Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.
Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности. Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах. Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.
Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен. В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии. В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В основе технологии электрохимической полировки (ЭХП) нержавеющей стали лежит процесс движения ионов металла от анода к катоду. В общем виде такая установка состоит из металлической ванны с электролитом, подключенной к отрицательному полюсу источника постоянного тока (катоду). В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла. В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см². В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Технологии производства
По технологии производства полированная труба из нержавейки практически ничем не отличается от обычных труб. Единственное различие в них заключается в финишной обработке изделия после выхода с конвейера.
Таким образом, различают два типа трубопрокатов:
Сварной способ
Производство данного типа изделий выполняется согласно стандарту 1983 года, где они еще называются электросварными. Тем не менее, хотя электроэнергия в данном случае действительно применяется, все же современные технологии являются не совсем электросваркой.
Среди методов изготовления сварных труб можно назвать такие:
- лазерное сваривание;
- применение высокочастотных индукционных токов для сварки;
- сваривание в инертном газе с использованием вольфрамовых электродов. Они создают электродугу, позволяющую нагреть металл до температуры плавления для состыковки краев заготовки;
- технология сварки пучками электронов предполагает работу в условиях вакуума, так что ее можно назвать самой экзотичной.
В целом технологический процесс заключается в скручивании заготовки в трубку нужного диаметра, проваривание ее по шву, дальнейшую калибровку в вальцах и проверку на герметичности соединения. Шлифовка нержавеющей трубы производится в самом конце.
Бесшовное производство нержавеющих полированных труб
На начальном этапе с помощью прессовки или литья производят полую заготовку круглой формы, которая после тщательной обработки и калибровки в вальцах станет готовой трубой.
По температуре обработки такие трубы делятся на такие категории:
- холоднодеформированные;
- теплодеформированные;
- горячедеформированные.
Обратите внимание, что согласно ГОСТу, технология производства последних двух типов труб предполагает термическую обработку. Сначала трубы нагревают, затем дают остыть, чтобы удалить внутренние напряжения металла. В данном случае любое нарушение технологии приведет к ухудшению качества трубы и утрате ее прочности.
Средства для полировки
Большинство работ по полированию штучных изделий и металлоконструкций из нержавеющей стали выполняются либо вручную, либо с применением разнообразного электроинструмента. При этом применяется большое количество полировальных приспособлений, среди которых самые распространенные — это:
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали. К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
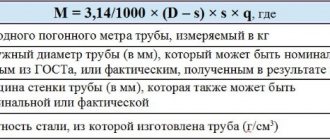
Как изготавливают нержавеющую полированную трубу, сфера применения, размеры
Популярные в промышленном и бытовом строительстве полированные трубы из нержавеющей стали отличаются высоким качеством, износостойкостью, надежностью, долгим сроком службы и эстетической привлекательностью. В данном материале речь пойдет о материалах и стандартах для изготовления нержавеющей полированной трубы, а также областях ее активного применения.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест. В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон. Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Что не дает стали ржаветь
При взаимодействии хрома с кислородом образуется защитная пленка на поверхности нержавеющей стали, именно она и уберегает сплав от воздействия агрессивной среды.
От количества хрома будет зависеть степень устойчивости к коррозии стали.
Например, при изготовлении холодильников используют сплав со средним содержанием хрома (10-17 %). А вот если устройство постоянно контактирует с водой или подвергается температурным нагрузкам, то тут используют сплав с высоким содержанием хрома, до 26 %. К таким приборам относятся стиральные и посудомоечные машины, мойки, вытяжки, варочные плиты и чайники.
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ. При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи. Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения. А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Нержавеющая сталь бывает разная. Ведь в ее состав входит несколько разных металлов. Основу нержавейки составляют железо, титан, никель, молибден, марганец и это далеко не весь перечень. Противостоять коррозии этой стали помогает хром, который тоже присутствует в ее составе.
Читать также: Вытачивание на токарном станке по дереву
Способы и средства для полировки нержавеющего покрытия
Гладкая поверхность металла получает повреждения при неосторожном обращении, из-за целенаправленных действий человека. Не каждый след может удалить полироль для нержавеющей стали и мягкая ветошь. В домашней мастерской (гараже) доступны многие способы обработки объемных, плоских, изогнутых поверхностей изделий из легированных сплавов. Необходимо наличие соответствующего оборудования и реактивов.
