса перемешивается до однородного пластичного состояния.5. Заранее сплавленная песчано-полимерная смесь (возможно вторичная) дробленая или гранулированная разогревается и перемешивается до получения однообразной пластичной массы. нагр. = 90-450oC (зависит от характеристик входящих в состав смеси полимеров). При перемешивании для придания дополнительных свойств в эту массу могут вводиться: песок, полимеры и дополнительные добавки.6. Заявленный материал может быть использован вторично. Он дробится, нагревается до пластичного состояния, перемешивается, в него дополнительно вводятся при необходимости песок, полимеры, добавки.Охлаждение может быть естественным и искусственным, например, в охлаждаемой и неохлаждаемой пресс-форме. Охлаждение естественным способом занимает многократно больше времени, чем охлаждение искусственным способом.Обработка давлением от 1 до 400 МПа может производиться методами прессования, вальцевания, продавливанием через фильеры и др. Наиболее доступный и дешевый способ — прямое прессование в пресс-формах (табл. 1).Величина давления зависит как от свойств исходного материала, так и от требований, предъявляемых к свойствам готовой продукции.В табл. 2 приведены результаты сравнительных испытаний полимерного и заявленного песчано-полимерного материалов.Полимерный материал представляет собой смесь вторичных полиэтиленов, обработанную прессованием.Песчано-полимерный — смесь вторичных полиэтиленов 40 мас.ч., песок кварцевый, горный 100 мас.ч.Приведенные результаты подтверждают получение указанного технического результата — повышения прочности материала во всех направлениях при снижении анизотропии прочностных свойств, что обусловлено плотной упаковкой частиц песка и кристаллизацией полимера под давлением в условиях ограниченных микрокамер.Заявленный материал прочен, пожаробезопасен, дешев, экологически полезен, стоек к воздействию внешней среды, кислот и щелочей, хорошо обрабатывается.
Формула изобретения
1. Конструкционный материал, полученный путем обработки давлением горячей смеси, включающей в себя расплав, по меньшей мере, одного термопластичного полимера и песок, и охлаждения его до отверстия, отличающийся тем, что охлаждение до отвердения осуществляют под давлением, при этом соотношение компонентов выбрано следующим, мас.%: Песок — 50 — 85 Полимер — Остальное 2. Материал по п.1, отличающийся тем, что он содержит краситель.3. Материал по п.1 или 2. отличающийся тем, что он содержит пластификатор.4. Материал по любому из пп.1 — 3, отличающийся тем, что он содержит смазывающее вещество.5. Материал по любому из пп.1 — 4, отличающийся тем, что он дополнительно содержит армирующий материал.
РИСУНКИ
,
Оборудование
Производство тротуарной плитки можно осуществлять одним из двух способов – вибролитьем или вибропрессованием. Оба варианта предполагают использование специализированного оборудования. Для производства способом вибролитья потребуется вибростол, стоимость которого составляет примерно 4000 долларов, еще нужны формы по 1-18 долларов за штуку, а также бетономешалка ценою около 800 долларов. Метод вибропрессования потребует от вас наличия иного оборудования: вибропресса, который стоит около 20 000 долларов, бетоносмесителя ценой 5000-6000 долларов, пуансона – 3000 долларов.
Производственный процесс
Так как полимерное производство можно осуществлять одним из двух способов, необходимо описать технологию для каждого из них. Метод вибропрессования, помимо применения для изготовления плитки, часто используется для создания бордюров, стеновых и перегородочных камней и прочего. Данный способ включает следующие этапы.
- Подготовка бетона. Для его приготовления используется бетоносмеситель. В случае производства однослойного изделия требуется один прибор, для двухслойного – два. После того как будет сформирована смесь, она должна быть помещена в матрицу вибропресса.
- Формовка. После загрузки формовочной смеси в матрицу начинается работа пуансона и вибраторов. Происходит уплотнение материала благодаря воздействию виброимпульсов. На эту операцию уходит 305 секунд. Далее матрица и пуансон поднимаются, а изделия остаются на специальном поддоне. Он отправляется на сушку, а производство другой партии плитки осуществляется на следующем поддоне.
- Сушка. Для получения готовой плитки необходимо высушить ее тепловлажным способом. Для этих целей используется водяной пар. Для снижения производственных расходов песчано-полимерная плитка может проходить этап сушки в производственном помещении без использования тепловлажной обработки. Когда прочность бетона будет составлять 1,5-2 МПа, можно вынимать плитку с поддонов. На достижение такой прочности обычно уходит 5-8 часов.
Второй способ производства – метод вибролитья. Он немного отличается от первого. Песчано-полимерная плитка изготавливается по этому способу следующим образом:
- сначала готовится бетонная смесь;
- затем последняя укладывается в специальные формы, находящиеся на вибростоле;
- далее формы размещаются на поддоны;
- 48 часов необходимо выдержать формы со смесью в естественных условиях;
- изделия выбиваются из форм на вибростоле.