Сферы использования
Полированные трубы из нержавейки приобретают преимущественно из-за их внешней красоты, поскольку применяются они зачастую в декоративных целях.
Весьма часто такие изделия применяют в таких случаях:
- Изготовление мебели. Например, каркасы для стульев и кроватей, детали для передвижной мебели, различные стойки и опоры. Такие декоративные элементы выдерживают многолетнюю эксплуатацию без потери блеска и красоты, на что не способны, например, хромированные трубы.
Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
При грубом шлифовании нержавеющей стали зернистость абразива 30-40, чистовая обработка 16 – 25, полирование микропорошками с зернистостью М7 – М14, доведение до состояния зеркала – промышленные готовые составы (полироли).
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.
Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки :
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Компоненты агрессивны. Обеспечить защиту кожных покровов рук, лица, глаз, органов дыхания.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Анодный способ
Электрохимическая обработка снижает затрачиваемое время по отношению к механической процедуре в 4-5 раз, повышая класс чистоты зеркала на 1 или 2 позиции. Чтобы отполировать этим способом, становится не важными сложность сопряжений, кривизна плоскостей. Раствор при подключении электричества становится активным электролитом, взаимодействуя интенсивнее. Обрабатываемый образец должен быть подключен к аноду установки. Для каждого химического состава нержавеющего стали выбирают реагенты и параметры режима.
Чистка вытяжки
Это задача не из легких. Но вполне выполнимая. Для того чтобы грязь и мыло не запачкали плиту, лучше накрыть ее газетами или старыми полотенцами.
Для чистки вытяжки можно использовать специализированное средство или приготовить раствор самостоятельно. Понадобится бикарбонат соды, лимонный сок и вода. Средство нужно втирать аккуратно, чтобы не повредить поверхность. Достаточно, чтобы раствор оставался на вытяжке несколько минут, после чего его нужно смыть чистой проточной водой. Далее необходимо хорошо отполировать поверхность сухой тряпкой. После такой процедуры вытяжка будет сиять как новая.
Полируем плазмой
Технология отличается от электрохимической процедуры такими параметрами:
- раствор не агрессивен, утилизация не требует специальной очистки;
- напряжение выше (220 В);
- температура порядка 100 °C.
Применяемый реактив – соль аммония с концентрацией в растворе 3,1 ÷ 6,0 %.устанавливается плотность электрического тока величиной 0,35 ± 0,15 А/см² в зоне контакта электролита с нержавейкой интенсивно образуются газовые пузырьки. В парах внутри кипящего слоя проходят разряды, ионизирующие среду. Возникают плазменные язычки, которые целенаправленно воздействуют на сталь, полируя ее. Времени для одного погружения затрачивается в пределах 6 мин., из расчета потребляемой мощности 5 ВтЧ/см².
Для устойчивого процесса полирования электроплазменным методом поверхности определенной площади, необходима соответствующая мощность установки. Нельзя снижать ее величину, надеясь увеличить продолжительность обработки в ванне. Условия возникновения плазменно-ионизированного слоя не будут соблюдены.
Недобросовестная механическая подготовка проявится наглядно. Остаточные следы сварочных швов, царапин, вмятин не спрятать при помощи полироля.
Типоразмеры
Стандарты, применяемые для изготовления полированной трубы нержавейки, аналогичны прочим изделиям из сталей, устойчивых к коррозии:
- По ГОСТ 9940-81 горячедеформированные бесшовные трубы выпускают с сечением 57-325 мм и толщиной стенки в пределах 3,5-32 мм.
- Холодно- и теплодеформированные бесшовные трубы по ГОСТ 9941-81 могут иметь диаметр в пределах 5-273 мм, а толщина стенок колеблется в диапазоне 0,2-22 мм.
- Согласно ГОСТ 11068-81 диаметр сварных труб может достигать 8-102 мм с толщиной стенки в 0,8-4 мм.
Стоит отметить, что наибольшим спросом пользуются все же тонкостенные трубы, которые отличаются износостойкостью, надежностью и привлекательным внешним видом. Большинство таких полированных труб из нержавейки производятся сварным методом.