Для осуществляется последнего этапа нагрев изделий происходит при температуре до 60-70 градусов Цельсия около двух минут, после чего их следует выбить на вибростоле.
Технология изготовления плитки в домашних условиях
Производство полимерно-песчаной плитки осуществляется несколькими способами:
- Методика горячего прессования полимерной смеси.
- Вибролитье с использованием пластификаторов.
Вибролитье позволяет получать изделия с низкой пористостью. Методом горячего прессования изготавливают плитку с отличными техническими и эксплуатационными характеристиками. В заводских условиях для производства полимерпесчаного покрытия применяют технологию вибролитья и горячего прессования одновременно.
Производство тротуарной 3Д плитки и преимущества покрытия
Плитку для собственных нужд производят прямо на улице или в хорошо проветриваемых помещениях.
Последовательность изготовления следующая:
- Пластиковые бутылки укладывают в экструдер для измельчения сырья. Вместо бутылок иногда используют старые пластиковые ящики.
- Затем нагретую смесь выливают в плавильный аппарат. Также туда добавляют увлажненный песок и красители. В результате смешивания и одновременного нагрева получается смесь вязкой консистенции.
- Этот состав переливают в пресс-формы и прессуют на специальном оборудовании.
- Готовые изделия охлаждают.
Сбыт
Когда полимерное производство будет полностью налажено, можно приступать к реализации готовой продукции. Для привлечения максимального числа клиентов необходимо предоставить им широкий выбор видов продукции, поэтому целесообразно делать плитку разных форм, размеров и расцветок. Не стоит на начальном этапе стремиться к получению больших заказов. Лучше начинать путь с налаживания связей с частными лицами и владельцами малого бизнеса, которые намерены приобретать плитку для украшения своих территорий.
Преимущества и недостатки такого бизнеса
Картина в целом кажется очень даже выгодной. Начать полимерное производство может каждый. Относительно простой процесс изготовления продукции, быстрая окупаемость, высокая рентабельность – это все можно назвать преимуществами такого бизнеса. Однако есть и недостатки. В первую очередь можно говорить о сезонности заказов. Кроме того, сложно назвать это занятие интересным, так как производственный процесс является достаточно монотонным и скучным.
Характеристики и преимущества полимерной плитки
Полимернопесчаные тротуарные изделия имеют следующий состав:
- основной объем (3/4) занимает кварцевый песок;
- четверть состава приходится на долю пластмассы высокого давления;
- пигменты.
Благодаря такому составу полимерное сырье устойчиво к внешним воздействиям и в то же время пластичное, что облегчает формовку будущего изделия. К преимуществам этого материала стоит отнести следующее:
- Такая плитка для тротуаров прослужит до тридцати лет.
- Особая технология производства позволяет изготовить продукт, устойчивый к температурным перепадам и ее предельным показателям (выдерживает до минус 70°С). Пластик в составе плитки повышает влагостойкость изделия. Благодаря песчаным компонентам тротуарное покрытие устойчиво к воздействию агрессивных жидкостей и масел. Плитка выдерживает значительные нагрузки.
- В процессе изготовления изделию придают нужный цвет и форму, что гарантирует широкий ассортимент продукции. Также есть выбор вариантов поверхности (матовая, структурированная, глянцевая).
- Вторичная переработка отходов ПВХ (пластиковых бутылок, ящиков, пакетов) решает проблему их утилизации.
- Небольшой вес, прочность и низкая истираемость.
- Под солнечными лучами изделие не выделяет токсичных испарений.
- Ремонтопригодность и простой монтаж.
- Покрытие не накапливает грязь и легко моется.
- Возможность изготовления в домашних условиях.
- Обширная сфера использования (в качестве покрытий тротуаров и площадок в частном домовладении и в общественных местах).
Заключительный этап
После того как вы составите бизнес-план, можно начинать открытие самого процесса производства, где будет создаваться полимерпесчаная плитка. Для начала вам потребуется регистрация в администрации, где вы напишите заявление, в котором будет указано о вашем желании стать предпринимателем и открыть собственное производство тротуарной плитки.
После подачи заявления и его регистрации в течение двух-трех дней вам должны выдать соответствующее свидетельство, которое автоматически сделает вас предпринимателем. Далее от вас требуется зарегистрироваться в налоговой службе в трехдневный срок после получения свидетельства. Там же вы должны будете выбрать форму и код деятельности, а также вид предпринимательства.
Теперь вы можете выбирать помещение или заниматься подготовкой уже выбранного. Тут все зависит от планируемых объемов производства. В помещении должны быть бетонные полы, освещение и водопровод. Возле здания желательно иметь навес, так как на территории вы будете хранить материалы.